连续式杏果切分去核机的设计与试验
2022-02-21毛吾兰郭俊先祝兆帅
毛吾兰,郭俊先,祝兆帅
(1.新疆农业大学机电工程学院,乌鲁木齐 830052;2.新疆农业科学院农业机械化研究所,乌鲁木齐 830000)
0 引言
【研究意义】杏(PrunusvulgarisL.)杏果实含有多种有机成分和维生素及无机盐类,杏仁营养更丰富,含蛋白质23%~27%、粗脂肪50%~60%、磷、铁、钾、钙等无机盐类及多种维生素[1-2]。新疆是我国杏商品基地之一,英吉沙县赛买提杏品种约占64.5%,面积0.49×104hm2,产量3.8×104t,是新疆栽培面积最大,产量最多的杏品种。赛买提杏果实大,单果重在35 g以上,果肉厚,果肉与果核易分离,即使充分成熟后杏果实仍然具有一定的硬度,适合机械化切分去核作业[3]。随着杏产业的发展,其种植面积还在逐年增加[4]。鲜杏去核是鲜杏精深加工生产中的重要一个关键环节,优质、高效、清洁去核对鲜杏加工产业的发展有重要影响[5],而鲜杏去核是鲜杏加工的关键环节。【前人研究进展】国内有对鲜杏去核机已有文献研究报道[6-7]。邓干然等[8]研制了YGGH200型对辊式鲜杏去核机。水果由推压装置送于两辊之间,在两辊挤压之下,大部分果肉被挤入不锈钢齿辊中的齿间间隙中,果核则使橡胶辊子的表面胶层变形并凹入其中[9],再经两辊子下方的核肉分离调节装置使核肉分离,分离后果核在橡胶层弹性作用下脱离橡胶辊子落入果核收集装置,果肉则由类似梳子式的回收装置将嵌在齿盘间果肉梳出,流入果肉收集斗中[10],达到核果自动分离。该设备切分去核后果肉的完整性差,对辊式水果去核机生产效率虽然高,但是去核后果肉成为碎块状,破坏了果肉的完整性,仅用于果汁、饮料等的生产。气动式杏子去核机[11],其冲核机构是去核机关键部分。去核时,将杏子放于托盘对应的盛料孔中,经过冲核切分机构下方的送料机构推送到底板上,此时动力机构驱动冲核切分机构在导向装置的引导下做上下的往复运动,在带动冲头向下运动时,冲头穿过准确固定在托盘上的盛料孔时完成杏子去核,冲头上翅片完成杏子切分,被冲下的杏核掉入机架下部的接核盘中,完成作业。此类去核机机具需人工放置托盘,劳动强度较大,生产效率受人工熟练程度影响,且需要配套气泵使用,单机操作效率低。6QHX-3型杏切分去核机[12]切分去核工作部件的主要功能是沿着杏果实的缝合线一周将果实切开,并将杏核剔除[13]。