硅酸镁铝及静置时间对3D打印地聚合物砂浆流变性能的影响
2022-01-25晓潞君奕归砚
郭 晓潞,杨 君奕,熊 归砚
(1.同济大学先进土木工程材料教育部重点实验室,上海 201804;2.同济大学 材料科学与工程学院,上海 201804)
建筑3D打印技术是将3D打印与建筑施工有机结合的一种新型建筑技术.与传统浇筑成型施工工艺相比,建筑3D打印技术具有节约人工成本、提高施工效率等优势,且能够打印出其他方式难以建造的高成本曲线建筑.近十年来,世界各国已有30多个研究团体从事相关研究,并取得了快速发展[1].自Pegna[2]完成其开创性工作以来,3D打印在建筑领域的全球应用呈现大幅增长趋势.
地聚合物是一种新型的碱激发无机胶凝材料,其早期强度高、硬化快的特点在一定程度上可以满足建筑3D打印技术的需要[3-6].但是,建筑3D打印材料需具备良好的流动性、流变性能、可打印性能和可建造性能等,使材料能够顺利挤出并堆积成建筑结构,这都需要合适的外加剂与打印工艺相配合.近年来,3D打印地聚合物的研究一直是热点[7-13].如Panda等[8]采用粉煤灰及专用外加剂,探寻了适合3D打印的地聚合物配合比,并对其各项异性进行研究,分析了0~30 min静置时间对粉煤灰基地聚合物屈服应力的影响[9];张大旺等[13]研究了钢渣掺量对3D打印矿粉基地聚合物新拌浆体流变性能的影响,同时,在确定激发剂硅钠比的基础上,研究了1~20 min内矿粉基地聚合物新拌砂浆的屈服应力,发现其早期屈服应力的增长尤为显著.目前,国内外研究对影响3D打印挤出性与可建造性的专用外加剂和静置时间[14-15]虽有涉及,但针对硅酸镁铝外加剂掺量及静置时间对地聚合物砂浆流变性能的影响鲜见研究.
鉴于此,本文基于前期粉煤灰基3D打印地聚合物砂浆的合适配合比(胶凝材料种类和掺量1)文中涉及的掺量、组成等均为质量分数.、骨料粒径和级配、碱性激发剂掺量等),拟重点研究硅酸镁铝掺量及静置时间对粉煤灰基3D打印地聚合物砂浆(简称地聚合物砂浆)表观黏度、触变性能、塑性黏度和屈服应力等流变性能的影响;确定硅酸镁铝的适宜掺量和适合静置时间;在此基础上,采用宾汉(Bingham)流体模型(简称BH模型)和赫切尔-巴尔克(Herschel-Bulkley)流体模型(简称H-B模型)拟合了地聚合物砂浆的流变曲线,确定了更适宜地聚合物砂浆的流变模型.
1 试验
1.1 原材料
胶凝材料粉煤灰、矿粉均从郑州恒诺滤料有限公司采购,其化学组成见表1;根据前期试验探索及相关研究[16],本文选用无水硅酸钠(Na2SiO3)粉末作为碱性激发剂,其模数(M=n(SiO2)/n(Na2O))为1.4;骨料采用石英砂,粒径为178~425μm(40~80目);专用外加剂为德国巴斯夫公司产ATTAGEL-50型触变增稠剂,平均粒径为0.1μm,主要成分为硅酸镁 铝(3MgO·1.5Al2O3·8SiO2·9H2O),其 化 学 组 成见表2.

表1 胶凝材料的化学组成Table 1 Chemical compositions of cementitious materials
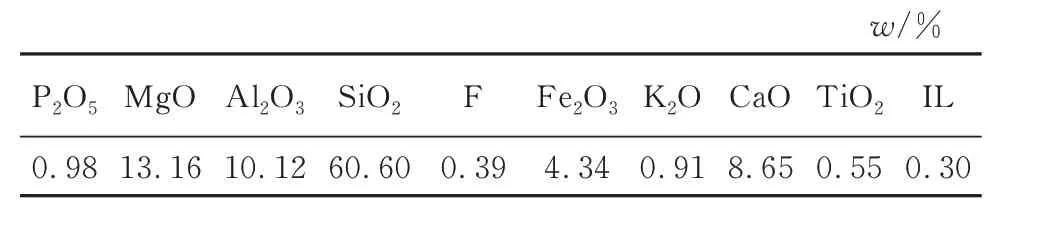
表2 硅酸镁铝的化学组成Table 2 Chemical composition of magnesium aluminum silicate
1.2 试验方法
为研究硅酸镁铝掺量对地聚合物砂浆流变性能的影响,设计了0%、0.5%和1.0%这3种硅酸镁铝掺量的地聚合物砂浆试样.另外,以试样FAS1.0-new为基准,研究了静置时间对地聚合物砂浆流变性能的影响.各试样具体配合比如表3所示.

