板材抛光机高速主轴及其动平衡技术的研究
2022-03-02李勇鹏汪恩辉
何 潜,张 超,李勇鹏,汪恩辉,周 明
(1.中国重型机械研究院股份公司,陕西 西安 710018;2.天津忠旺铝业有限公司,天津 301700)
0 前言
近年来,铝合金中厚板由于具备密度低、耐腐蚀、高强度、高韧性、可切削性好等特点在航空航天、交通运输、机械制造、工磨具、家具等行业得到广泛应用。铝合金中厚板在其前端生产工艺中不可避免的会被氧化,表面会产生一种薄厚不均的氧化层。板材抛光机主要用于去除铝板表面的不规则氧化层和消除微细裂纹,同时提升铝合金板面的美观度。
对于板材抛光机而言,主轴组件是其核心部件,为了满足抛光生产特定的需求,主轴必须满足超长高速的结构特性。对于主轴而言,由于制造、安装误差以及材料的不均匀等因素,不平衡的存在是必然的。由于运转在高速下,主轴对于不平衡控制的要求比通常转子更加严格,微小的不平衡都可能导致主轴回转精度的严重丧失乃至支撑系统的失稳。只有将主轴残余不平衡量控制在一定范围内,才能抑制主轴在高速运行过程中的失衡振动,并保证板面的抛光精度和控制主轴轴承的发热。
有计划、有组织、有准备地集中对特定议题进行专题询问并非第一次。历数两年来全国人大常委会的七场专题询问可以看出,问钱、问粮、问房、问医、问教育,无一不是与人民群众利益关系最直接、最现实的问题。本次专题询问农田水利建设,既是对农田水利建设工作的监督,也体现了对这项工作的高度重视,农田水利工作关乎国计民生的重要地位与作用凸显。
1 抛光机主轴部件的创新设计
板材抛光机由机架、主轴单元、压下、压上装置、夹送辊装置、刷辊在线修模装置、中间辊道、专用工具等组成,其中主轴单元是抛光机核心部件。为了保证铝合金板材在抛光生产过程中的表面纹路一致性,主轴单元通常需要具备震荡功能,也就主轴是沿轴线方向高频次往复运动功能,最高频次可达150次每分钟。另外在抛光生产过程中刷磨辊由于消耗和产品更换需要经常更换,因此抛光机必须具备换辊方便功能。为了生产板宽2 600 mm以上的抛光板,主轴有效长度(用于安装支撑管,用于安装刷磨辊)必须超过2 600 mm,这就导致主轴长度必须超过4 000 mm才能满足宽幅板材的抛光生产。
为了实现抛光机具备震荡功能和换辊方便,中国重型机械研究院股份公司研发了一种通过3组轴承单元实现定位与支撑的主轴装置,3组轴承单元分别安装在3个可沿直线导轨往复运动的轴承座上,其布置确保往复运动的可靠性以及换辊时主轴的悬臂支撑稳定性,通过主轴的高速转动以及往复震荡的复合运动实现了抛光辊对板材的抛光以及抛光纹路的一致性。抛光机主轴如图1所示,直线导轨(共四根)安装在机架上,主轴采用3组轴承支撑,3个轴承座安装在滑块(共6件,与直线导轨配合)上,主轴在3个可滑动轴承座支撑的情况下沿直线导轨往复运行,同时主轴在偏心轮结构的驱动下实现主轴的震荡功能,锥形支撑套用于安装支撑套管(两端锥形),刷磨辊通过可靠的机械安装方式安装在支撑套管上。
随着抛光板材品质要求的提升,主轴转速也相应逐步提高。当抛光机主轴高速旋转时,即使只有很小的偏心矩,也会产生非常大的不平衡离心力,不平衡引起的噪声和振动会很大,影响板材抛光质量,甚至导致轴承发热等情况。抛光机主轴组件在制造过程中,不可避免会因材质不均匀、形状不对称,加工装配误差而导致重心偏离旋转中心,使抛光机产生振动和振动力,引起抛光机噪声、轴承发热等。随着转速升高,不平衡引起的振动越加激烈,因此,对主轴动平衡品质提出了更高的要求。

图1 抛光机主轴部件简图
健康的果树,离不开健康的土壤。金正大集团亲土1号陕西大区总监邓晓川表示,无叶不果,叶靠根养,根靠土长。土壤问题会影响根对养分的吸收,影响果树的产量和品质。只有土壤健康,果树才能根深叶茂,养分充足,种出来的苹果才能品质好、价格高。亲土1号能养地促根抗病,对洛川苹果产业的健康长远发展具有很大的助益。
