冷轧带钢头尾厚度跳跃的改进
2022-03-15黄佩杰
陈 光 ,黄佩杰
(宝山钢铁股份有限公司 1.制造管理部; 2.冷轧厂,上海 201900)
1 概述
厚度精度是评价冷轧带钢质量的重要指标之一,也是用户极为关心的质量问题,因为它决定着加工产品的质量和成本,同时也决定着后续加工性能。带钢由厚到薄的控制是现代化冷轧薄板生产中实现高精度轧制的重要手段。随着汽车、家电、建筑行业对产品质量要求的不断提高,高厚度精度冷轧带钢已成为现代化板带生产中不可缺少的组成部分。本文结合带钢冷轧基本理论,针对冷轧五机架连轧机带钢头尾厚度精度控制问题进行了调查分析。通过优化连轧机过焊缝厚度控制策略和模式,有效降低了冷轧带钢的头尾厚度超差比例,减少了返修,实现了降本提效。
带钢在轧制环节主要有2个重要指标:一是带钢的板形精度,二是带钢的厚度精度[1]。若经过轧制后的带钢沿轧制方向(长度方向)有较大的厚度波动,则会引起一系列的带钢质量问题,甚至引发在冷轧轧制过程中开裂[1]和断带。通常采用辊缝厚度自动控制系统(Auto-Gage-Control,简称AGC) 对带钢厚度波动情况进行控制。当AGC系统因某些原因不能够将带钢厚度控制在合格的波动范围内时,就会产生相应的厚度波动[2-3]。
2 影响冷轧带钢厚度精度的因素
引起冷连轧机厚度偏差的因素,可以分为热轧工序影响因素和冷轧工序影响因素两种。