表3 地聚合物砂浆试样的配合比及静置时间Table 3 Mix proportions and rest times of geopolymer mortar samples
1.2.1 地聚合物砂浆的制备
将粉煤灰、矿粉、碱激发剂和石英砂倒入搅拌锅,先低速搅拌1 min,使固体混合物混合均匀;然后缓慢添加硅酸镁铝专用外加剂与水的混合溶液(空白试样仅添加水),再次低速搅拌1 min;最后将混合料高速搅拌2~3 min,以保证混合料充分拌和,此时开始计时静置时间.需要说明的是,对于掺有硅酸镁铝专用外加剂的试样,须确保外加剂与水较好混合,即先将硅酸镁铝专用外加剂倒入水中,搅拌1 min至水中无明显沉淀,得到其与水的混合溶液后,再添加至其他原材料中.
1.2.2 地聚合物砂浆的流变性能测试方法
采用RVDV-2型旋转黏度计测定地聚合物砂浆的流变性能.砂浆的表观黏度和触变性能数据根据黏度计的默认设置直接测得,其塑性黏度和屈服应力通过试验数据计算得出.
(1)表观黏度的测定 表观黏度是指在一定速度梯度下,用相应的剪切应力除以剪切速率所得的商[17].它是对砂浆流动性的大致判断.砂浆的剪切速率从6.751 s-1增加到40.460 s-1,每个剪切速率值均为RVDV-2型旋转黏度计的默认设置.在同一剪切速率下,测定12次表观黏度,并取平均值作为该剪切速率下砂浆的表观黏度.
(2)触变性能的测定 触变性能的一个重要标志就是浆体流动性恢复的可逆过程.触变性流体[18]的曲线形态表现为流动曲线图中“上行曲线”与“下行曲线”之间形成的1个封闭“梭型”触变环.此触变环的面积表示破坏触变结构所需要的能量,可用来表征砂浆的触变性能.本试验剪切速率在180 s内由6.751 s-1增 加 到40.460 s-1,然 后 在180 s内 再 由40.460 s-1下 降 到6.751 s-1,每 个 剪 切 速 率 值 均 为RVDV-2型旋转黏度计的默认设置.在同一剪切速率下,测定12次剪切应力,并取平均值作为该剪切速率下砂浆的剪切应力.本文根据不同外加剂掺量和不同静置时间下,地聚合物砂浆在一定剪切速率范围内滞回曲线形成的触变环面积计算值来比较不同试样的触变性能.
(3)流变模型及方程的确定BH模型和H-B模型是常用的水泥基材料流变曲线本构模型[19-20].
BH模型的表达式如式(1)所示:

H-B模型的表达式如式(2)所示:

Larrard等[21]采用H-B模型研究了新型胶凝材料的流变性能.结果表明,H-B模型的塑性黏度可用式(3)计算得出.

式(1)~(3)中:τ为剪切应力,Pa;γ为剪切速率,s-1;γmax为剪切速率的最大值;τ0为屈服应力,Pa;η为塑性黏度,Pa·s;m为稠度系数,Pa·sn;n为流性指数.
为了分析不同流变模型对地聚合物砂浆流变曲线方程的适用性,本文基于BH模型及H-B模型,采用分析法将试验数据与流变相关参数进行拟合.基于BH模型进行拟合时,将“下行曲线”中每个剪切速率与剪切应力的对应值代入式(1)中,通过线性拟合计算得到地聚合物砂浆的屈服应力和塑性黏度.基于H-B模型进行拟合时,将“下行曲线”中每个剪切速率与剪切应力的对应值代入式(2)中,通过非线性拟合计算屈服应力、稠度系数和流性指数,然后通过式(3)换算出塑性黏度.一般来说,砂浆的屈服应力值与塑性黏度值越高,砂浆的可建造性能就越好.同时,通过拟合优度R2判断线性回归的效果:当R2越接近0时,线性回归效果越差;当R2越接近1时,线性回归效果越好.基于不同流变本构模型拟合得到剪切速率与剪切应力构成的回归曲线,比较和优选出适宜于地聚合物砂浆的流变模型.