工作过程为进入定向通道中的杏果实在定向带的作用下作平面运动,绕杏果实某一轴线作稳定转动[14],杏果实送入到切分去核工作部件前已完成定向,旋转着的圆盘刀与杏果实接触后,锋利刀刃切开杏果实,在浮动切分护条作用下,旋转着圆盘刀拨动杏果实转动,沿骑缝线一周将杏果实一分为二切开。此设备结构复杂,上料虽然不需要人工辅助,但切分设备的自动定向原理完全是依据水果的外形特征来实现的,要求鲜杏近似椭球体且满足长径≥骑径≥横径[15-16]。当水果的骑径大于横径2 mm以上时定向切割的效果最佳[17]。【本研究切入点】鲜杏切分去核是鲜杏精深加工的重要环节,当前鲜杏去核加工效率还不够高,传统鲜杏去核设备果肉损失率较高,无法满足生产需求。目前国内杏核果类的去核设备较多,但实际市场上满足生产要求的去核设备较少。需开展以提高鲜杏加工效率、减少果肉损失、生产率低下的相关研究。【拟解决的关键问题】设计一种连续式杏果去核机,针对新疆英吉沙县乌恰镇赛买提杏近球形物料特性,提出曲轴连杆式去核机构,由分割器实现去核机构的往复运动和输送链的间歇式运动,并通过上料机构提高自动上料率,提高去核效率、减少果肉损失率。
1 材料与方法
1.1 材料
1.1.1 赛买提杏
物料选取英吉沙县乌恰镇赛买提杏,选常规等级鲜杏,横径长为30~45 mm,重量范围为30~50 g,含糖量(可溶性固形物含量)≥20%。
1.1.2 连续式杏果切分去核机
连续式杏果切分去核机主要由输送链、限料刷、去核机构、卸料口等组成。其中去核机构工作时做上下往复运动对鲜杏进行去核,输送机构和去核机构与分割器相连,去核机构上下往复运动分主要有4个阶段:向下冲程、去核冲程、刀具和杏肉分离回程、上升回程,设备工作时的工作原理由分割器实现输送链的间歇式运动,通过间歇驱动输送链传动,在上升回程和向下冲程时间内,鲜杏由输送链送至去核机构下面并停止运动,此时去核机构做垂直向下运动,杏核实现去核过程。下料时再通过间歇驱动输送链传动,在上升回程和向下冲程时间内,输送链完成间歇式直线运动,把切分好杏肉送走,完成整个鲜杏去核的过程。图1~2

图1 连续式杏果去核机整机结构Fig.1 Structure of continuous apricot kernel remover
1.2 方法
1.2.1 杏去核同轴压缩
杏在切分去核时,主要果肉损失表现在杏核分离时对杏肉的破坏,分析杏去核过程受力。由于刀具和杏核弹性模量较大,在受力情况下几乎不发生形变,视作刚体。图3
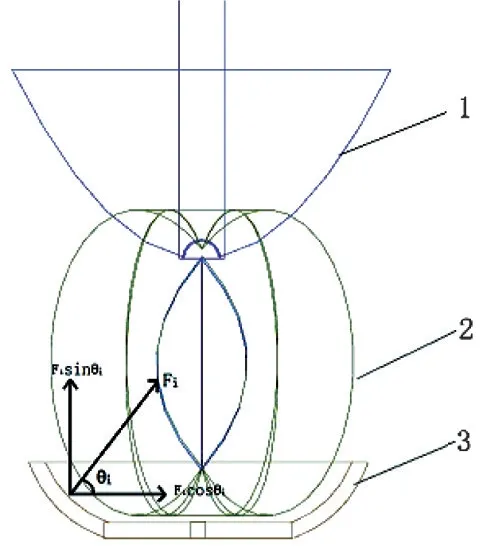