换辊采用了一种依靠锥形胀套连接的滑动式轴承座,并与主轴末端相配,在松掉主轴锁定螺钉的情况下,可以快速拆卸并移出,支撑套管与抛光辊可以整体从主轴中抽出,实现了抛光辊快速拆卸与安装。刷磨辊与套管安装如图2所示,支撑套管依靠锥面张紧力安装在锥套上,并依靠锁紧螺钉实现预紧。刷磨辊通过卡环机械方式安装在支撑套管上。在换辊时,整根主轴依靠2个轴承座悬臂支撑;同时松掉锁紧螺母,可拆卸锥形轴承座沿直线导轨滑动,再拆掉锥形套,此时就可以整体安装或者拆卸支撑套管及刷磨辊组件,方便地实现换辊功能。抛光机采用该换辊结构后换一个辊仅需10~12 min,而采用键槽固定方式的传统结构换一个辊需要60~90 min,因此大幅度节省了换辊时间,提高了生产作业效率。

图2 刷磨辊装配简图
2 主轴动平衡计算
分型中药药浴联合窄谱UVB治疗寻常型银屑病的临床观察……黄 静,黄 玲,王敏华,倪昌雯,杨汝斌,陈超超(69)
刷磨辊作为刷磨机的执行元件,用于对板材表面进行刷磨,采用不织布材料。该材料是指通过将磨料粘结在作为增强材料的弹性纤维上,通过非织造工艺,形成具有三维网状结构的磨料分布体系。不织布刷辊是用一种特殊工艺将这种布条可做成辐射状、叠片状或缠绕式刷辊,其主要磨料通常为氧化铝、碳化硅、立方碳化硼或金刚石等。
平衡品质等级值G(mm/s)跟许用不平衡度eper(g·mm/kg)与转子最高工作角速度ω(rad/s)有关,其表达式为
(1)

一般说来,转子质量m(kg)越大,其许用不平衡量Uper(g·mm)也越大,因此可用式(1)所定义的许用不平衡度eper来表示许用不平衡量与转子质量的关系
(2)
笔者以自读课文《孤独之旅》为例,探讨教师如何引导学生关注小说的主题深意、关注小说的表达艺术、关注小说的人文价值,抓住关键词“孤独”“诗意”“磨砺”进行教学实践,是有意义的尝试和思考。
综合式(1)与式(2),得
(3)
按照国际标准化(ISO)1940年制定的世界公认的平衡等级,转子平衡分成了11个等级,可按需求在表1中选择。
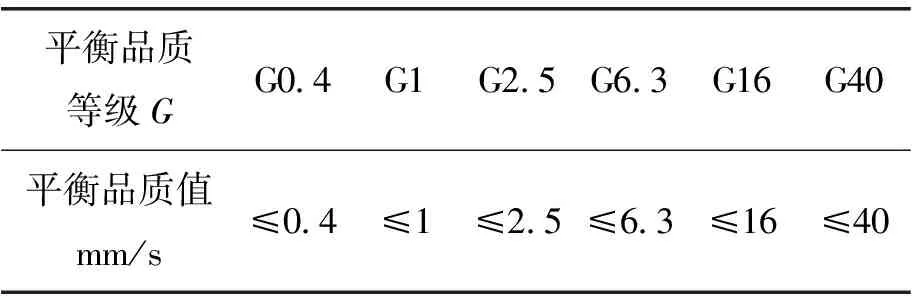
表1 平衡品质等级表
该抛光机主轴的平衡品质选取G1等级,主轴如采用整体锻件制造,质量约400 kg,主轴转速1 500 r/min,按式(3)计算。
传统的对单个零件进行动平衡的工艺已不能满足现代制造技术发展的要求。对于高速旋转的主轴,即使单件平衡做的很好,组件整体的不平衡依然存在。因此必须先对主轴各个关键零件(主轴、支撑套管、锥套等)进行动平衡测试和校正,然后再对整体装配主轴进行平衡和校正。
《北语字表》字频累计总字形数为71,632,779个,单字5499个。频度最高100字依次是:“的、一、他、我、是、了、不、在、这、人、她、有、个、们、来、你、到、上、说、那、着、地、子、里、就、时、得、么、为、要、可、也、过、去、和、大、会、出、下、道、以、看、对、没、自、样、想、把、好、起、生、后、而、然、能、中、都、心、斯、还、事、什、天、小、尔、只、面、开、家、些、从、头、情、儿、手、种、发、意、于、多、但、话、很、现、己、当、如、前、又、所、走、身、之、回、知、特、用、无、经、已”。
根据计算,只要主轴许用不平衡量控制在2 546 g·mm以内,就能保证主轴的稳定工作。
椰子生长适宜的土壤是海淀冲积土和河岸冲积土,其次是砂壤土,再次是砾土,而在这样的工作环境下,椰果采摘机的固定和移动,以及工作的稳定性都会面临很大的挑战;其次是由于椰树的高度一般在15~30m范围内,所以椰果采摘机的高度也会很高,而对于现在的研究状况,大多是只考虑了椰果采摘机的传动、剪切、和定位问题,而对于高度延伸方面的综合考虑还很欠缺;另外,对现在的椰果采摘机的视觉系统技术还不够可靠,精确度还不够高,对果实的成熟与否还分辨不清,并且对果实的损伤率较高,所以工作的可行性的确很低。
3 主轴动平衡校正
