焦化行业脱硫废液制酸工艺的分析与应用
2022-02-06张飞飞侯奇虎
张飞飞,侯奇虎
(山西立恒焦化有限公司,山西 临汾 043400)
随着环保压力的持续加大,各种危废及生产过程中产生的副产物管控治理成为焦化行业的难点[1]。焦炉煤气净化HPF 法脱硫产生的脱硫废液处理是制约煤气净化过程中有效脱除H2S 的关键因素[2]。脱硫液的主要成分为硫氰酸铵、硫代硫酸铵、硫酸铵、脱硫剂、单质硫等,其中副盐含量、悬浮硫含量是制约脱硫效果的主要因素,焦化行业普遍认为脱硫液中的副盐质量浓度应≤280 mg/m3、悬浮硫质量浓度应≤1.5 mg/m3,超出此指标范围则会导致脱硫塔出口H2S 超标[3]。
正是由于脱硫废液的主要成分为盐类物质,腐蚀性强,长期大量直接排放这类废液,会严重污染环境,危害人民的身体健康。而利用脱硫废液为原料制酸从根本上解决了这一问题,并且使硫资源得到回收利用。本文对比了湿法制酸与干法制酸的工艺特点及工艺流程的优缺点,介绍了湿法制酸工艺的设计和生产装置的操作问题,并对制酸综合效益进行了分析。
1 脱硫废液制酸主要工艺路线
目前行业内采用的脱硫废液制酸工艺主要有两种:湿法制酸、干法制酸,两者的主要区别是预处理工段对脱硫废液的处理不同,除此之外,两者焚烧系统、净化系统、转化系统、干吸系统工艺原理及生产操作均大同小异[4]。
1.1湿法制酸
湿法制酸的预处理工艺是将HPF 脱硫单元的硫泡沫送入卧式螺旋卸料离心机,经固液分离,过滤后大部分滤液送回焦化脱硫单元,少部分滤液送浓缩塔浓缩脱水,然后与分离出的硫膏混合,制成原料硫浆,送入浆液贮槽,再用浆液泵送往焚烧工序。浓缩装置顶部的少量不凝气体(含氨、H2S 等)经洗涤塔初步洗涤净化后送回焦化脱硫尾气处理系统[5]。
1.2干法制酸
干法制酸预处理工艺的主要原理是将脱硫废液与硫泡沫一起进行固化处理,使脱硫废液中的盐类物质与硫泡沫同时干燥,回收含盐的固体粗硫磺。其工艺路线是将脱硫废液通过过滤、多效蒸发浓缩后制成总含固质量分数约为45%的料浆,采用XA-干燥器将废硫磺及脱硫废液中的盐类物质同时固化干燥,制成含盐的固体粗硫磺,作为硫酸生产的原料[6]。
2 湿法制酸与干法制酸的对比
2.1工艺特点
湿法制酸:含盐、单质硫的硫浆液直接焚烧制酸,液体状态的含固流体便于输送,现场环境便于维护,硫浆中的水分在湿法制酸中最终转化为稀酸。
干法制酸:硫泡沫先制硫浆,硫浆再进行烘干造粒制干硫、盐粉末,干硫、盐粉末输送至后工序焚硫制酸,硫浆中水分提前通过烘干脱除,系统稀酸量大幅减少。
2.2工艺流程优缺点
湿法制酸优点主要在于:含盐、单质硫浆液便于输送;现场环境卫生,便于维护;工艺运行较为稳定。其缺点在于:固液分离离心机为动设备,需采购进口产品,增大了基建投资,同时动设备运行维护要求高;硫浆液需连续搅拌,否则易沉降堵塞管道;因硫浆液中含水质量分数约50%,为保证过程气酸浓度,每小时约需增加纯氧消耗量600 m3~1 000 m3以保证硫浆液中的副盐、单质硫充分反应;稀酸需考虑出路;脱硫液浓缩采用单效蒸发,蒸汽消耗较高;每小时约消耗焦炉煤气400 m3~600 m3。
干法制酸优点在于:提前将硫浆中的水分脱除制成硫、盐粉末,焚硫不需要补充纯氧;系统稀酸产量少;脱硫液浓缩采用三效蒸发方式。其缺点是:硫浆制粉末及干燥含细尘尾气除尘治理运行稳定性不佳,引风机前后管道及洗涤塔易产生粉尘堵塞,引风机转子粘粉尘后会造成动平衡不好而影响干燥系统稳定运行;因烘干干燥后的硫、盐粉末密度仅为300 kg/m3,单位容积罐体有效物料存储量少,且干的粉末状物料存在悬料、不好下料的问题;硫、盐粉末存储、转运过程中管理不佳会对现场造成粉尘污染;硫泡沫固液分离之微孔过滤器运行稳定性需考查。
