氩弧焊根部重熔对双相不锈钢接头的影响
2022-02-14陆传航程晋宜闫清波熊奇谢伟
陆传航,程晋宜,闫清波,熊奇,谢伟
海洋石油工程(青岛)有限公司 山东青岛 266520
1 序言
2205双相不锈钢因其优良的耐腐蚀性能,较高的强度和韧性,在海洋工程、LNG等行业获得广泛应用。
在焊接过程中,双相不锈钢焊接接头组织中的两相平衡、晶粒大小以及是否有析出相是影响焊接接头耐腐蚀性能的关键因素。
在焊接施工中,单面焊双面成形对于焊工的技能要求较高,特别是打底焊道,极易出现一些内部咬边或其他缺欠。根据目前海洋工程行业内通用做法,一般出现在根部的缺陷需要切开接头重新焊接,而通过深入管道内部进行根部重熔消除缺欠的做法鲜有介绍。因切口重新焊接会增加施工成本,故为降低返修成本,对根部重熔焊接的可行性及影响进行了研究。
本文选取了规格为φ219.1mm×12.7mm,材质为ASTM A790 S31803双相不锈钢作为研究对象,通过针对根部重熔区域整体进行硬度测试、点蚀等试验,研究不填丝重熔的影响。
2 母材及重熔方法
试验母材采用ASTM A790 S31803标准的双相不锈钢管线,其具体化学成分及力学性能分别见表1、表2。母材抗点蚀指数(PREN=Cr+3.3Mo+16N)为35.56,铁素体比例(体积分数)约为55.52%,铁素体与奥氏体比例适当。按照ASTM A923 Method C方法进行测试,在测试温度30℃下失重为0.63mdd,具备较高的抗点蚀能力。
双相不锈钢对接焊时采用超合金化焊接材料,为Sandvik22.8.3L,该焊接材料中Cr、Ni含量较母材高。母材和焊接材料相应的化学成分及力学性能分别见表1、表2。
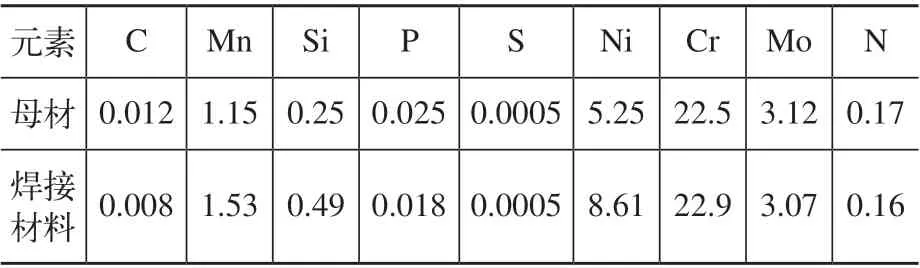