图3 杏去核时受力情况Fig.3 Stress analysis of apricot during enucleation
刀具作用在杏上压力与窝眼作用在杏上支持力公式(1)。

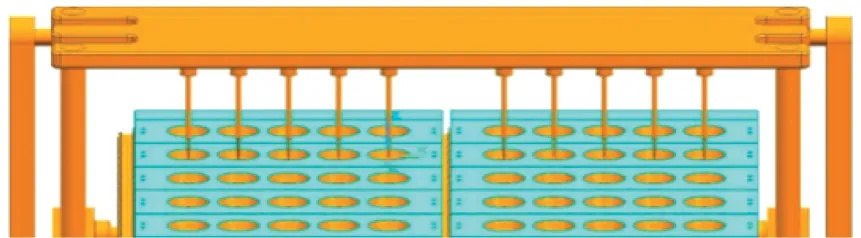
图2 去核机构内部结构Fig.2 Internal structure of denuclearization mechanism
式中,F1为窝眼对杏1支持力,N;F2为窝眼对杏2支持力,N;F3为窝眼对杏3支持力,N;Fn为窝眼对杏n的支持力,N;F支为窝眼作用在所有杏上的支持力之和,N;F压为刀具作用在所有杏上的压力之和,N。
在刀具对杏施加的切割力下杏肉和窝眼都发生了形变,采用ANSYS有限元分析窝眼变形量以及许用材料的弹性模量。将杏放置于托盘上,托盘上的内凹称作窝眼,刀具和窝眼(杏托盘)固定在电子压力试验机,开展杏同轴压缩实验。
1.2.2 杏物料特性测定
窝眼的尺寸要与杏的外形尺寸基本一致,增加杏的受力面积,减少窝眼对杏的局部破坏,测定杏和杏核的外形尺寸、硬度等物料特性。
1.2.3 杏肉切分
选择不同时期的英吉沙县赛买提杏作为材料,根据不同时期采摘的鲜杏将其按成熟度分成3个等级,成熟度分别为80%、90%和100%,取不同成熟度平均值作为数据。
杏上料时姿态摆放随机性较大,且杏切分时杏肉损失率与姿态摆放相关。设置4个工位以实现人工辅助杏摆正姿态。
进行杏肉切分试验,分析杏成熟度以及杏质量在杏肉切分过程中显著性,计算损失率。

式中,M为杏重量,kg;M1为切分后杏核重量,kg;M2为切分后杏肉重量,kg;φ为损失率。
1.2.4 切分刀具性能
选取合理的切分刀具,实现最佳的杏切割去核作业效果,对市面上现有去核刀具进行对比试验,选取较为典型的3种刀具,设计刀具与损失率间的关系试验。3种刀具分别为十字型交叉刀具,圆形平面刀具,圆形内凹刀具。图4

图4 十字型交叉刀具Fig.4 Cross cutting tool
1.2.5 连续式杏果切分去核机性能
试验场地设在新疆农科院农业机械化研究所,设备仪器主要有:游标卡尺、手套、电子天平、连续式杏果切分去核机。在英吉沙县林业局果树资源圃采摘赛买提杏,并随机采摘,剔除虫果,选取90%成熟度、横径长30~45 mm、重量范围为30~50 g的鲜杏480 kg,分成6组试验。人工辅助摆正鲜杏姿态,使杏摆放至达到适合切分去核姿态,机构往复运动38次/min,输送链每1 s前进145 mm,刀具架上成两排安装8个刀具,对8个杏果去核,统计加工时间、去核合格率、杏果损失率、杏核破损率4项指标数据,评价样机性能。图5

