电永磁起重机关键技术研究现状及展望
2022-03-02孙彦军张永强张海涛
屠 海,孙彦军,赵 杰,张永强,张海涛
(甘肃酒钢集团宏兴钢铁股份有限公司,甘肃 嘉峪关 735100)
0 前言
电永磁起重机是工业生产中的重要设备,在国民经济高速发展中发挥了重要作用,随着起重和吊装需求的不断升级,在确保磁力起重安全的基础上,人们对吊装自动化、智能化、精细化等的要求也在不断提高[1]。在传统的港口起重、冶金轧钢等行业中,起重电磁铁具有技术成熟、适用范围广、效率高等优点,但存在能耗大、安全性差、使用寿命短、维修不便等缺点[2]。
而电永磁技术在电永磁起重机中起着重要作用,其利用一种强磁材料代替电磁铁完成铁磁性工件的吸重、卸重工作,多年来一直是国内外研究者的研究热点,这种技术有效保证作业安全,对节能减排和经济发展有着重要影响[3]。与传统的电磁起重技术相比,电永磁起重技术具有诸多特点:节能;性能稳定、可靠、安全;结构简单,吸力均匀;吸重比高。因此,以强磁性材料为磁源完成吸附工件任务的电永磁起重机有着巨大的发展潜力。本文主要围绕电永磁起重机工作原理、材料选取、磁力吊具结构的优化与改进以及控制技术这四个方面进行介绍。
1 电永磁起重机工作原理
电永磁起重机是一种搬移铁磁性工件的装置,其磁源为强磁性材料,与电磁起重机的通电吸重、断电卸重相比,电永磁起重机在工作周期内不需要通电。其工作原理为:
吸重时,将铁磁性被吸物放置在磁力作用范围内,依靠永磁体材料产生一定的磁力,将被吸物吸附到永磁铁上;卸重时,可分为两类:
(1)依靠外力使磁力线不通过被吸物,使被吸物脱离磁力作用范围,完成卸重;
(2)通过磁路设计使工作磁极上的磁场减弱,直到磁力减小到一定程度,实现被吸物与永磁铁的分离。
因此,根据卸重原理的不同,电永磁起重机分为强迫式电永磁起重机和磁路自闭合式电永磁起重机[4]。
1.1 强迫式电永磁起重机的工作原理
一般情况下,随着距离的增大,任何作用(磁、力、声等)都会衰减。针对磁铁而言,当被吸物超出磁铁的作用范围后,磁铁对作用物的磁力减小,被吸物可以挣脱磁铁的作用。如图1所示为强迫式吸重原理,强迫式卸重如图2所示。

图1 强迫式吸重原理
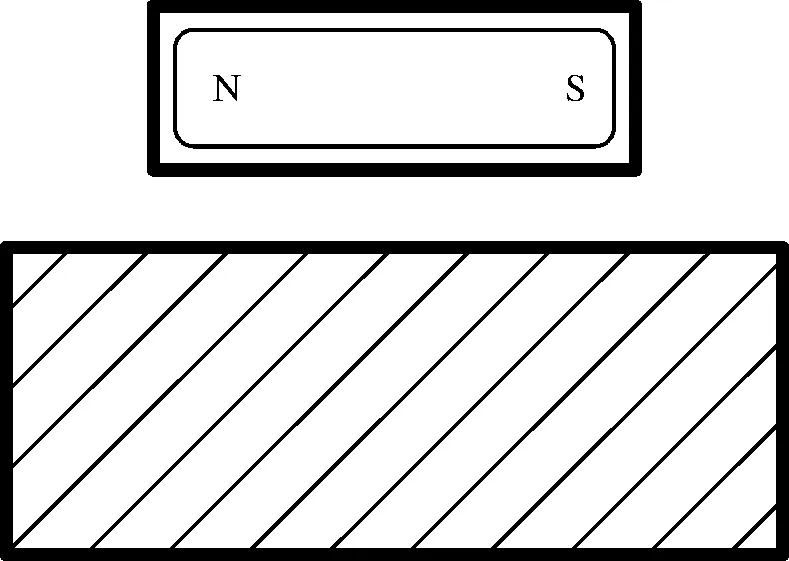
图2 强迫式卸重原理
电永磁起重机工作时,永磁铁与铁磁性工件(被吸物)接触,磁力线经过工件,完成吸重工作,如图1所示;当永磁体距离铁磁性工件较远时,由于两者之间的距离比较大,使磁力线根本不通过工件,使得永磁体对工件的磁吸力大幅衰减,工件从永磁体的磁力范围内脱离,完成卸重工作,如图2所示。因为这种卸重方式是通过外力的作用,使永磁体和被吸物之间的距离增大,磁力减小,实现卸重这一任务,因此将这种卸重方式称为强迫式卸重。