热轧工序影响因素主要有:热卷断面形状(凸度、楔形)、热卷头尾的无张力卷取、热卷头尾的温度偏差,以及热轧在冷却过程中的温度和组织不均匀性。其中后三种都将造成热卷强度和组织的变化,并且直接影响冷轧的厚度控制[4]。
冷轧工序影响因素主要有:支撑辊油膜轴承、轧辊热量、机架的弹性变形、轧辊的偏心造成的辊缝波动[5],加减速过程中润滑变化、带钢板形造成的辊缝变化等。冷连轧机本身的张力控制精度、传动调速性能、压下控制响应性能等也会对带钢的厚度精度产生影响。此外,板坯的化学成分波动、冷轧轧机生产计划编制(钢种和规格过渡)等因素也对厚度精度有一定影响。
3 冷轧带钢头尾厚度跳跃的主要表现形式和原因
冷轧带钢头尾厚度跳跃是最常见的厚度失效模式之一,其主要表现为轧硬卷或者退火卷的带钢头或(和)尾存在短距离的厚度跳跃式突变(图1)。具体表现为轧硬卷或者退火卷的带钢头或(和)尾100 m甚至50 m长度范围内,厚度从最小值跳跃到最大值,或者从最大值跳跃到最小值。冷轧带钢头尾厚度跳跃往往导致1~2个单点厚度超差(超上限或者超下限)。这种厚度失效模式常见于冷轧高强钢、软钢等钢种。大于等于80 kg级的冷轧超高强钢由于存在其他的厚度失效模式,因此,头尾厚度跳跃情况并不十分明显。
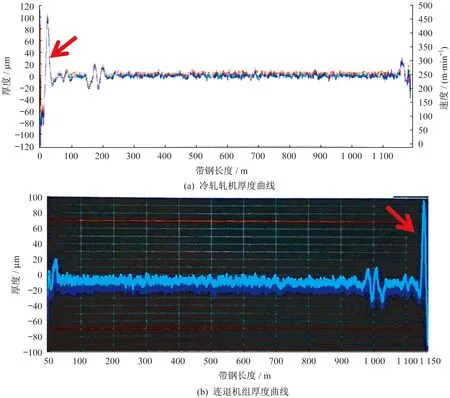