1.2.3 3D打印上机试验
将拌和好的地聚合物砂浆倒入3D打印设备料口中,根据3D打印设备中设定好的程序测试其可打印性能和打印效果.
2 结果与讨论
2.1 硅酸镁铝掺量对地聚合物砂浆流变性能的影响
图1显示了硅酸镁铝掺量对地聚合物砂浆流变性能的影响.由图1(a)可知:随着剪切速率的增加,地聚合物砂浆的表观黏度逐渐降低,然后趋于稳定;在相同剪切速率下,随着硅酸镁铝掺量的增加,地聚合物砂浆的表观黏度也有所增加,在低剪切速率下,其表观黏度的增加尤为显著;当硅酸镁铝掺量为1.0 %时,新拌砂浆的表观黏度最大.需要说明的是,当继续提高硅酸镁铝掺量至1.1%时,新拌砂浆基本丧失流动性能,无法满足3D打印工艺的要求,故后续试验不考虑外加剂掺量高于1.0%的情况.
以FAS1.0-new试样的触变环面积为基准,分析了外加剂掺量对地聚合物砂浆触变性能的影响.由图1(b)可见:掺加硅酸镁铝后,地聚合物砂浆的触变性能得到明显改善;当硅酸镁铝掺量为1.0%时,地聚合物砂浆试样FAS1.0-new的触变性达到最大,触变环面积是空白试样FAS0-new的3.13倍,是试样FAS0.5-new的1.20倍.良好的触变性能意味着地聚合物砂浆有较好的抗剪切能力,在3D打印过程中,底层砂浆能够更好地抵抗自身及上层砂浆带来的重力作用,从而使得地聚合物砂浆有更好的可打印性能.
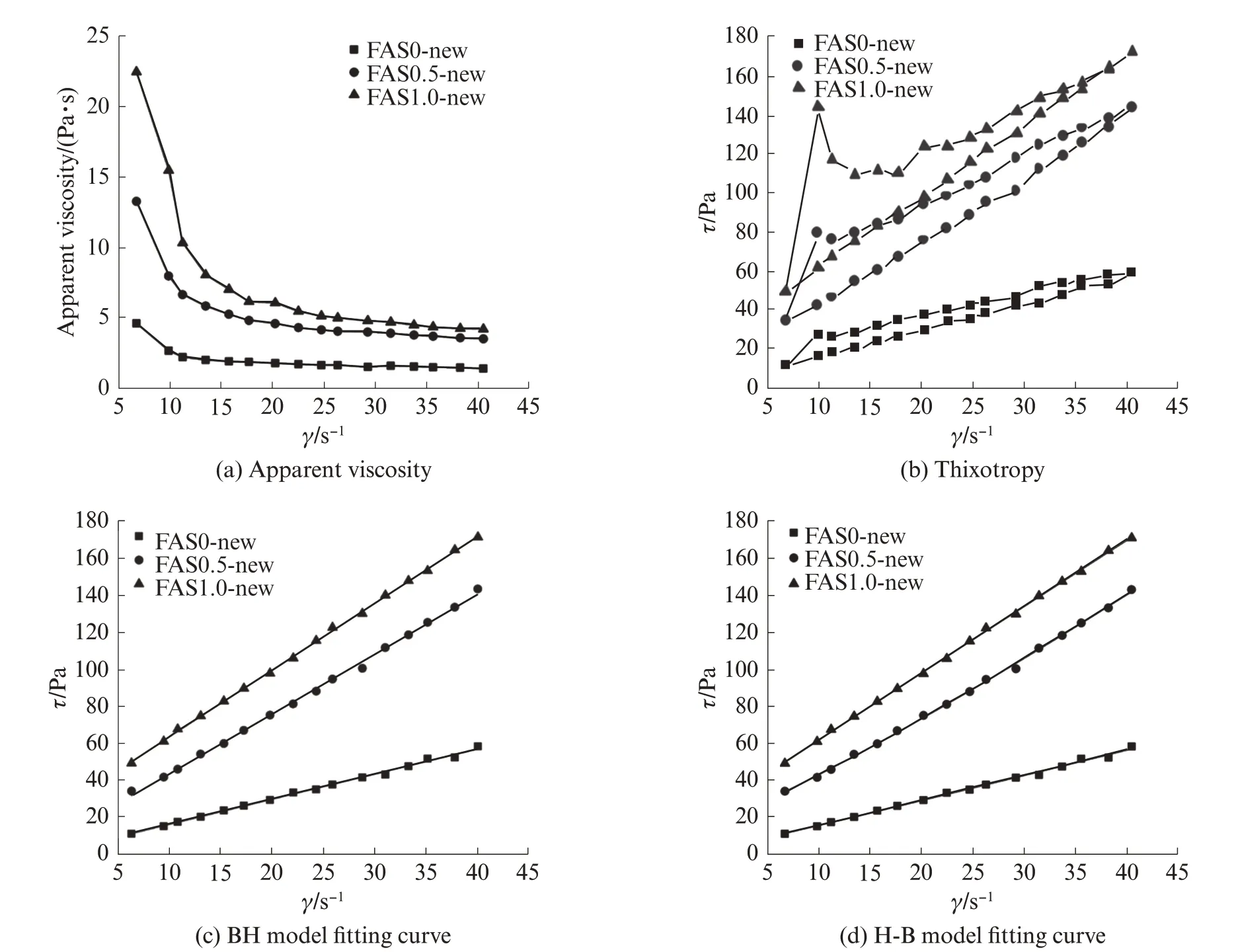
图1 硅酸镁铝掺量对地聚合物砂浆流变性能的影响Fig.1 Effect of magnesium aluminum silicate dosages on rheological properties of geopolymer mortar