1.2 磁路自闭合式电永磁起重机的工作原理
在磁场中,磁力线以无形的方式存在,其所经过的全部路径,被称为磁路。当磁力线从永磁体的N极开始,经过导磁体,到达铁磁性工件,再通过铁磁性工件回到永磁体S级,形成完整回路,对外显示磁性,可吸附工件;当需要卸重时,磁力线从永磁铁出发,经过另一部分磁铁,并与其产生闭合回路,对外不显示磁性,使工件不受磁力作用,完成卸重工作。根据该原理,有两种可变换磁路的的永磁动态磁路,分别为平移式动态磁路[5,6]和动式动态磁路[7-9]。
(1)平移式动态磁路的工作原理:该部分的磁力系统分为上下两部分,当下磁系统和上磁系统中的永磁铁的磁极方向相同时,如图3所示,上下两部分磁力系统的磁场叠加,使得永磁铁对铁磁性工件有吸引作用,完成吸重工作;当上磁系统和下磁系统的磁极方向相反时,如图4所示,上下两部分磁力系统相抵,磁路自闭合,对工件的磁力减小,完成卸重任务。
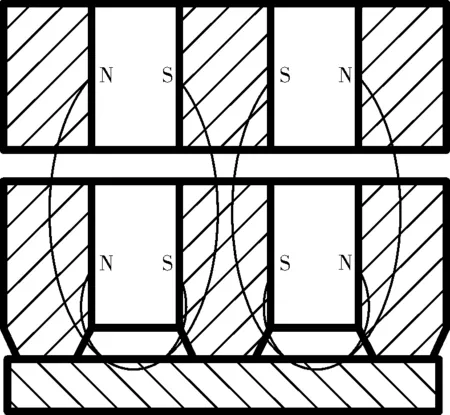
图3 平移式动态磁路吸重

图4 平移式动态磁路卸重
(2)转动式动态磁路的工作原理:当永磁铁位置水平时,如图5所示,磁力线经过导磁体到达工件,形成闭合回路,完成吸重任务;当永磁体旋转一定角度,与工件垂直时,如图6所示,磁力线在导磁体内闭合,对外不显示磁性,从而完成卸重任务。
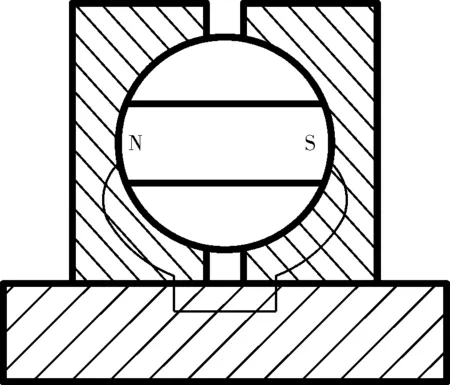
图5 转动式动态磁路吸重

图6 转动式动态磁路卸重
2 起重电永磁的材料选取
2.1 磁性材料的选取
能使磁场形成的材料为磁性材料,一般来说磁路中对磁材料的要求有3点:
(1)材料具有良好的磁性,可以产生较强且稳定的磁场。随着时间的增长,该材料产生的磁场不会受环境的改变、偶然的振动和温度的升降等影响,仍然保持不变或变化较小。
(2)该材料有一定的机械强度,在机械加工过程中不会变形,同时对其形状和漏磁也有要求。
(3)性价比较高,使电永磁起重机的造价不至于太高。
目前磁性材料分为硬磁材料、半硬磁材料、软磁材料、磁致伸缩材料和磁性薄膜等,硬磁材料和软磁材料在工业领域应用比较广泛。硬磁材料和软磁材料主要的区别是,硬磁材料矫顽力Hc比较高,在达到饱和磁化状态时,需要强度更高的外加磁化场,而且其磁滞回线面积大,撤去外加磁场之后,这种材料在长期内可维持较强磁性,因此硬磁材料又称永磁材料。而软磁材料与硬磁材料相比,矫顽力Hc低,达到饱和磁化状态并去掉磁场后,它很容易退磁。