根据静力等效原理,将刚性回转体上的不平衡离心惯性力往校正面上简化。针对每个校正面上的合力或合力偶,通过对回转体进行去重或加重,抵消合力及合力偶,以校正整个回转体的动不平衡。为实现主轴组件的整体动平衡,首先在结构设计上要加以改进,使组件整体在不影响功能结构的同时可以留有校正不平衡量的位置,并采用配重分量法、去重法或者附加动平衡盘法校正平衡。对于该主轴,考虑到对加工、装配的影响,选择主轴的前端面和后端面作为2个校正面,采用了配重分量法进行校正,也就是在校正平面预留螺栓孔以备后期增加配重块。这种校正平面和校正方法的选择,实践证明操作非常方便。对于主轴零件,
随着社会主义市场经济体制的进步和完善,咨询行业越来越规范管理,工程造价咨询企业应该在业务范围拓展及创新发展上下功夫,才能找到未来出路。①要逐步扩大造价咨询机构服务的社会面,从局部化、碎片化的单一咨询服务逐步向投资控制、价值管理、项目管理、资产管理的咨询服务转变,全方位、全过程地参与到工程造价的管理与实施中来。积极走出去拓宽业务范围,参与到“一带一路”建设大环境中。②工程造价咨询企业应当全面开展全过程工程咨询,积极融合PPP投资咨询、BIM应用、勘察、设计、监理、招标代理等业务开展联合经营,设立合伙制工程造价咨询企业,赢得更大的市场,使企业在激烈的市场竞争中,立于不败之地。
式中,r为校正半径,主轴校正半径为125 mm;mper为许用不平衡质量,g。
因此,对于前、后端面而言,主轴在指定校正半径上的许用不平衡质量最大为10 g。

图3 主轴动平衡校正
4 主轴结构优化设计
抛光机主轴长度约4 200 mm,而中间支撑段直径为160 mm,长度与直径之比为26;通常主轴的长度与直径之比大于20的称为细长轴,因此在设计中必须确保细长主轴有足够的刚性,否则很容易因切削力或者重力的影响而发生弯曲变形,并在工作中产生振动,从而影响抛光精度。
一般主轴采用整体锻件制造,考虑到抛光机主轴负载特性,其载荷均匀;在满足力能参数的要求下,主轴可以采用锻焊相结合的结构,也就是中间段厚壁钢管与两端的锻件焊接的结构。经过核算,经两种制造方法制造的主轴相关参数如表2。
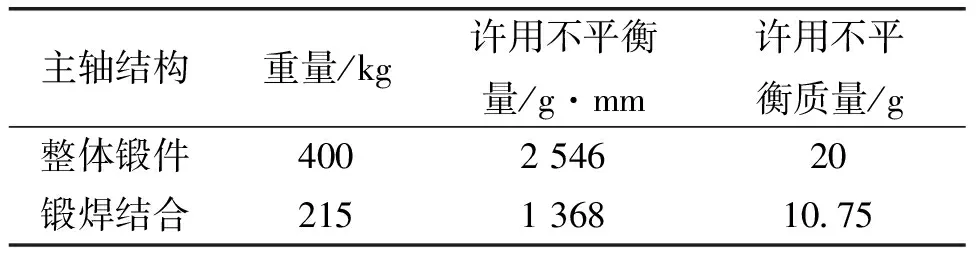
表2 工艺参数表
经过对比,虽然锻焊结合的制造工艺复杂,但可以有效减小主轴重量,同时减小不平衡离心惯性力。经过计算和校核后,主轴最终选用了锻焊结合的制造工艺,整个主轴由两端的锻件和中间段的管材焊接而成,材料选择高级渗碳钢14NiCr10,与15Cr、20Cr钢相比,其强度、塑性、淬透性均高,该材料淬火加低温回火或高温回火后,具有良好的综合力学性能,低温冲击韧性度好,缺口敏感性小,可加工性及焊接性较好,适合用来制作重负荷条件下要求高强度、高硬度和高韧性的主轴及要求中心韧性很高或承受冲击负荷、表面耐磨、热处理变形小的轴类零件。
主轴焊接完成后,经过热处理后,采用粗车-半精车-精车的加工工序,各工序要选择合理的加工刀具。否则刀具选择不适当会造成切削力过大,主轴会发生弯曲变形和加工精度差等。同时,在车削加工过程中,须采用反向切削法加工超长主轴。反向切削法是指在超长主轴的加工过程中,车刀由主轴卡盘开始向尾架方向进给,这样在加工过程中产生的轴向切削力使超长轴拉伸,消除了轴向切削力引起的弯曲变形。
最终,研制完成的超长主轴表面粗糙度达到1.6以上,椭圆度0.05 mm以内,圆跳动0.05 mm以内,经过校正后的主轴在指定校正半径上的许用不平衡质量在10 g以内,完全满足抛光机主轴要求。
5 结论
目前,中国重型机械研究院股份公司研制的抛光覆膜生产线已建成投产,抛光机主轴具备震荡功能和快速换辊功能,主轴许用不平衡量计算与校正合理,设备运行稳定可靠,技术水平达到同类型进口设备装机水平,可以完全替代进口,已为国内航空航天、交通运输、机械制造等企业生产了大量高品质铝合金抛光板材。