3 湿法制酸工艺的设计、生产装置操作有关问题分析
本文以某320 万t/a 焦化装置脱硫废液制酸装置项目(湿法制酸)为例,介绍脱硫废液制酸生产运行中出现的问题及处理措施。320 万t/a 焦化装置焦炉煤气量约为180 000 m3/h,净化前煤气中H2S 质量浓度按10 g/m3计,净化后煤气中H2S 质量浓度按0.2 g/m3计。每天需处理的硫浆液量为160 t~240 t,脱硫废液制酸后达到的制酸产能为3.0 万t/a~4.4 万t/a(98%工业硫酸)。
3.1工艺原理
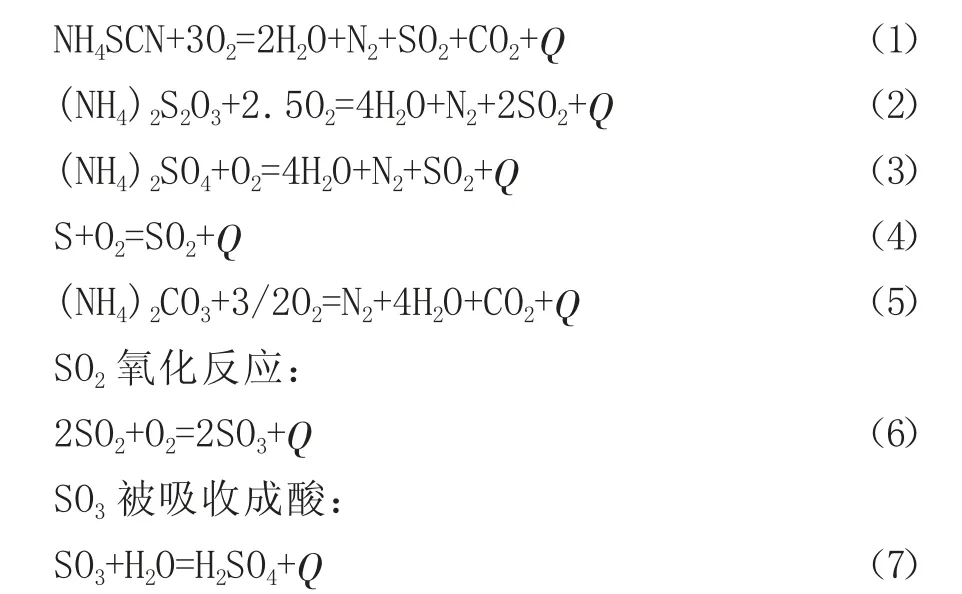
脱硫废液制酸工艺是以脱硫废液为原料生产硫酸的工艺,其原理是:将预处理后的脱硫浆液与焦炉煤气、预热的富氧空气在焚烧炉中焚烧,产生含SO2的高温炉气,将余热回收后,经过炉气净化处理,得到洁净的SO2炉气。炉气中的SO2和O2在催化剂的作用下进行转化(即氧化)反应,生成SO3,然后SO3在吸收塔中由循环喷淋的浓硫酸吸收而生成硫酸。炉气中未转化的SO2再经催化剂层进行第二次转化,生成SO3,再经第二次吸收SO3后生成硫酸,达到较高的SO2转化率和SO3吸收率。主要化学反应见式(1)~(7):
脱硫废液的燃烧反应:
3.2脱硫废液湿法制酸工艺设计中有关问题分析
脱硫废液制酸工艺起步较晚、属于新工艺路线,在预处理系统、焚烧系统和稀酸处理方面都有较多的问题,且国内运行稳定的生产装置较少,所以在设计方面需要考虑的问题较多:(1)预处理事故槽要充分搅拌,否则会出现硫泡沫沉积现象,且后期清理非常困难。在设计初期应多考虑搅拌器的位置及选型,在生产运行中要考虑备用压滤机。(2)预处理废气收集及治理方面,可以考虑废气回配至焚烧炉或者接入煤气净化系统回VOCs 治理系统。(3)离心机选型要合理扩大离心机的余量,可避免因为配煤中硫含量增加导致的硫泡沫流量间断增大。(4)焚烧系统中要考虑在煤气管线设置水封或者气液分离器,避免由于煤气带水导致的焚烧炉温度波动致使硫浆液燃烧不完全、出现堵管现象。(5)预处理废气设计回配焚烧炉,要在尾气进焚烧炉入口设置过滤器,避免尾气中携带的颗粒物质在末端聚集导致管线堵塞,造成现场异味严重。(6)余热锅炉火管清灰频繁,设计初期要充分考虑清灰工具的可操作性。(7)SO2风机采用变频调节,一方面可以降低能耗,另一方面可以减少由于工艺调整带来的负荷变动,降低设备的振动及噪音。(8)由于环保要求持续提高,制酸尾气排放系统的设计须达到GB 26132—2010《硫酸工业污染物排放标准》的要求,实现达标排放。
3.3各系统操作要点分析
3.3.1 预处理系统
预处理系统操作要点主要是根据来料的水分调节超级离心机的转速和转鼓,以保证焚烧炉喷嘴及管道不堵塞为原则。
浓缩塔的调节,主要控制浓缩塔的进料量和回流量,一般控制在3∶1,以免造成管线堵塞;浓缩塔温度宜控制在100 ℃~105 ℃。
根据离心机的试生产阶段运行情况判断下料口是否畅通;再根据下料的顺畅度优化下料管的结构,防止由于下料管堵塞导致离心机故障停机。
3.3.2 焚烧系统
3.3.2.1 焚烧炉烘炉操作
在确保电气、仪表系统、工艺系统相关阀门均具备开车条件后,便可进行烘炉的有关操作。
中控室启动燃烧风机并给定最小频率(5 Hz~8 Hz),检查风机运转正常后,将点火枪安装到燃烧器上,打开风机进出口的连通阀,现场按下点火枪按钮,通过视镜观察焚烧炉内火焰情况。如果连续三次均未点火成功,则关闭煤气系统、加大燃烧风机频率进行置换。
烘炉初期可以使用长明灯进行烘炉,随着目标温度的升高,根据情况投用煤气加压风机及调整频率。