图1 冷轧带钢头尾厚度跳跃Fig.1 Head and tail thickness variation of cold steel strip
对于带钢头尾厚度跳跃导致的厚度超差,通常以计算机系统信息传递的方式告知下游退火或者精整机组,在下游机组的入口进行切除。考虑到退火机组生产效率,对于厚度跳跃长度超过30 m以上的轧硬卷,则必须上精整机组返修切除头尾厚度超差部位后,才能进行退火或者热镀锌,这样就导致了冷轧头尾切损和精整返修的上升。经过现场跟踪发现,此类“头尾厚度跳跃”的钢卷占全部厚度超差钢卷的比例超过60%。
冷轧带钢头尾厚度跳跃的主要原因:①轧硬卷受前行热卷尾部厚度影响;②轧硬卷因机组停机启动造成头部厚度跳跃;③冷轧轧机规格过渡造成的头尾厚度跳跃。本文主要对第一种情况进行分析改进。
4 主要改进措施
4.1 减少热卷头尾厚度波动对轧硬卷头尾厚度跳跃的影响
冷轧轧机前行卷的热轧带尾厚度波动会对当前卷的头部厚度控制产生一定影响,因AGC响应滞后,会导致厚度跳跃的距离长、幅度大。因此将1#机架入口AGC前馈补偿量提前到1#机架出口适当位置提前清零,以减少AGC调整滞后导致的冷轧带钢头尾厚度跳跃(图2)。根据带钢的不同规格和来料厚度波动程度,提前量为1~4 m。
4.2 调整1#机架出口AGC反馈
根据带钢在1#机架出口测量的头尾厚度波动,通过入口张力辊及1#机架进行补偿。为更有效控制带头厚度,将控制1#机架出口的厚度偏差的AGC反馈控制的启动点从带钢焊缝过2#机架后提前到进入2#机架前(图3)。根据带钢的不同规格提前量为1~4 m。
