Q235B热轧圆钢的生产实践
2022-01-24王小东史永刚王仲凯
王小东,史永刚,许 栋,王仲凯
(1.陕钢集团产业创新研究院有限公司,陕西 汉中 723000;2.陕钢集团汉中钢铁有限责任公司,陕西 勉县 724200)
为适应市场对碳素结构钢热轧圆钢的需求,采用165 mm断面方坯开发了Φ28~Φ32 mm规格的Q235B高精度热轧圆钢产品,满足了用户需求,为圆钢的生产操作及更高品质圆钢的研发积累了经验。
1 工艺流程
铁水→900 t混铁炉→120 t顶底复吹转炉→吹氩站→八机八流165 mm方坯连铸机→上料台架→双蓄热式步进梁式加热炉→高压水除磷→粗轧→1号飞剪→中轧→预水冷→2号飞剪→精轧→水冷→3号飞剪→冷床→红钢检查→定尺剪→表面质量及尺寸检查→三段链收集→打捆→称重、挂牌→入库。
2 成分及性能要求
2.1 化学成分要求
对圆钢产品的化学成分要求如表1所示。
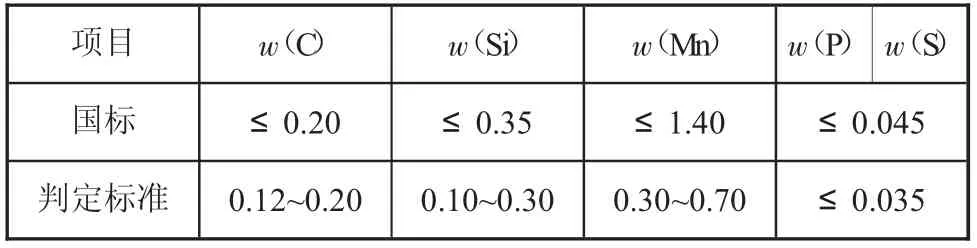
表1 化学成分要求 %
2.2 性能要求
根据用户对产品性能的特殊要求,结合其产品特点及用途,在满足国标要求前提下,对钢材性能指标区间进行了明确规定,具体如表2所示。
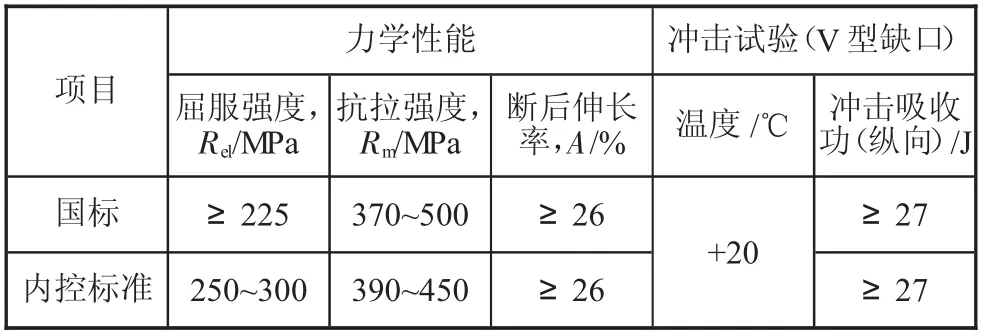
表2 性能要求
2.3 钢材质量要求
圆钢的横截面酸浸低倍试片上不应有目视可见的缩孔、气泡、裂纹、夹杂、翻皮和白点;钢材的弯曲度应不影响圆钢的正常使用,且每米弯曲度不大于4 mm,总弯曲度不得大于钢筋总长度的0.4%;钢材端部剪切平直无毛边,不得有影响使用的变形、弯头,不得有明显的马蹄形、三角头;钢材表面不得出现耳子、裂纹、结疤、翘皮等缺陷;按3倍公称直径的弯芯直径弯曲180°后,钢筋受弯曲部位表面不得产生裂纹。
3 轧钢工艺
3.1 温度控制
轧钢时加热温度控制如表3所示。