图5 样机现场Fig.5 Testing site
2 结果与分析
2.1 输送链中托盘窝眼的设计
2.1.1 杏去核同轴压缩变化
研究表明,英吉沙县赛买提杏为90%成熟度,刀具可对杏施加力的最大值为30 N≤F支≤40 N。图6
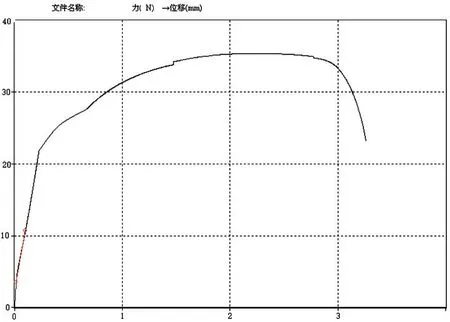
图6 杏去核同轴压缩变化Fig.6 Coreless coaxial compression test
2.1.2 杏物料特性参数变化
研究表明,长径范围为39.55~45.78 mm,呈正态分布的趋势,多数集中在40 mm左右。该数据可为机械化切分鲜杏时尺寸的分级处理提供支撑,保证机械最佳的作业性能。表1
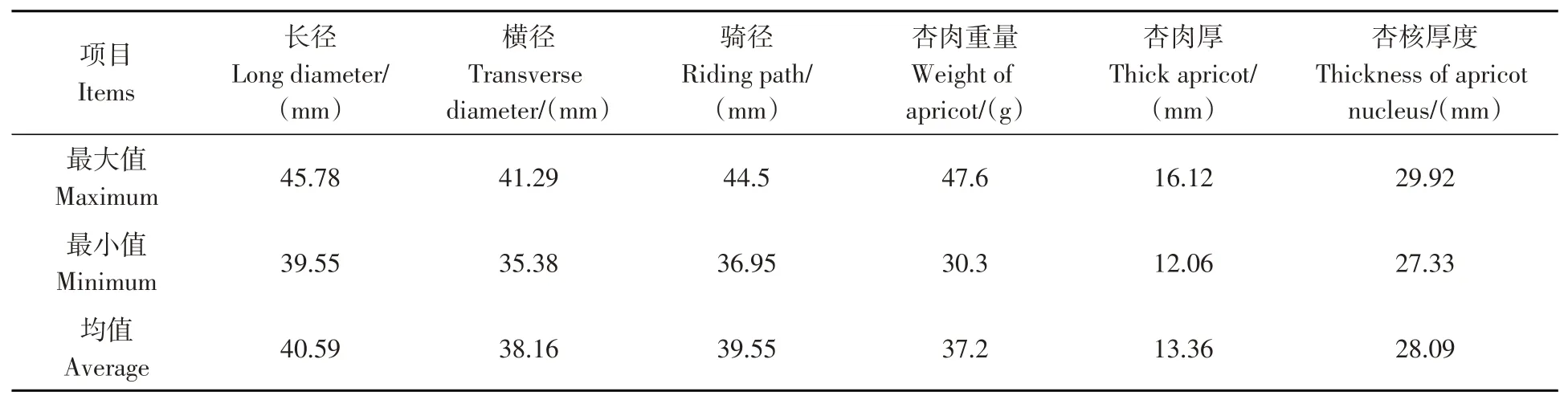
表1 杏物料特性测量变化Table 1 Material characteristics measurement of apricot
对杏核厚度、重量、硬度等物料参数完成测定。杏核宽度总体上满足25 mm以下,杏核在去核过程中可顺利通过窝眼。表2
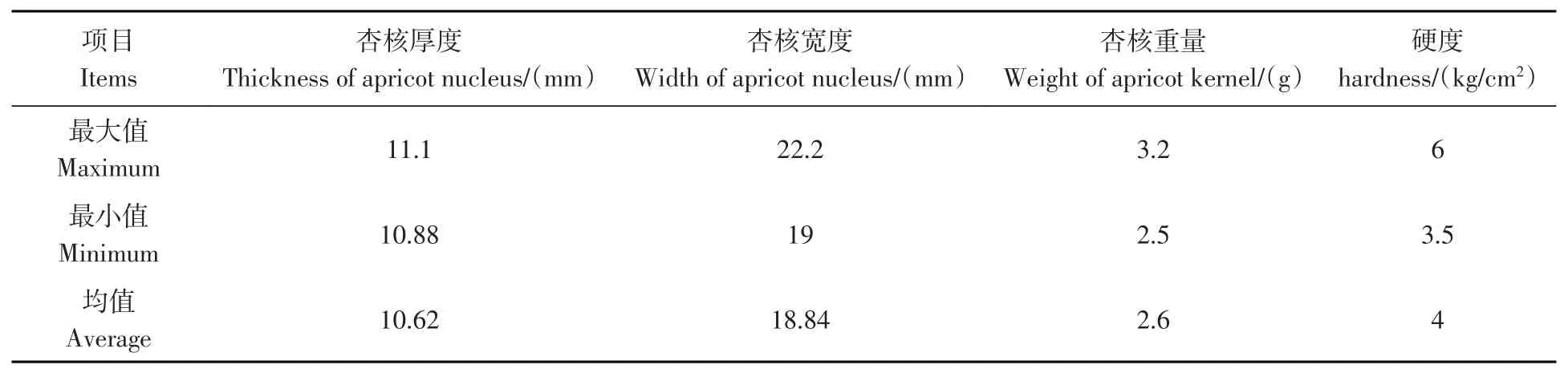
表2 杏物料特性测量变化Table 2 Material characteristics measurement of apricot
杏长径、横径、骑径3个尺寸无明显相关规律。
2.1.3 托盘窝眼结构设计
研究表明,在切割力作用下,杏肉和窝眼都发生了形变,窝眼变形量小于许用材料的弹性模量为2~4 MPa。托盘窝眼材料选用食品级硅胶材料,主要成分为SiO2·nH2O,无毒无味,化学性质稳定。窝眼的尺寸参数为窝眼内径25 mm,窝眼外径45 mm,整体厚度3 mm,符合英吉沙县赛买提杏的物料特性。窝眼内径设计为十字切口。图7

图7 托盘窝眼结构示意Fig.7 Schematic diagram of tray hole structure
2.2 输送机构的设计
2.2.1 杏肉切分
研究表明,切分时杏的成熟度等影响因素对杏肉损失率影响较大。当英吉沙县赛买提杏90%成熟度,果柄朝下,且延骑缝线切分时,损失率较小。表3
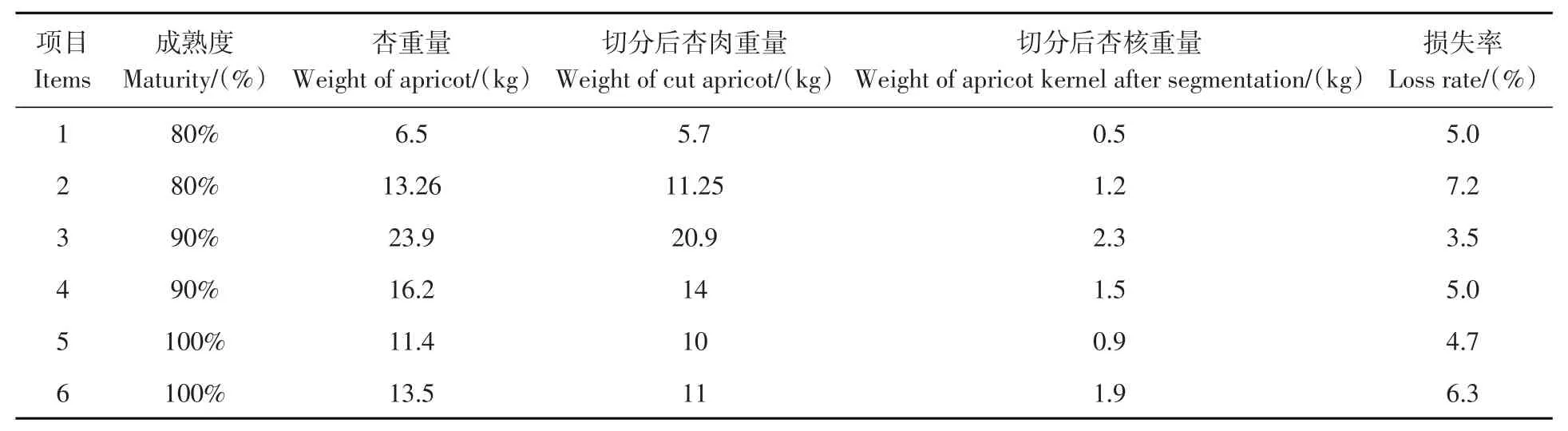