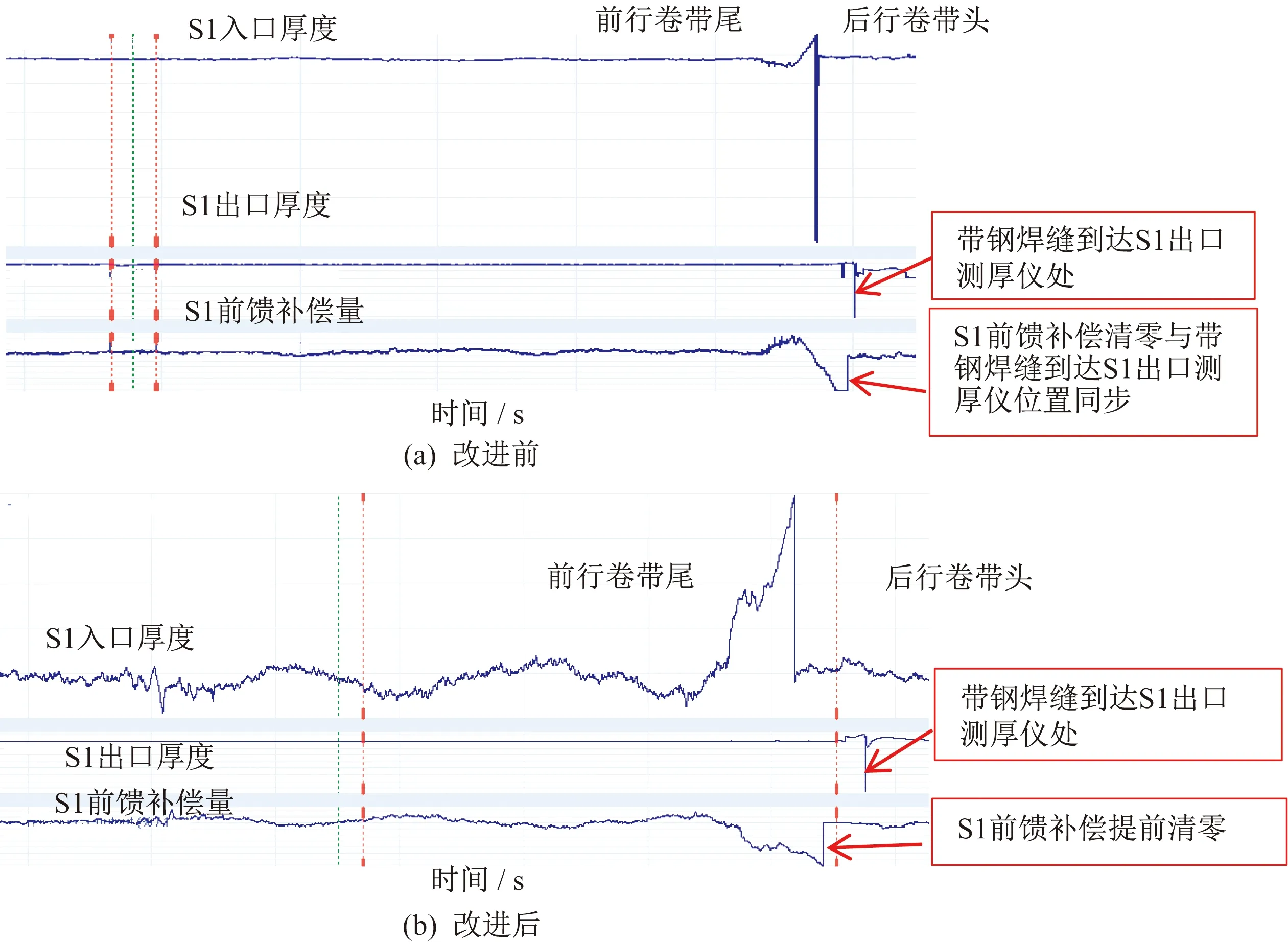
图2 1#机架入口AGC前馈调整Fig.2 1# AGC feedforward adjustment at rack inlet
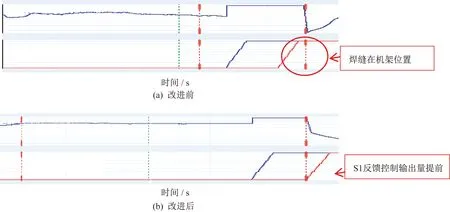
图3 1#机架出口AGC反馈调整Fig.3 1#AGC feedback adjustment
4.3 调整1#机架出口AGC前馈放大倍数
将1#机架出口AGC前馈放大倍数提高20%,1#机架速度和2#机架压下的补偿量同时提高20%,增大前馈效率,以减少头尾厚度跳跃幅度(图4)。
4.4 调整5#机架恒轧制力模式
5#机架恒轧制力模式张力由机架速度进行调整,轧制力不受4#、5#机架张力偏差的影响。只要保持5#机架出口速度不变,在秒流量相等的原则下即可实现5#机架出口厚度不变。在焊缝过机架任何时刻一直采用4#、5#机架张力偏差通过4#机架速度进行闭环(图5),不采用张力偏差通过5#机架速度进行闭环的模式(图6),避免5#机架出口速度变化造成出口厚度的同步波动。
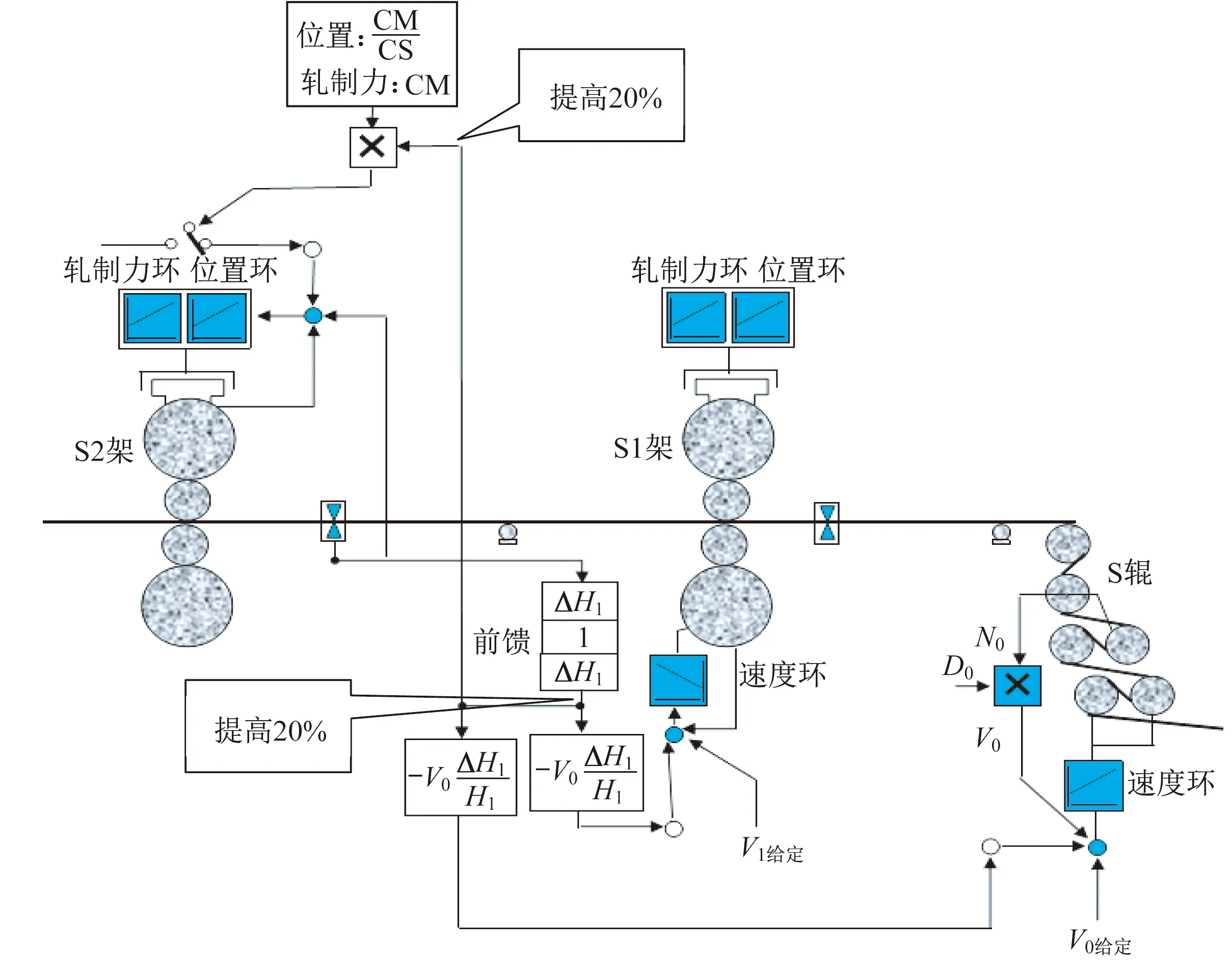
