提升RH真空系统密封稳定性的实践与研究
2022-01-24王艳军王宝中杜方友
王艳军,王宝中,王 崇,杜方友
(首钢京唐钢铁联合有限责任公司炼钢作业部,河北 唐山 063200)
RH系统是转炉炼钢工序后用于钢水精炼的一套真空循环脱气装置,RH保持较高的真空度是冶炼高附加值品种钢的必备条件,钢水在真空槽内真空循环,以达到钢水脱碳、脱气、成分精调的目的[1-2]。IF钢作为首钢京唐公司的战略产品,w(C)判定很低,如SPCEN等钢种w(C)判定要求在15×10-6以下,因此,只有达到足够快的抽气速度,并维持较高的真空度,才能满足钢水冶炼的条件。
以IF钢为例,真空度需在8 min内降到200 Pa以下,若抽下不来则需要进行人工查漏处理。如果在时间允许的情况下,可以适当延长脱碳时间,如果浇注时间不允许,就只能降速或改炼,更严重的会造成断浇。但延长脱碳时间会造成能源介质极大的浪费,人工查漏堵漏工作强度大,更换、维修备件成本高,此外真空度抽不下来,还会影响脱气效果,从而对钢水质量产生较大影响,因此提升RH真空系统密封稳定性具有重要意义。
1 首钢京唐RH真空系统概况
首钢京唐钢铁公司配有两座300 t双工位RH精炼炉,于2009年3月13日投产,是目前较大的国产化设备,采用五级真空泵系统。蒸汽喷射泵是以中低压蒸汽为工作介质,经过收缩至扩张喷嘴,蒸汽的势能变为动能,速度达到超音速,压强降至负压,并在混合室中与被抽气体混合,然后混合气体经扩压器减速增压后排出(至下一级泵或大气)。由于单级泵的压缩比值(排出压强/吸入真空)有一定限制,为达到较高的真空度,蒸汽喷射真空系统采用多级式串联布置。真空抽气系统界面如图1所示,在本系统中C1冷凝器前的B1、B2和B3泵为增压泵,之后的S4和S5泵为喷射泵,具体真空系统主要参数如表1所示[2]。
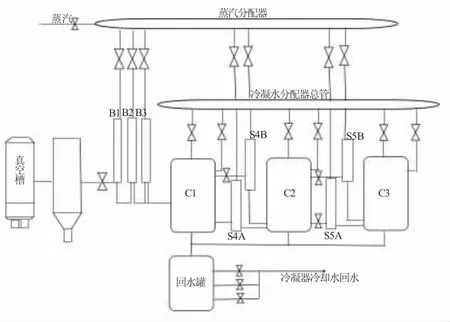
图1 RH真空抽气系统示意图

表1 真空系统主要参数表
2 RH真空系统的主要漏气故障及原因分析
钢水冶炼温度在1 600℃左右,易与钢水接触的真空槽密封连接处及顶枪通道中的气囊多采用氟橡胶制品,这两部分虽设有冷却保护却也极易出现烧损和刮坏的情况,此外真空系统泵体、管路易被气流、颗粒粉尘冲刷造成破损漏气,导致真空度抽不下来、下降慢或反弹等情况[4]。根据RH生产一线经验积累,对常遇到的、影响比较大的漏气问题进行了如下分析研究。
2.1 真空槽连接影响分析
在真空槽连接处(面与面连接处)存在密封胶垫,RH设备连接面上的燕尾槽宽度为16 mm,圆柱胶垫直径为20 mm,在嵌入时易造成胶垫损伤(图2),此外RH设备自投产以来已经使用十几年,面与面间存在轻微变形,原有直径为20 mm的胶垫已经达不到密封效果。

图2 真空槽密封连接胶垫示意图
2.2 密封通道气囊影响分析
气囊的位置在RH热弯管的上部密封通道中,在气囊打开状态时,氧枪可以下降,达到吹氧位以后,气囊充气抱死,起到密封效果。由于吹氧升温,存在喷溅现象,部分钢渣粘在氧枪上,在氧枪上下移动的过程中会对气囊产生剐蹭,造成气囊损坏而漏气,从而导致真空度抽不下来,如图3所示为破损气囊情况。