起重电永磁的磁路主要由磁钢和磁轭组成。电永磁需要提高气隙磁感应强度来提高吸附力,而且还要满足尽可能小的体积这一设计要求,增加其吸重比。而磁吸力的来源就是内部结构中的磁钢,为了尽可能将吸重比提高,应该选取磁滞回线面积大的硬磁材料。磁轭在磁场磁路中主要起导磁作用,要满足退磁后的剩磁几乎为零这一设计要求,使磁损率减小,因此磁轭部分选取软磁材料较好。
2.1.1 永磁材料选取
永磁材料主要由铸造永磁材料、铁氧体永磁材料、稀土永磁材料和其它永磁材料等四大类组成,性能见表1。
不可逆磁钢的选用原则:剩磁高、磁能积大,而且充分考虑了其在工作过程中地磁性能不易受外界环境的干扰,即矫顽力大等因素。根据表1中不同永磁材料性能的比较,综合考虑材料的磁性能参数与价格,由于稀土永磁材料烧结Nd-Fe-B系永磁的组成成分中没有钴和镍等战略金属,市场的价格较为便宜,而且型号较多,应用广泛,因此稀土永磁材料烧结Nd-Fe-B系永磁的综合性能较好。可逆磁钢的选用原则:剩磁高、磁能积大,与不可逆磁钢相比,其工作过程中磁化强度易于改变,即矫顽力较小,磁滞回线相对较窄。根据表1,综合考虑材料的磁性能参数与价格,得出可逆磁钢中铸造永磁材料AlNiCo系永磁的综合性能较好。故目前永磁体选用的磁性材料为磁性能最高的钕铁硼永磁体[10]。

表1 永磁材料的性能
2.1.2 软磁材料选取
磁轭包括盘体和磁极块,其作为起重电永磁中重要的组成部分,对磁路具有重要作用,将磁力线从永磁体中导出到工件上以形成闭合回路。为了减少磁能的损失,在选择磁轭材料时也有一定的要求:材料应该满足饱和磁通密度大,使得在同样的条件下使用的材料较少;磁导率大,有效减少磁阻,减少磁能的消耗;而矫顽力小可使材料剩磁少,使工件容易卸载。
考虑磁轭的材料一般为软磁材料。软磁材料在外加磁场低于一定值时,自身开始被磁化,具有这种特性的材料成为软磁体。性能较好的软磁材料,能够借助较小的外磁场达到最高的磁化水平,而且有低矫顽力、低剩磁、高磁导率和高饱和磁感应强度等特性。目前软磁材料种类较多,其中铁氧体、铁镍合金、硅钢片和纯铁应用最为广泛,常用的软磁材料性能见表2。
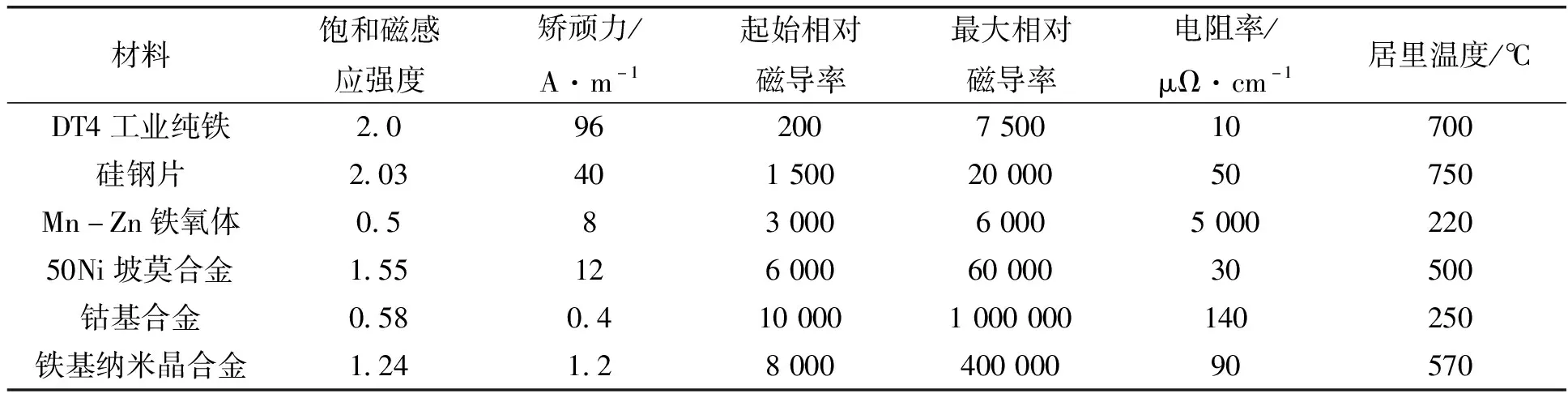
表2 常用软磁材料的性能
根据表2,Mn-Zn铁氧体电阻率高,电导率低,当吸盘改变磁力时,使涡流损耗增加,因此该材料作为磁轭材料时不利于完成吸附工作。根据选取原则结合硬度高、耐磨性好、电阻率高等特点,在表2中给出的材料分析比较综合性能,选取使电永磁吸盘有较大的磁吸力的材料。
2.2 隔磁材料的选取
为了提高永磁体的利用率并且实现吸重、卸重功能,电永磁起重机处于工作状态时,使更多的磁感线穿过工作气隙,一部分选用软磁材料作为磁轭,实现导磁的任务;另一部分选取“隔磁材料”,实现屏蔽功能。从理论上讲,不存在“隔磁材料”,即磁导率为零,只是把磁导率相对较低的材料称为隔磁材料[11]。在工业工程中,与铁磁性物质的高磁导率相比,其他物质的相对磁导率几乎接近空气的磁导率(近似为1),差别较小。