3.3.2.2 余热锅炉清灰操作
余热锅炉及2 台冷热空气换热器合计清灰孔约800 余孔,通过为期2 年的生产实践及试生产,余热锅炉的清灰是制约正常生产的关键因素。要保证清灰工作的正常运行,首先清灰杆必须设计合理;其次,在清灰的过程中需要先用清灰孔直径为40 mm(根据各厂清灰孔直径视情况而定)的清灰枪进行预清理,然后用清灰孔直径为50 mm 的清灰枪最终清灰,保证每个清灰孔管壁无沉积。
3.3.2.3 氧含量的控制
为保证硫浆液的充分燃烧及余热锅炉的运行安全,必须保证余热锅炉出口氧体积分数在4%~9%。氧含量指标控制可以通过增加富氧量及助燃空气量来实现,为了降低成本,一般采取增加助燃空气量来实现。
3.3.2.4 关注焚烧炉内硫浆液的雾化程度及雾化角,密切注意压缩空气及煤气的压力变化,避免硫浆液焚烧不充分堵塞余热锅炉火管。
3.3.3 净化动力波洗涤塔的操作
净化系统的主要作用是对焚烧炉出口的烟气进行冷却、洗涤、酸雾捕捉。动力波洗涤塔为烟气在净化系统进入的第一台装置,也是至关重要的把关口,为保证动力波出口温度控制在≤65 ℃,必须保证动力波喷洒压力在100 kPa~120 kPa,低于此指标起不到降温洗涤作用。
3.3.4 转化系统的热量平衡操作
转化系统中主要发生放热反应,操作中如何保证各层催化剂的温度合理是关键。其重点是控制转化入口SO2体积分数在6%~8%,SO2含量若太低,则第三层、第四层催化剂床层温度难以维持,需要启动电加热器;太高则第一层催化剂温度超标。
转化系统的换热器要定期排放冷凝酸,避免因为冷凝酸过度沉积导致转化出口阻力增大。
酸槽配水要均匀,避免酸槽顶部酸腐蚀。
4 脱硫废液制酸综合效益分析
4.1焦化厂内部效益
硫酸作为基本化工原料之一,广泛应用于各行各业。脱硫废液制酸产出的成品硫酸质量分数分别是94%、98%,不但可以作为基本化工原料出售,还可回用至本焦化厂硫铵系统进行母液配制,也可以用于各种系统的中和,大大减少了外购硫酸成本。
制酸系统产出的稀酸质量分数一般为1%~2%,且呈无色透明状(接近纯水色度),回配至硫铵母液中很大程度上降低了硫铵系统的生产水消耗。
脱硫废液制酸利用了焦化脱硫废液及硫泡沫中的硫资源,使之资源化生产出企业需要的浓硫酸产品,实现了“三废”的无害化处理、资源的循环利用,符合国家产业政策和行业发展规划的要求。
4.2环保效益
在《国家危险废物名录(2021 年版)》中,明确脱硫废液属于危废(废物代码252-013-11),制酸项目解决了脱硫废液难处理的环保难题,并且做到了废物再利用。
脱硫废液制酸完全杜绝了传统上将脱硫废液配煤工艺,避免了由于脱硫液回配煤中造成的皮带通廊、煤塔异味四散。此外,由于脱硫废液中的低品质副盐销路难,部分企业只能暂时堆放储存,如果管理不善极易产生环境污染,制酸工艺杜绝了低品质副盐库存导致的环境污染。
5 结 论
5.1目前行业内主要的脱硫废液制酸工艺可分为湿法制酸和干法制酸,两者的主要区别是预处理工段对脱硫废液的处理不同。
5.2湿法制酸的浆液便于输送,现场卫生便于维护,并且工艺运行稳定;但其成本高,设备运行维护要求高。干法制酸不需要补充纯氧,系统稀酸产量少;但其设备运行维护较繁琐,不好下料,易造成粉尘污染。因此在实际生产运行时更多的使用湿法制酸工艺。
5.3脱硫废液制酸工艺的综合效益利大于弊。在焦化厂内部效益方面,脱硫液制酸成品可满足各行业及企业自身需求,在减少企业外购硫酸成本的同时,实现了“三废”的无害化处理、资源的循环利用。在环保效益方面,脱硫液制酸不仅解决了脱硫废液处理难、皮带通廊、煤塔异味四散的问题,同时也杜绝了低品质副盐库存导致的环境污染。