表3 设备指标数据统计Table 3 Statistics of equipment index data
2.2.2 输送链结构设计
研究表明,整个输送链采用2条304材质的不锈钢单侧耳节距为19.05 mm链条和70个托盘组成,可按工序为上料输送区、人工辅助杏果定位区、去核区和出料区。其中上料区包括托盘输送链、上料斗和限料刷。托盘为厚度10 mm的食品级树脂材料,并安装一排10个硅胶窝眼,上料区的托盘输送链与水平面夹角30°,运行时每个窝眼带动一个鲜杏自动上料,限料刷把多余的鲜杏扫下,回到上料斗。
2.3 去核机构的设计
2.3.1 切分刀具性能
研究表明,得到英吉沙县赛买提杏在90%成熟度,果柄朝下,且延骑缝线切分时,且选择切分刀具类型为圆形内凹刀具时,杏肉损失率最小,选择将圆形内凹刀具作为去核机构上的切分刀。表4

表4 杏果切分刀具与损失率关系Table 4 Relationship between cutting tools and loss rate of apricot fruit
2.3.2 杏果去核机构结构设计
研究表明,去核机构由1个刀具架、10个刀具、2个曲轴连杆、4个滑台支撑杆和4个直线轴承组成,其中由曲轴连杆驱动刀具架做上下的往复运动,刀具架在4个刀架支撑杆限位下,杏果与去核刀具刀头准确对位。将去核刀具设置为圆形内凹刀具,刀具顶杆直径为6 mm的304不锈钢材质的实心杆,顶端内凹直径5 mm半圆,两边是1 mm厚带刃刀片。
2.4 传动系统设计
研究表明,设备中的去核机构做上下往复运动,根据鲜杏的大小和窝眼的深度,刀具架以量程150 mm做往返运动。根据生产要求,每小时加工杏600 kg以上,连着刀具的曲轴的转速为38 r/min,即1.58 s刀具架完成一次整个行程。传送链做间歇式直线运动,0.79 s向前运动228.6 mm,停留时间为0.97 s,因此设计输送系统电机为1 440 r/min,蜗轮蜗杆减速器速比为38,连着刀具的曲轴偏心距为75 mm。输送链链轮型号为6分12齿,根据设定好的速比,电机将动力通过减速器直接传递给去核机构的曲轴和其同轴的凸轮分割器输入端,凸轮分割器DF80设置输出参数静动比1∶1,驱动角180°,凸轮分割器输出端与6分24齿链轮同轴相连,并通过链条将动力传递给输送链。根据输送链间歇运动时间,预先设定曲轴的姿态位置,使其在动作上一致。当曲轴偏心轴与地面平行时,即去核刀具架上升至70 mm处,凸轮分割器驱动同轴链轮开始180°旋转,即输送链向前运动,开始下一次冲压动作。图8