表3 加热温度要求 ℃
轧制温度控制如表4所示。

表4 轧制温度要求 ℃
3.2 轧钢孔型选择
3.2.1 粗轧孔型优化
该线原设计的钢坯规格是150 mm方坯,经过技术改进,现采用165 mm方坯组织生产。为了最大限度地保证粗轧区的生产稳定顺行,满足后续轧制道次料型需求,并确保钢坯经6道次轧制后可产出Φ68 mm圆形中间断面料型,于是对粗轧孔型系统进行了优化,发明设计了“平—方—椭圆—立椭—椭圆—圆”的孔型系统,通过合理分配道次压下量,确保各道次顺利咬入,对设备负荷进行校核[1],形成了圆钢轧制规程表。经试用,该孔型系统运行良好,为实现圆钢产品尺寸精度的达标提供了保障。
3.2.2 成品孔型设计
成品孔型的设计对于产品尺寸精度、孔型使用寿命及轧机的生产能力都有很大影响。为保证轧件冷却至常温后可获得正确的几何圆形断面,必须使成品孔的水平轴线尺寸大于垂直轴线[2],因此必须准确计算孔型尺寸。Φ28 mm、Φ32 mm规格的Q235B圆钢K1孔型如图1、图2所示,若用于生产尺寸负偏差的圆钢,孔型尺寸还需进行优化。
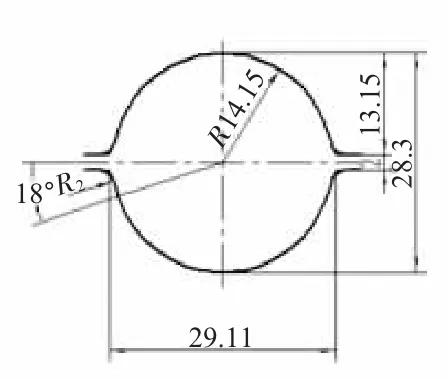
图1 Φ28 mm圆钢K1孔型尺寸(mm)
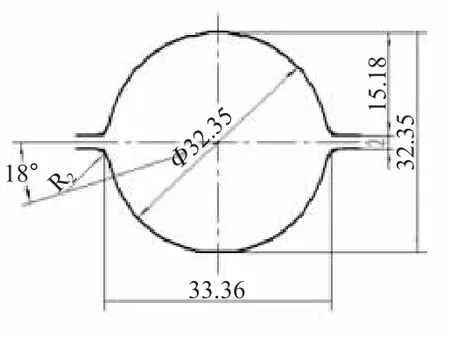
图2 Φ32 mm圆钢K1孔型尺寸(mm)
4 生产情况
4.1 成分控制情况
圆钢生产中各成分控制情况如表5所示。

表5 成分控制情况 %
4.2 性能情况
产品生产中钢材性能情况如表6所示。

表6 钢材性能情况
5 存在的问题及解决办法
5.1 加热温度问题
生产初期加热温度设定较低,加热段、均热段均设定在1 060℃左右,但在实际生产中此温度无法满足连续轧制要求,出现了钢坯加热温度不均匀、设备负荷大、轧件尺寸不稳定、成品尺寸波动大等问题。
针对这些问题,在对钢材基体及表面金相组织构成、表面脱碳层等进行研究后,决定逐步将加热段、均热段温度升高到(1 130±20)℃,经过连续、批量生产验证,新设定的温度段所产钢材性能良好,表面无脱碳层,设备负荷适中,产品尺寸稳定,满足连续生产要求。
5.2 钢材表面质量控制
5.2.1 钢材表面凹坑
特征:钢材表面存在形状不规则的凹陷,严重时会影响钢材内径,缺陷一般是连续出现,具体形貌如图3所示。

图3 钢材表面凹坑
产生原因:若凹坑边缘轮廓清晰,一般为K1轧槽或进口导卫导轮出现粘钢,或轧槽、导轮上留有焊疤等凸块缺陷造成。
5.2.2 钢材表面擦伤
特征:钢材表面呈现形状不规则的凹陷,严重时影响到钢材内径,缺陷一般是连续出现,表面光亮,无氧化铁皮附着,具体形貌如图4所示。

图4 钢材表面擦伤
产生原因:冷床齐头辊道、输出辊道间存在摩擦,打包机成型器夹紧力过大等。
5.2.3 钢材表面划伤
特征:沿轧制方向上纵向的细长凹下缺陷,其形状、深浅、宽窄随划伤产生的原因不同而不同,具体形貌如173页图5所示。
产生原因:由于钢材的氧化铁皮、金属颗粒或其它异物在导卫、跑槽、导管装置内积聚,与高温高速通过的轧件接触而导致刮伤,或由于导卫、跑槽、导管磨损严重所致。此外,导卫、导管安装不当也会引起该缺陷。

图5 钢材表面划伤
5.2.4 钢材表面折叠
特征:钢材表面表现为一条弯曲或平行的细线,沿轧制方向存在近似纵裂缺陷,有一定的倾斜角,且一般呈直线状或两条平行线的形态出现,也有锯齿状形态,内附氧化铁皮。
产生原因:料型设置不当,发生过充满现象,或导卫安装偏斜,出现耳子,在继续轧制时压入轧件内部,产生折叠;错辊时产生的错边耳子,经下道轧制也会形成折叠;轧制过程中产生的飞边、毛刺等,在继续轧制时压入轧件内部,产生折叠;清理原料表面缺陷时,若深宽比不合适也会出现折叠缺陷。
6 结语
通过生产技术人员的精心准备与调试,Φ28~32 mm规格的碳素结构钢Q235B圆钢首次生产便获得成功,钢材表面质量良好,不圆度控制在0.3 mm以内,各项性能均合格,且在下游使用过程中,钢材体现出其良好的质量水平,获得了用户的高度认可。