图3 气囊破损示意图
2.3 投料系统真空锁密封圈及下料溜管影响分析
部分投料系统在冶炼过程中需要保持真空状态,其密封稳定性至关重要,真空锁密封圈位于真空料仓的上下椎体中(见图4),椎体打开时,斜固定在椎体外侧的密封圈受压差影响容易脱落,从而造成漏气,影响真空度。

图4 真空锁密封胶圈固定方式示意图
RH常用到的冷却废钢、锰、铁等原料形状多为不规则状,在管道里下溜的过程中,与管道会发生摩擦,造成管道损伤,尤其是在溜管的拐弯处,物料对管壁形成的冲刷打击尤为严重,会导致溜管变薄、鼓包、漏气等。图5为漏气后补焊堵漏的溜管。
图5 下料溜管破损补焊示意图
2.4 真空泵主体及排污阀的影响分析
由于真空管道内存在粉尘砂砾,在喷射蒸汽时夹带的砂砾会对管道造成冲刷,最终使真空泵管壁变薄,导致漏气(见图6)。

图6 真空管道破损示意图
排污阀位于真空泵下部,不抽真空时,排污阀处于打开状态,起排污作用,当抽真空时,排污阀受吸力影响处于关闭状态。RH排污阀上的密封垫在抽力作用下使其中部凸起(见图7),对固定螺栓周围的密封垫造成撕扯,进而导致漏气。

图7 排污阀密封胶垫撕扯示意图
3 RH真空系统密封稳定性的改善提升
3.1 密封通道气囊相关的改进
针对氧枪粘渣刮蹭气囊问题采取了以下措施:将氧枪冷却水从71 m3/h提高至76 m3/h进行控制,以改善冷却效果,从目前看,粘渣量明显减少,同时易于人工对粘渣的清理;在不影响真空度的情况下,对气囊进行了扩径,将内径从284 mm扩至293 mm,加大与氧枪之间的间距,减少刮蹭;此外与研究所共同开发,对气囊进行了改造,将原有的1道密封改为了2道,提升了气囊的密封效果。
3.2 真空槽连接的改进
通过研究,将RH设备原有的圆柱型胶垫改为凸型胶垫,底部凸出的部分为半圆柱状体,直径小于燕尾槽宽度,落入槽内起固定作用,上部为方形,起密封作用,这样就避免了原胶垫在嵌入时发生损伤,同时将方形垫厚度从20 mm增加至24 mm,来弥补投产十几年来设备的轻微变形所造成的原密封胶垫厚度达不到密封效果的缺陷。
3.3 投料系统真空锁密封圈及下料溜管的改进
针对密封圈脱落问题,对原来密封圈固定方式进行改良,将密封胶圈斜固定的方式改为了内嵌固定方式,同时对密封圈的形状也进行了改变,并将密封圈置于凸台法兰上,这样,即使在压差较大时也不容易脱落漏气。
针对溜管磨损漏气问题,在原有的20号普通钢管内增加了耐磨衬板,延长了溜管的使用寿命,以此提升密封稳定性。
3.4 真空泵主体及排污阀的改进
针对真空泵体受冲刷易漏气的现象,根据生产经验,对真空泵收缩段、喉口、扩张段这种易被冲刷磨损的地方进行预防性地抱箍防护,以此来延长使用寿命,提升密封稳定性。
抽真空时,针对原有排污阀上密封垫中部易凸起,撕扯损坏边缘密封垫导致漏气的情况,经过研究,对密封垫的固定方式进行了改良,在原胶垫的中部增加了碳钢挡板,以此避免密封垫的凸起损坏,进而提升密封稳定性。
4 结语
RH真空系统是一个庞大的整体,出现真空度不好的原因很多,且不易被排查,因此,根据生产一线对常出现的漏气问题进行了研究,并做了改进优化。目前,以单个工位进行统计,RH系统更换气囊频率由原有的2 d一换提升到了平均5 d才更换一个;真空锁密封胶圈从每月都有脱落现象,提升到三个月未出现一次因脱落导致的漏气情况;泵体、溜管的使用寿命也随着防护措施的执行而有所延长。因此,RH真空系统密封稳定性得到了很大提高。在今后的生产实践中,RH真空系统仍然需要长时间的维护,并且随着科学技术的提升还需不断进行优化改善,以保证生产的稳定顺行。