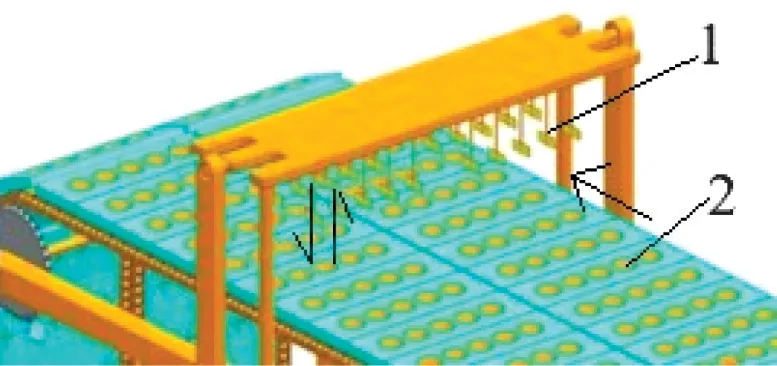
图8 杏果去核机构Fig.8 Apricot kernel removal mechanism
2.5 连续式杏果切分去核机性能
研究表明,6组实验去核合格率≥95%,主要受人工辅助摆正时出现的人工失误,但杏稳定性未受到输送链间歇式运动的影响,杏核竖直形态保持较好,平均生产率为638 kg/h,均较好地完成了杏加工去核要求。综合杏肉损失率≤3.5%,部分过于成熟软化的杏在去核过程中,杏核会将部分杏果撕裂带出,造成损失。切分去核后的杏肉形态均保持较好,无额外损伤,对杏肉的破坏度很小。整机能较好地完成英吉沙县90%成熟度赛买提杏品种的去核加工。在实际生产中,成批量去核加工前,把较小(≤20 g)的鲜杏剔除,保证去核合格率。表5

表5 设备试验指标数据Table 5 Equipment test index data
3 讨论
目前,国外生产核果去核设备主要有美国、意大利等国家[18]。美国FMC Foodteeh生产的300A型切分去核设备,专门用于桃子去核,去核后果肉保持完整,适用于制作速冻桃肉、桃子罐头,桃脯和制干产品。意大利BERTUZZI公司也推出一种对滚式去核机。其核心工作部件是由根硬度适中的胶辊和由若干圆盘[19](外缘锭有矩形齿)组成的齿辊构成,鲜杏从二辊之间通过时,齿辊将杏核挤出,去核机不需要对水果定向[20],结构相对简单,但去核后,果肉被破碎,只能用作果汁、果酱等产品。
设计的连续式杏果去核机与气动式杏子去核机相比较,不需人工放置托盘,劳动强度较小,生产率得到提高,试验发现,机械设备的杏果肉损失率为3.5%,相比气动式杏子去核机杏果肉损失率为4.5%而说有所提高。
设备使用前需对鲜杏分级,切分去核效果才能实现最佳,但现有的分级设备在分级时,易造成对鲜杏的机械损伤,后续需针对鲜杏的分级设备进行深入研究,实现完善的鲜杏加工成套工艺及装备。
4 结论
4.1 设计的连续式杏果去核机实现了自动上料,有效去核和减少果肉损失。主要由输送链上料、限料刷、去核机构、卸料口输出等装置组成。
4.2 连续式杏果切分去核机实现自动上料,人工辅助摆正(果柄朝下,且延骑缝线切分),以90%成熟度英吉沙县赛买提杏测试,测试满足设计要求,其中生产率638 kg/h,杏肉损失率≤3.5%。
4.3 去核机需要人工辅助摆正,整体做到了半自动化切分去核,提高了去核率、降低了损伤率。