表1 试验用材料化学成分(质量分数) (%)

表2 试验用材料力学性能
据调查,施工中少有采用不添加焊丝仅使用氩弧焊电弧进行根部区域缺陷修复的研究。另外,此类修复方法并未在我公司承建的项目设计规格书中进行描述,因此对修复区域组织及抗腐蚀性的影响需进行研究。
3 重熔过程及测试
3.1 重熔过程
焊接管件对称分为两个区域,采用相同的焊接参数焊接完成后,区域1并未进行任何处理,区域2以熔合边缘为中心进行根部重熔(见图1)。
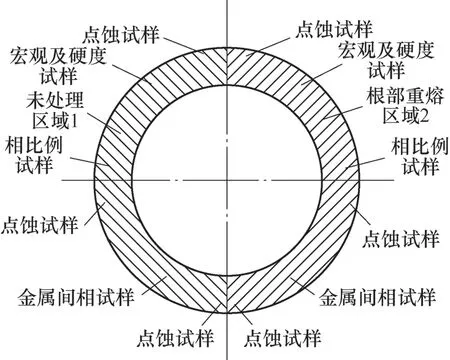
图1 测试示意
管件对接焊接参数见表3,焊接过程管内背面保护气体为纯氩气(99.99%),焊枪内保护气体为Ar+2%N2,保护气体流量为20L/min,坡口角度为75°。根据测试研究[1],热输入在1.3kJ/mm以下时,所得到的组织耐蚀性较好,因此在焊接过程中热输入控制在0.7~1.2kJ/mm。由于根部间隙影响根部区域铁素体与奥氏体比例,因此根部间隙控制在2~4mm,这也符合制造厂家的推荐。
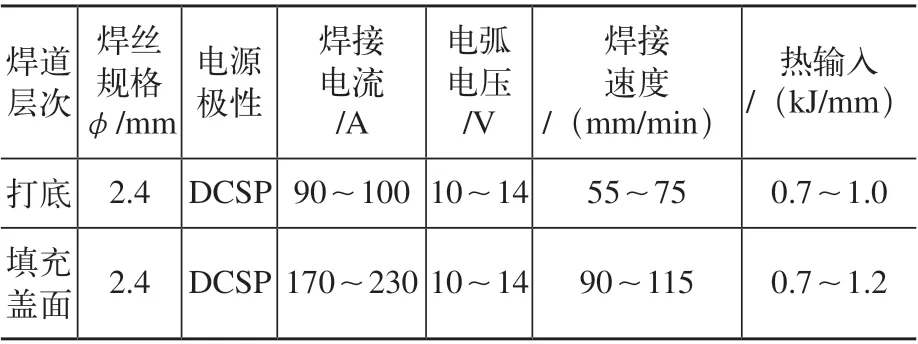
表3 管件对接焊接参数
重熔焊接方法采用氩弧焊,焊接过程不添加焊丝,使用氩弧焊电弧熔化根部余高区域,消除打底过程产生的根部反面不连续缺欠。氩弧焊的保护气为Ar+2%N2,氮气的添加有助于提高抗点蚀性能。根部重熔区域焊接电流采取正常对接的根焊参数,其焊接电流选择100A左右,主要基于提高耐蚀性的考虑[2]。
3.2 宏观及硬度测试
焊接完成后,试样完成机加工并进行宏观及硬度测试,检测重熔是否对硬度产生较大影响。