廖洪涛[22]研究发现:硅酸镁铝晶体表面的负电荷可吸附一定的阳离子,这些阳离子在水中形成吸附-解离平衡,在晶体平面上形成负电荷双电层;另外,晶体沿a轴和b轴方向发生部分断裂,裸露出铝或硅原子,从而形成断键电荷,在溶液中形成可变的晶体端面正电荷双电层;在一定条件下,端面的正电荷双电层与平面的负电荷双电层相互吸引,达到平衡时,晶体颗粒的边与面之间相互交联,形成一种“卡片屋”结构.该结构可以有效提高流体的物理稳定性,当出现足够大的剪切力时,“卡片屋”结构破坏,导致体系黏度大幅下降,流体具有良好的流动性;当剪切力消失时,“卡片屋”结构重新稳定[23].硅酸镁铝的这种特性很好地解决了由于地聚合反应机理与水泥水化机理不同而造成的地聚合物与水泥体系常用外加剂不适配的情况,使地聚合物砂浆具有良好的触变性能,使得材料在低剪切速率下就具有较好的抗剪性能,并能保持材料不变形,因此触变性良好的地聚合物砂浆可以具有良好的挤出性能和堆积性能[24].
由图1(c)、(d)可以看出:不同硅酸镁铝掺量地聚合物砂浆的剪切应力随剪切速率的变化趋势一致,剪切应力随剪切速率的增加而增大;BH模型和H-B模型均能较好地拟合地聚合物砂浆的流变曲线,拟合优度R2均在0.996以上(见表4),其中H-B模型的拟合优度R2略高于BH模型.
为了更好地阐明硅酸镁铝掺量对地聚合物砂浆的影响,运用分析法得到不同硅酸镁铝掺量地聚合物砂浆的塑性黏度和屈服应力,其中塑性黏度由公式计算得到[21],并且对比了2种流变模型分析得到的数据,结果见表4.由表4可知,随着硅酸镁铝掺量的增加,地聚合物砂浆的塑性黏度不断增大,屈服应力也不断增大.由于2种模型的拟合优度R2均较高,且2种模型拟合出的塑性黏度与屈服应力较为一致,因此可以认为2种模型均能够较精确地反映地聚合物砂浆的流变性能.