环氧树脂作为隔磁材料,在传统的电永磁起重机中应用较多,但考虑到实际工作时,由于模具结构不同,其表面可能会与板料接触,板料的流动会导致环氧树脂结构破坏,因此不符合要求。而304型奥氏体不锈钢的塑性和韧性比较好,制备工艺也相当完备,其作为隔磁材料在电机行业、核电站等领域中得到了广泛应用,因此该材料具有良好的隔磁性。
3 磁力吊具结构的优化与改进
电永磁起重机作为机械吊装工作的重要设备,其安全性和高效性也一直受到人们的关注。近年来国内外众多专家学者对其进行了多层次的深入研究,起重机的结构不断优化,在实际生产作业中取得了良好的效果。但从总体上来说,电永磁起重机在实际生产作业中还存在维修难度大、安全性差、噪声污染大、可靠性低和人工资源浪费的问题。
孙贵军[12]设计了一种磁力起重滑移机构,将一组相同的磁力吊具安装在横梁上,通过横梁柱顶面的凹槽口和锁紧螺栓进行锁紧和定位。在实际生产过程中可以调节两个吊具之间的距离,解决了在吸吊过程中吸持物过小过小或者异形无法吸持和吸持不可靠的的问题。两侧设置当挡板,上方开孔,使其可以自由选择连接横梁柱、钢丝绳或者起重用挂钩。其结构简单,操作安全,操作方便,拓展了其适用范围,能够极大提高生产车间的工作效率。
郑海朋[13]针对吊具下方连接链易断裂而产生的安全问题,设计了一套新的电磁起重器,其主要创新在于在连接板和电磁起重器底座之间增加辅助稳定装置,通过定位弹簧、定位环和定位柱三者相互配合,在连接板和底座之间出现偏移角度时通过定位弹簧的反作用力进行缓冲,从而抵消部分冲击,减小电磁吊具整体的晃动幅度,延长了连接链的使用寿命,保证了在起吊过程中的安全性,避免了因为连接链断裂造成工件掉落的风险。
陈李果[14]公开了一种安装有新型磁力吸盘吊具的起重机。该磁力吸盘包括两个磁极以及弹性件和驱动件,通过驱动件实现从消磁到生磁位置的转换,通过弹性件实现从生磁到消磁位置的转换,可以方便地在两状态之间进行切换,不需要单独设置滑道,减小了拆卸维修的难度,增加了磁钢的设置空间,从而增大磁性,提高磁力吸盘的负载能力。
过伟南[15]提出了一种具备吹尘除屑功能的磁力吊具方案,在吸盘基座两侧设置滑动导轨,对称安装带有滑槽的收纳座,在收纳座上安装风扇机,在吸吊之前对吸附面进行吹尘除屑,避免在起吊时影响吸持的稳定性,同时也避免了劳动力的浪费,提高了工作效率。
朱粤等[16]利用永磁涡流制动的原理,结合起重机的起升机构设计了一种新型永磁涡流防坠落装置,在起升机构无初速度开始坠落和以额定速度超载坠落时实现很好的制动。该装置不需要外加励磁电源进行制动,而是利用磁场在相对运动过程中产生的涡流损耗从而达到制动的效果,不仅避免了噪音和磨损,相比于传统制动方式结构更加紧凑,可靠性更高,而且还具有节能环保的优势。但其只进行了软件仿真模拟,证明了其理论可行性,实际效果还有待验证。