图4 1#机架出口AGC前馈控制图Fig.4 AGC feed-forward control chart of 1# frame outlet
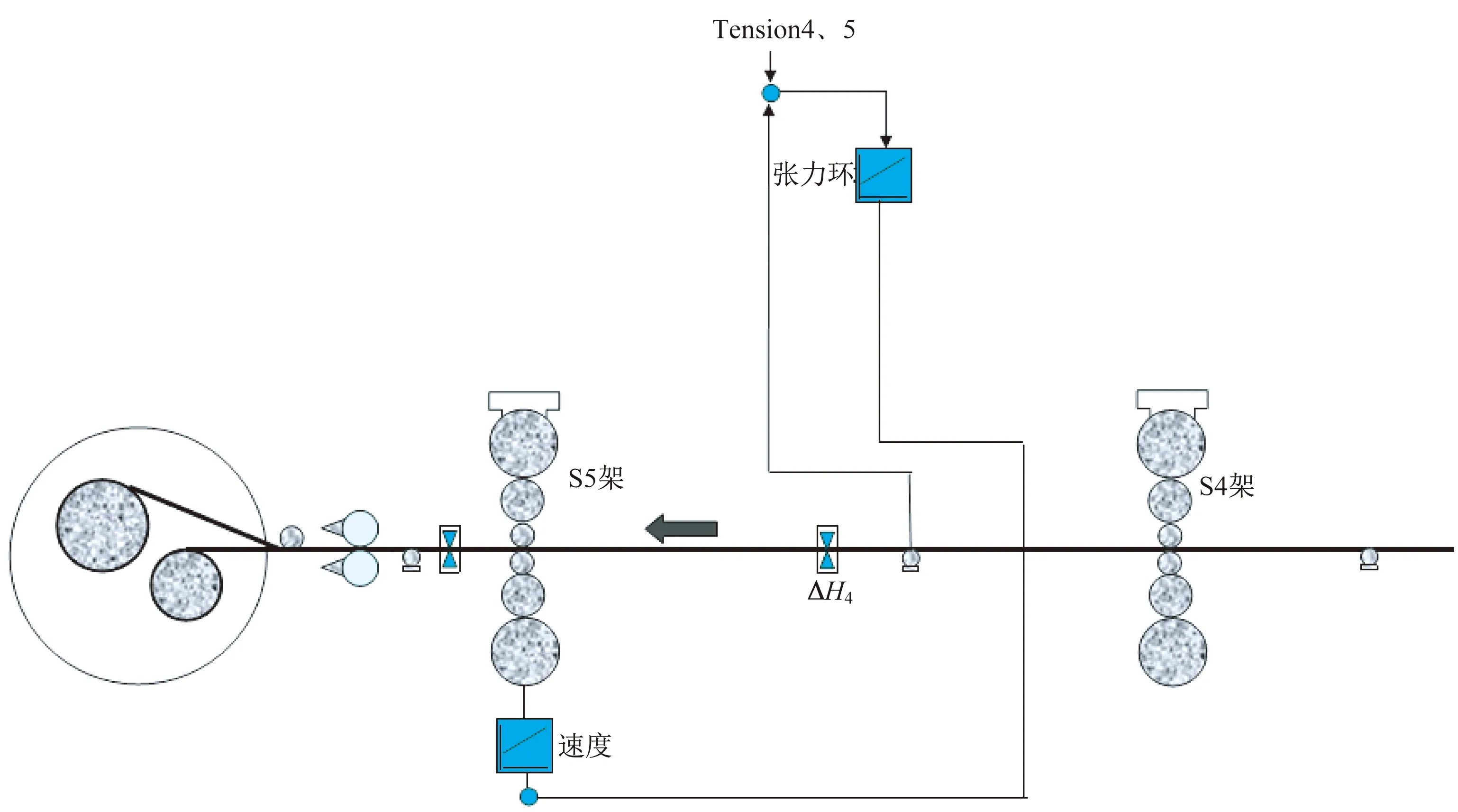
图6 4#、5#机架间张力控制5#机架控制简图Fig.6 Tension control between 4 #、5 # frames 5# frame control diagram
5 改进效果
上述措施实施后,由于冷轧带钢头尾厚度跳跃导致的返修率明显下降,从原3.8%降低为1.0%(图7)。
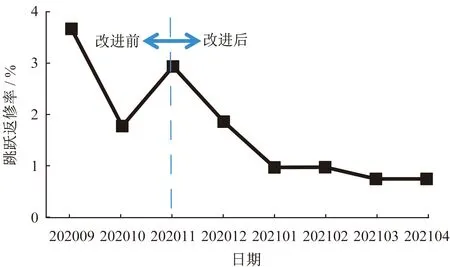
图7 冷轧带钢头尾厚度跳跃返修率Fig.7 Repair rate of head and tail thickness out of tolerance for cold rolled strip
6 结论
(1) 冷轧带钢头尾厚度跳跃是最常见的厚度失效模式之一,其主要表现为轧硬卷或者退火卷的带钢头或(和)尾存在短距离的厚度跳跃式突变。此类“头尾厚度跳跃”的钢卷占全部厚度超差钢卷的比例超过60%。
(2) 通过减少热卷头尾厚度波动对轧硬卷头尾厚度跳跃的影响,调整1#机架出口AGC反馈、1#机架出口AGC前馈放大倍数、5#机架恒轧制力模式下张力由机架速度进行调整等措施,可以有效改进头尾厚度跳跃导致的冷轧带钢厚度超差。