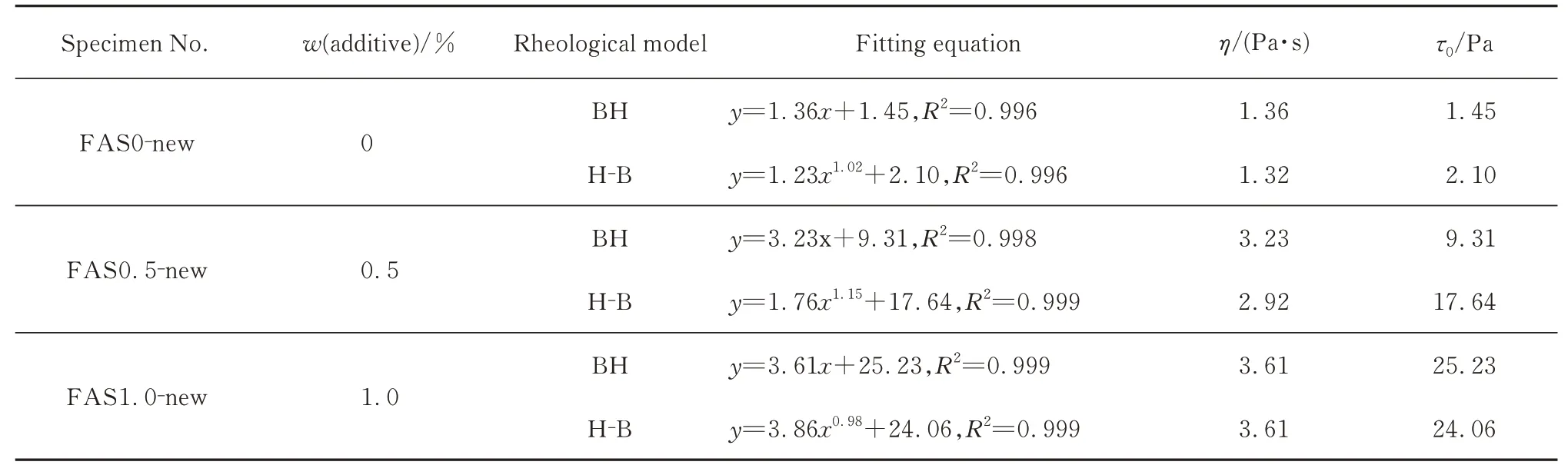
表4 2种模型拟合的不同硅酸镁铝掺量地聚合物砂浆流变性能结果对比Table 4 Comparison of rheological coefficients of geopolymer mortars with different magnesium aluminum silicate dosages fitted by two models
不同硅酸镁铝掺量对地聚合物砂浆凝结时间的影响如表5所示.由表5可知,地聚合物砂浆的初凝时间约为50 min,终凝时间约为70 min,且凝结时间基本不随硅酸铝镁掺量的变化而变化,这可能是由于硅酸镁铝专用外加剂只改变了地聚合物砂浆的物理稳定性,而未直接参与聚合反应.研究表明[25],3D打印混凝土的适宜初凝时间为30~50 min,适宜终凝时间为60 min左右,因此本试验选用的地聚合物砂浆的凝结时间满足一般3D打印要求范围.
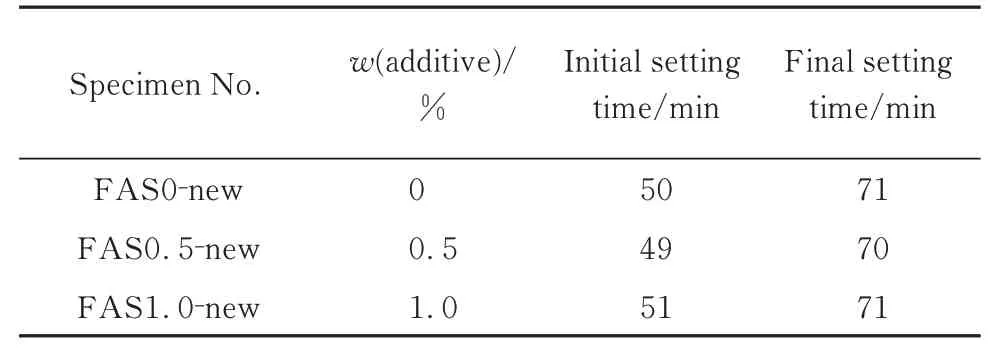
表5 不同硅酸镁铝掺量对地聚合物砂浆凝结时间的影响Table 5 Effect of different magnesium aluminum silicate dosages on setting time of geopolymer mortars
结合以上分析可知,硅酸镁铝专用外加剂的掺入有利于改善地聚合物砂浆的流变性能,且硅酸镁铝的适宜掺量为1.0%.