王俊等[17]针对大型磁力吊只能对平整、大面积物体进行起吊的不足,提出了一种新型磁力吊系统,通过将磁力吊分割成多个独立电磁铁,彼此之间没有影响,能够各自在驱动机构的控制下独立调整自己的位置和姿态,适用范围更加广泛,避免了吸附过程中因钢板起翘、下凹等原因造成的吸附可靠性较低的问题,同时也可对摆放混乱、个体较小、要求下料有序整齐的场景进行起吊作业。
杨国锋等[18]设计了一种简易型自动起重永磁铁,由按弹器、永磁铁和传动机构组成。吸附工作时,吊环装置带动挂钩下降,将挂钩与挂耳松开,当吊环装置随起重装置上升时,齿条带动磁极反转,产生磁场,从而达到吸附效果;相反,卸料过程时,吊环装置带动挂钩下降,将挂钩与挂耳互扣,当吊环装置随起重装置上升时,齿条带动磁极反转,磁场消失,从而达到卸料效果。如此即可实现磁力吊具的自动吸附、卸料工作,减轻人工劳动强度。
谢祖荣等[19]针对永磁吸盘的自重,设计了一种能够依靠自重来改变二磁系(主磁体和可逆磁体)相对位置的永磁吸盘。该设计可通过吸盘自重与利用传动机构上连杆、齿轮间的相互关联,改变永磁吸盘二磁系间的相对位置,进而可达到对工件的自动卸载,从而节约能量。
4 电永磁起重机的控制技术
在起重机控制技术中,交流变频调速技术应用广泛,其线路简单,维修方便,保护能力强,可靠性高,是起重机控制技术的经典方向[20]。
林森富等[21]采用基于变频器控制的变频调速系统采用改变电机供电电源的频率来实现调速,调速范围大,平滑性好,效率高,能给钢铁生产单位带来很大效益。其控制系统功能包括现场数据采集与保存、现场设备手动与自动控制、实时数据查询与分析、人机对话界面显示、报警功能和报表功能。该系统为车间安全生产提供了可靠的技术支持,极大的提高了企业效益。
虽然交流变频调速技术应用广泛,优势众多,但仍然受到成本等诸多方面的限制。随着当前时代社会经济与科技的进步,智能化控制系统受到人们的青睐,应用于各行各业,逐步取代了传统的电气控制方式,极大地提高了电磁起重机械的安全性和工作效率。
智能控制技术由PLC控制技术、交流变频调速技术、传感技术及检测技术、现场总线控技术和HMl技术组成[22]。
