原料缺陷对激光焊机焊缝质量影响研究
2022-01-24孙宁波孟祥顺常生财
孙宁波,孟祥顺,常生财
(首钢京唐钢铁联合有限责任公司冷轧作业部,河北 唐山 063200)
激光焊机作为主流酸连轧机组的关键设备之一,相较于传统的闪光焊机,其具有焊接速度快、焊接能量密度高、焊接热影响区非常小等特点[1],同时,对其工艺参数、设备精度、原料缺陷的控制要求也很高。在影响焊缝质量的各个因素中,目前各钢厂对原料缺陷这一因素的控制及识别手段较少,使得因原料缺陷问题导致的焊缝断带故障时有发生[2]。本文以某钢厂的酸轧机组的激光焊机为研究对象,总结生产运行期间影响焊缝质量的各种原料缺陷,并借助焊机配备的焊缝在线监测QCDS系统,梳理不同原料缺陷下焊缝在线监测系统中的曲线及图像情况,制定出相应的焊缝质量判断标准,以提高操作人员运用焊缝在线监测系统识别原料缺陷的能力,这对降低机组的断带率具有一定的指导意义[3]。
1 激光焊机设备简介
目前主流的酸轧机组采用的是德国Miebach公司生产的二氧化碳气体激光焊机,其设备结构与常规激光焊机基本类似,主要功能为:将钢卷的头尾焊接在一起,实现酸轧机组的连续生产[4],并可根据生产的钢种、规格配备不同功率的激光器。
气体激光焊机主要组成部分为:入出口定位单元、夹钳单元、对中单元、剪切单元、C型小车、焊机底座及轨道、气体激光器及外光路、焊缝热处理单元、焊缝在线监测QCDS系统及其他(如水冷单元、月牙剪、气体供应单元等等)。
2 焊缝在线监测QCDS系统简介
焊缝在线监测QCDS系统是一套实时监控焊接质量的检测系统,该系统由4个传感器构成,分别为间隙传感器(Gap sensor)、透光度传感器(Penetration sensor)、焊缝传感器(Seam sensor)、模拟传感器(Analog sensor)。该系统可将各传感器检测的信号,经过一系列的算法后,形成代表焊缝特征的监测曲线及模拟图像[5]。不同的曲线或者图像特征代表着不同的焊缝缺陷,其监控界面如图1所示。通过QCDS在线监测系统可监测出原料导致的焊缝缺陷,并通过系统梳理,制定相应的焊缝判断标准,从而实现对原料缺陷的管控。

图1 QCDS在线监测系统界面
3 原料缺陷对焊缝质量的影响及监控方法
根据激光焊机生产运行经验,总结出对焊缝质量影响比较严重的缺陷主要为:原料浪形严重、原料表面清洁度差、原料厚度波动大。对该钢厂酸轧机组近五年因原料缺陷问题导致的焊缝断带事故进行统计得出,由上述三种因素引发的事故所占比例如下页图2所示。