2.2 静置时间对地聚合物砂浆流变性能的影响
一般而言,屈服应力分为静态屈服应力与动态屈服应力.使砂浆开始流动的最小剪切应力为静态屈服应力;而维持材料流动的剪切应力为动态屈服应力,且后者较前者稍小[26].有学者发现,屈服应力是建筑3D打印材料的关键参数,较高的静态屈服应力可以显著提升材料的可建造性能,有利于结构的稳定性,但较高的动态屈服应力将导致砂浆无法挤出,降低砂浆的可挤出性能,因此应该基于打印设备,寻找打印材料的可建造性能与可挤出性能之间的“平衡”[18].因此,在确定材料配比前提下,砂浆静置时间的选择在3D打印工艺过程中就显得十分重要.
图2为不同静置时间对地聚合物砂浆流变性能的影响.由图2(a)可知:随着剪切速率的增加,地聚合物砂浆的表观黏度逐渐降低,然后趋于稳定;随着地聚合物砂浆静置时间的增加,其表观黏度也在提高;在低剪切速率下静置时间为30 min的地聚合物砂浆试样FAS1.0-30 min的表观黏度有所波动,与静置时间为20 min的试样FAS1.0-20 min的表观黏度接近,但当剪切速率高于25 s-1时,FAS1.0-30 min的表观黏度重新高于FAS1.0-20 min.
由图2(b)可见:随着静置时间的增加,地聚合物砂浆的触变性能不断增加;当静置时间为30 min时,地聚合物砂浆试样FAS1.0-30 min的触变性达到最大,触变环面积是新拌砂浆试样FAS1.0-new的1.91倍,但其触变环形状十分杂乱.这是由于静置时间越长,地聚合反应越充分,因此可以推测,随着静置时间继续增加,尤其是接近初凝时间时,砂浆逐渐硬化,从而由流体向固体转变.