在外观检查中可以发现,在未处理区域存在一些不超标的轻微咬边缺欠,经过重熔后,此类缺欠全部消失(见图2)。对接头加工横截面试样,电解腐蚀后进行维氏硬度测试,测试位置为根部内表面1mm处。测试结果见表4,经过重熔后焊缝及热影响区的硬度明显下降,根部重熔的效果类似于回火焊道,对于降低根部区域硬度有积极作用。
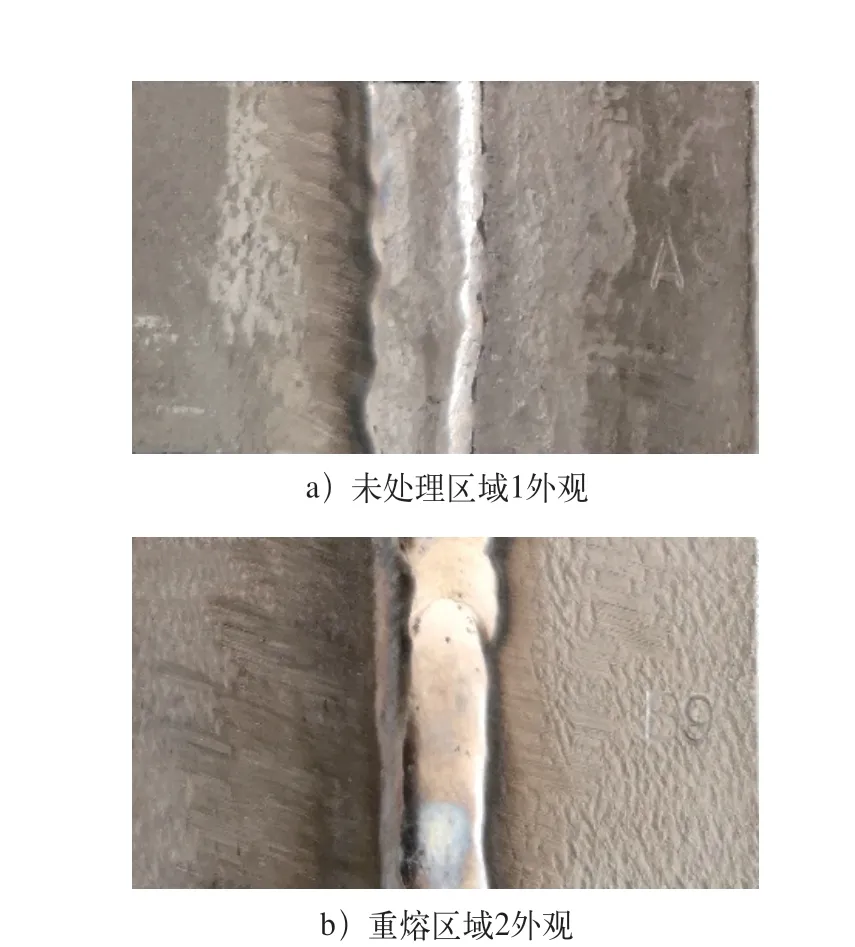
图2 试件外观
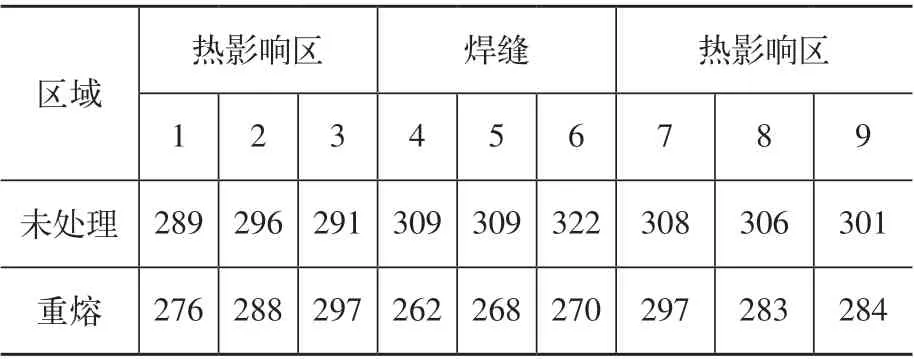
表4 维氏硬度测试结果 (HV10)
3.3 铁素体含量测试
按照ASTM E562检测标准,对根部区域及热影响区进行测试。每个测试位置检测16个视场的微观组织,典型相比例如图3~图6所示,检测比例平均数值见表5。

表5 铁素体比例

图3 未处理根部焊缝
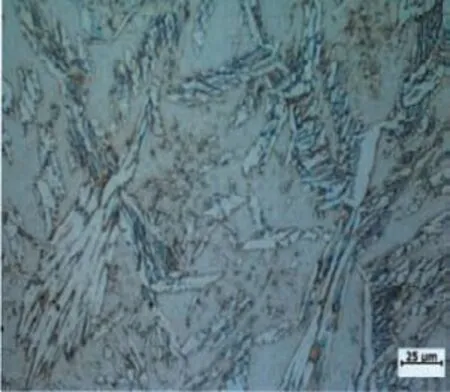
图4 重熔根部焊缝

图5 未处理根部热影响区

图6 重熔根部热影响区
通过检测发现,重熔区域根部焊缝以及根部热影响区铁素体数量出现明显下降。重熔将对根部焊道及热影响区的铁素体相与奥氏体相比例带来改变。重熔效果类似于多层多道焊时,后一层对前一层的热处理作用,较容易形成奥氏体占优的组织。
在两相组织平衡时,双相不锈钢的接头强度及耐蚀性最佳,根部焊缝区域铁素体的大量减少对于耐蚀性的影响需要进一步验证。
3.4 有害金属间相
对于双相不锈钢焊接,除了控制相比例外,最重要的就是避免σ相等有害金属间相的产生,金属间相的存在会导致局部贫铬现象。试样按照ASTM A923标准方法A进行了有害金属间相的检测,将试样处理后放大500倍观察微观组织。测试结果显示:在重熔区域的根部焊道以及热影响区内均未发现σ相及其他有害相(见图7、图8)。根据分析,单道根部区域未填丝熔覆焊接,热量输入较小,焊缝冷却速度较快,并不利于σ相的产生。