PLC控制系统是在传统的顺序控制器的基础上引入了微电子技术、计算机技术、自动控制技术和通讯技术而形成的一代新型工业控制装置[23]。变频调速中的关键控制技术包括矢量控制技术、无速度传感器矢量控制技术、直接转矩控制技术、PWM控制技术、数字化控制技术、自整定技术等[24]。传感技术就是传感器的技术,可以感知周围环境或者特殊物质,比如气体感知、光线感知、温湿度感知、人体感知等,把模拟信号转化成数字信号,给中央处理器处理。现场总线控制系统(Fieldbus Control System,FCS)是由各种现场仪表通过互连与控制室内人机界面所组成的系统;人机界面(Human Machine Interaction,简称HMI),又称用户界面或使用者界面,是人与计算机之间传递、交换信息的媒介和对话接口,是计算机系统的重要组成部分,它实现信息的内部形式与人类可以接受形式之间的转换。
电永磁起重机智能控制系统是由PLC、变频器、传感器、控制器等多个环节控制的。在起重机智能控制过程中,起重机上安装的绝对编码器能准确的获取当前位置,并将这一信号传递给PLC的检测模块,再由PLC内部控制结构对其进行调整。如果检测到起重机出现问题时,就会自动的使其停止工作。同时,起重机制动控制系统经过PLC内部的数学运算等方式进行处理,将其得到的数据通过现场控制总线传递给工作中的每个变频器、制动器以及驱动器,对起重机的控制。
赵结昂等[25]利用单片机对传感器采集的各类生产信息进行分析,基于ZigBee无线通信技术构建无线通信网络,提出了一种智能型桥门式起重机安全监测与预警系统,能够让技术人员实时监测车间生产状况,对起重机的状态进行监测记录,及时准确发现危险状况并报警,保证了车间生产的安全性。
杨跃强[26]对采用两个三相可控整流桥反并联的主电路控制系统进行研究,开发了基于CCS软件开发的电磁起重机软件平台,提出了开闭环相结合的吸料控制系统,实验证明其原理可行。
5 结束语
电永磁起重机经过几十年的发展后,技术日趋成熟,磁性材料更加多样化,结构更加完善,适用范围更加广泛,在机械吊装行业应用广泛。但电永磁起重机在实际生产过程中仍存在一些问题:首先,电永磁起重机在运行过程中不可避免的会产生例如噪声等污染,作业现场要求较高;第二,目前电永磁起重机在针对较长工件时,多采用多台电永磁起重机联合使用,存在电永磁起重机之间协调不足,同步性较差等问题,工作效率较低;而在针对较小、异型工件时没有很好的方法解决吸附可靠性问题,导致存在一定的安全隐患;第三,目前市场上的电永磁起重机大多采用钕铁硼材料作为吊具的磁源,但其只能在常温环境中工作,适用范围有限,在起吊高温钢材的生产情况下极大地影响了工作效率,而高温用的钐钴永磁铁价格昂贵,增加了生产成本,不利于提高生产企业效益,无法大范围推广。
电永磁起重机的关键技术在近些年已有重大突破,相关技术较为成熟,但在磁性材料、适用范围和智能控制等方面仍存在一些不足之处,相关理论及研究有待完善。因此,该方面仍是电永磁起重机的研究重点,也是电永磁起重机的发展趋势。