由图2(c)、(d)可以看出:不同静置时间的地聚合物砂浆的剪切应力随剪切速率的变化趋势一致,且剪切应力随剪切速率的增加而增大;BH模型和H-B模型均能较好地拟合流变曲线,且后者的拟合优度R2略高于或等于前者,除静置时间为30 min的地聚合物砂浆外,拟合优度R2均在0.998以上(见表6),当静置时间为30 min时,地聚合物砂浆的剪切应力值波动较大,拟合优度R2较低.
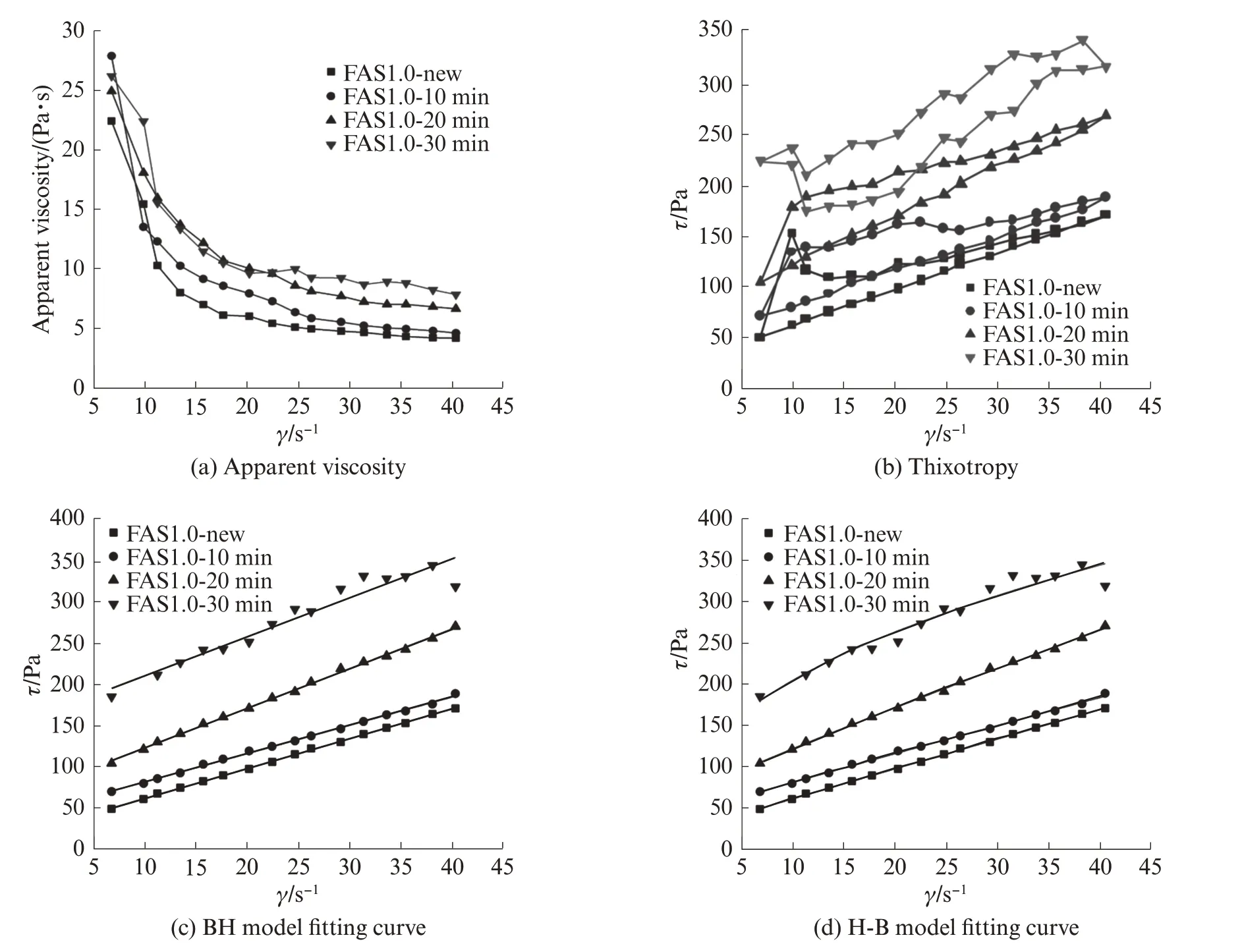
图2 静置时间对地聚合物砂浆流变性能的影响Fig.2 Effect of different rest time on rheological properties of geopolymer mortars
为了更好地研究静置时间对地聚合物砂浆的影响,分析比较了静置时间对地聚合物砂浆塑性黏度和屈服应力的影响,结果见表6.由表6可见:试样FAS1.0-new与试样FAS1.0-10 min的塑性黏度相似,试样FAS1.0-20 min与试样FAS1.0-30 min的塑性黏度相似;随着静置时间的增加,地聚合物砂浆的塑性黏度总体有所上升,其屈服应力也随着静置时间的增加而上升.值得一提的是,用H-B模型拟合出的试样FAS1.0-30 min的屈服应力比BH模型拟合出的小很多,甚至低于FAS1.0-20 min,显然不符合实际.这是由于30 min的静置时间接近初凝时间,此时,剪切应力的数据波动导致H-B模型中的流性指数n异常.