图2 影响焊缝质量的不同原料缺陷所占比例
3.1 原料浪形对焊缝质量的影响及监控方法
在所有原料缺陷中,原料浪形对焊缝质量的影响最为严重,不仅体现在断带事故发生率高上,由此造成的后果也比较严重,曾多次出现因原料浪形严重导致的焊缝在轧机前开裂、断带等恶性事故。原料浪形严重位置常处于焊接区域,易导致拼接时前后带钢出现高度差,在焊接时经夹钳和支撑轮夹持后,会导致焊缝出现高度差和咬边问题,更为严重时还会导致拼缝位置与激光落点位发生偏移,造成焊缝未熔合[6]。
原料浪形作为常见的缺陷,可通过QCDS在线监测系统中的曲线及模拟图像展示出来,具体可通过观察右侧Seam Originial窗口、焊缝模拟图像、Seam to Gap曲线来判断焊缝质量是否合格。首先,通过Seam Originial窗口判断最为简单,当原料浪形严重时,最常见的缺陷为焊缝出现高度差和咬边(见图3-1),此时,在Seam Originial窗口上会显示焊缝模拟截面错位的画面,同时焊缝截面产生变形,检查实际焊缝质量也不合格;其次,有些浪形严重的原料不容易通过Seam Originial窗口有效进行判断,于是便可通过观察整条焊缝的模拟图像来判断焊缝是否合格,由于板带经过支撑轮碾压后,会导致局部位置拼缝偏移,该偏移情况可体现在焊缝模拟图像上,从而在模拟图像上可观察到焊缝弯曲(见图3-2),因此,通过判断模拟图像是否弯曲可识别出原料浪形导致的焊缝缺陷;最后,对于整体浪形严重的情况,Seam Originial窗口和焊缝模拟图像均无法识别时,可通过代表Seam Position(焊缝位置)和Gap Position(拼缝位置)偏差值的Seamto Gap曲线来判断焊缝质量是否合格,如Seam to Gap曲线整体偏移超过0.3 mm时,可判断存在焊缝质量不合格的风险,进而利用杯突实验进行下一步确认。
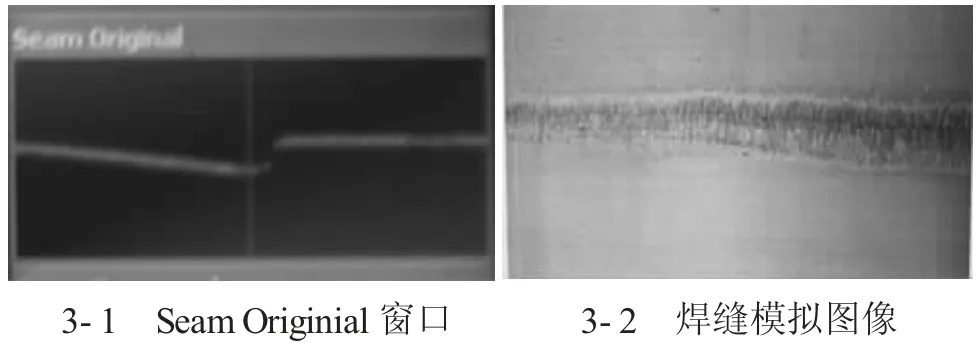
图3 QCDS在线监测系统图像
3.2 原料表面清洁度对焊缝质量的影响及监控方法
原料表面清洁度对焊缝质量的影响也比较大,清洁度较差时会造成焊缝缺陷,严重时可导致焊缝断裂。一般原料表面清洁度主要指板带头尾的表面氧化铁皮、油污、水以及穿带过程中表面粘的氧化铁粉等。激光焊机在焊接时,如表面清洁度比较差,表面杂质会在焊接过程中进入熔池,对焊缝成型造成影响[7],严重时会导致焊缝表面出现蜂窝状的孔洞,大大影响焊缝的质量。
由原料表面清洁度较差造成焊缝表面出现孔洞时,可通过Seam Originial窗口和焊缝模拟图像进行检测。通过观察Seam Originial窗口(见图4),当焊缝截面出现断点时,便可判断焊缝表面出现孔洞,实际焊缝质量也不合格。

图4 Seam Originial窗口断点图像
3.3 原料厚度波动大对焊缝质量的影响及监控方法
原料厚度波动大可以理解为:由于酸轧上道生产工序不正常,使得板带带头或者带尾在横向方向上厚度不均匀,从而造成原料缺陷。在实际生产时,如原料二级信息显示4.0 mm,焊接之前,焊机会自动调用参数库中4.0 mm规格的焊接参数,如果因为板带存在厚度波动大的缺陷,实际焊接位置厚度达到4.4 mm,就导致焊缝高度差变大,同时可能导致焊缝熔不透等缺陷。
针对此类原料缺陷,可通过QCDS在线监测系统中Seam Originial窗口和Height_Mismatch曲线进行判断,一旦出现厚度波动大时,Height_Mismatch曲线会有报警提示,同时Seam Originial窗口中显示焊缝截面高差较大(见图5),一侧板带明显高于另一侧板带。

图5 Seam Originial窗口高度差图像
4 结语
原料缺陷对激光焊机焊缝质量的影响比较复杂,同时管控难度大,提高对原料质量的关注度,利用好QCDS在线监测系统,有效识别原料缺陷造成的焊接缺陷,避免出现焊缝断带事故,可有效保障机组运行稳定。