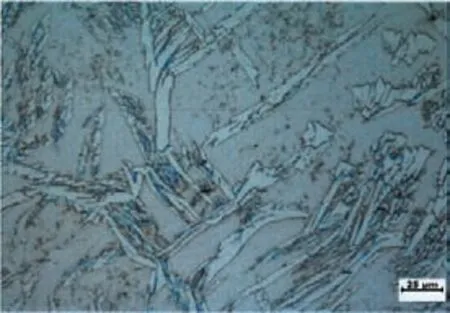
图7 重熔根部焊缝(500×)
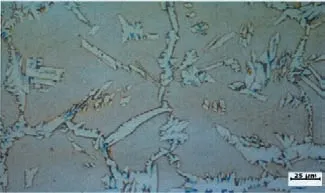
图8 重熔根部热影响区(500×)
3.5 点蚀测试
按照设计规格书要求,焊接接头必须进行点蚀测试,且点蚀试样必须完整反映接头形貌。因此,按照ASTM G48方法A进行试验,测试温度为22℃,测试时间为24h,试样接头并未去除表面或根部区域余高。试验测试结果见表6,失重率<4.0g/m3,试样放大20倍后无明显点蚀坑,则判定为合格。
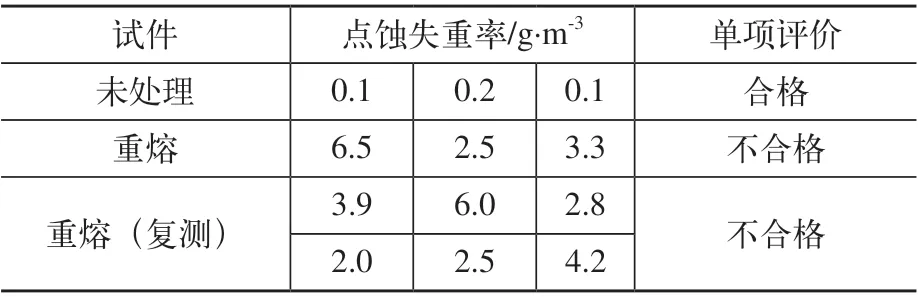
表6 点蚀测试结果
图9为失重6.5g/m3的试样,通过对试样清洗放大观察可以发现,通过氩弧焊重熔的焊缝热影响区界面内存在明显的点蚀坑。通过测试结果可以发现,经过氩弧焊重熔后接头抗点蚀能力出现明显下降,部分测试试样结果超标,说明重熔后受影响区域两相组织失衡后对于接头根部区域的抗腐蚀性造成不利影响。
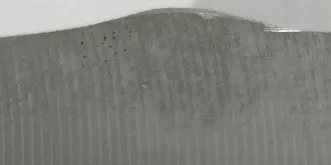
图9 重熔接头根部区域2点蚀试样
通过氩弧焊不填丝重熔的区域类似于对接接头中的不完全混合区,未能通过超合金化改变化学成分组成,却经历了熔化与凝固,是较容易产生点蚀的部位。这也与以往的研究中可以明显观察到点蚀坑的现象一致[3]。
4 结束语
通过一系列的试验可以得出如下结论:
1)氩弧焊重熔后,根部区域的硬度得到了改善,有害金属间相并未检出。
2)未添加焊丝的重熔区域属于不完全混合区,易形成奥氏体占优的组织,导致此区域内两相组织失衡,组织中铁素体数量下降,由此导致此区域内抗点蚀能力下降。
3)在工程施工中,不推荐此种不添加焊丝仅使用氩弧焊电弧方法修复焊缝根部缺陷。