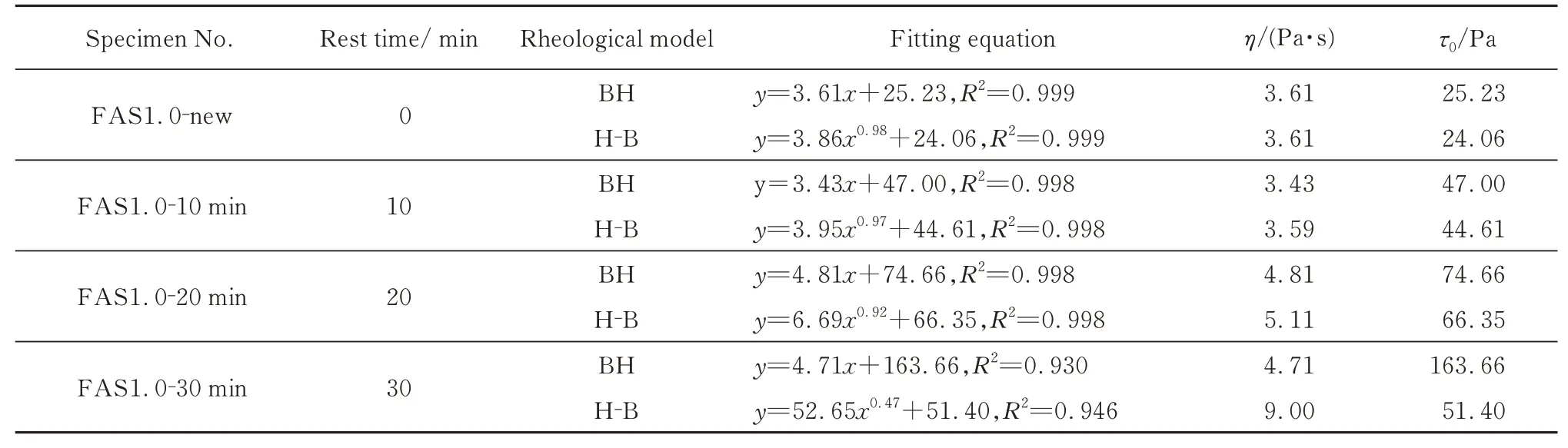
表6 2种模型拟合的不同静置时间的地聚合物砂浆流变性能结果对比Table 6 Comparison of rheological coefficients of geopolymer mortars with different rest times fitted by two models
由此可见:当静置时间较短时,2种流变模型的拟合优度R2均高于0.998,能够很好地拟合地聚合物砂浆的流变曲线;当静置时间较长时,地聚合物砂浆逐渐产生强度,剪切应力值随之波动,导致拟合优度R2较低.虽然H-B模型的R2更高,但其计算出的屈服应力会出现较大偏差,从而影响通过控制静置时间来调节屈服应力的判断.因此,当静置时间较长时,BH模型更具有优越性.
2.3 地聚合物砂浆的3D打印
前文从流变性能的角度研究了硅酸镁铝专用外加剂掺量和静置时间对地聚合物砂浆的影响,然而,地聚合物砂浆配合比设计和打印工艺参数是否适用于实际3D打印尚需上机验证.结合流变性能试验结果与实际上机试验发现:本试验条件下,适宜的静置时间约为10 min,可根据不同程序、打印时间等具体情况需要进行适当调整;当静置时间超过30 min时,地聚合物砂浆屈服应力过高,砂浆无法从打印喷头中挤出,可以大致估算出材料的开放时间[27]约为20 min.因此,试验选取了试样FAS1.0-10 min进行3D打印上机试验,测试其可打印性能.
图3为3D打印设备及地聚合物砂浆的打印过程.由图3可以看出,在打印过程中,试样表面平整,各层层间具有良好的黏结性能.由此说明,掺加1.0%硅酸镁铝外加剂和10 min左右静置时间的地聚合物砂浆能够较好地适用于3D打印工艺.
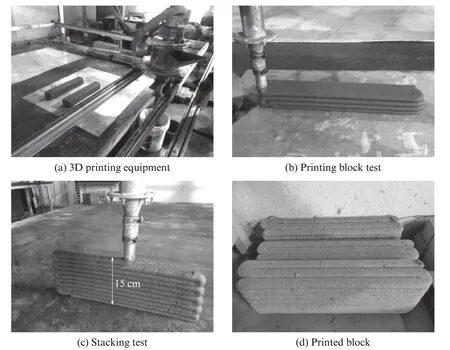
图3 地聚合物砂浆的3D打印Fig.3 3D printing of geopolymer mortars
3 结论
(1)地聚合物砂浆的表观黏度、触变性能、塑性黏度和屈服应力均随着硅酸镁铝掺量的增加而增加;地聚合物砂浆的屈服应力和触变性能随着静置时间的增加而增加,其表观黏度和塑性黏度虽有所波动,但仍呈现增长趋势.
(2)采用BH模型与H-B模型来拟合地聚合物砂浆的流变性能,当外加剂掺量和静置时间合理时,2种模型的拟合度高,其中H-B模型略优于BH模型;但当静置时间接近初凝时间时,基于H-B模型分析得到的砂浆屈服应力有较大偏差.综上,BH模型比H-B模型更具有优越性.
(3)本试验条件下,在粉煤灰基地聚合物砂浆体系中,硅酸镁铝专用外加剂的适宜掺量为1.0%,适宜的静置时间约为10 min.在适宜外加剂掺量和静置时间条件下,地聚合物砂浆具有较好的可打印性能,且打印效果良好.
