一种小型变压器磁芯组装机的机构设计
2022-01-24余晓新
余晓新
(清远职业技术学院机电与汽车工程学院,广东 清远 511510)
1 设计小型变压器磁芯组装机的意义
小型变压器的生产制造主要包括零件加工和装配两部分,随着科学技术的发展,机械零件的加工制造基本实现了自动化,但零件的装配由于装配工艺对设备机构要求高,其自动化发展滞后于零件加工制造,导致小型变压器在装配环节成本高,质量和效率低。据统计,小型变压器的装配环节成本约占总成本的1/3-1/2,当前在装配环节除了骨架绕线基本实现自动化外,磁芯装配等其它工艺仍然以手工作业为主,因此设计一种小型变压器磁芯组装机的机械机构,对实现小型变压器磁芯组装的自动化具有重要的意义。
2 小型变压器的装配工艺分析
小型变压器主要由骨架、两个U型磁芯和钢夹组成,如图1所示。其中磁芯装配前骨架已完成绕线,装配时两个U型磁芯端口相对插进骨架中心孔,形成磁路,钢夹包裹住两个U型磁芯下半部分,固定两U型磁芯的位置,装配效果如图1右边部分图形所示。
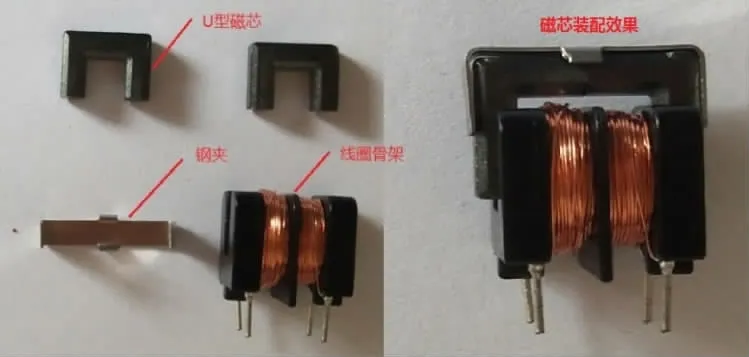
图1 变压器的零件组成及磁芯装配后效果
小型变压器在电路中主要用于变压和滤波,为了实现磁芯的全自动装配和装配后良好的滤波效果,磁芯装配机的机械结构设计在装配工艺上,必须达到以下两点要求:两U型磁芯端面要平整充分接触,两端面的错位控制在允许的范围之内,使相对接触面积最大,尽量减少变压器磁芯的漏磁,提高磁通量;骨架和U型磁芯的上料、工件工位上的转移需全部采用自动化。根据小型变压器装配工艺要求,初步确定磁芯组装机的装配工艺线路如图2所示。
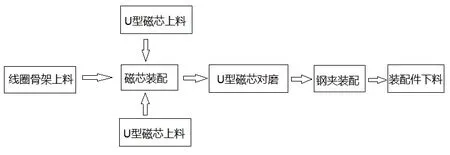
图2 磁芯自动化装配的工艺线路图
3 机械结构的设计
3.1 设备的总体设计方案
根据小型变压器装配的工艺路线,初步确定设备机械结构由磁芯装配、磁芯对磨、钢夹装配和下料四部分机构组成,其结构简图如图3所示,各部分机构的功能规划如下:
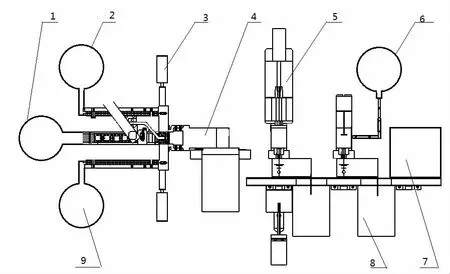
图3 设备总体设计框架图
磁芯装配机构由振动盘、上料导轨、磁芯装配夹具和装配气缸组成,其主要功能是振动盘将骨架和U型磁芯沿导轨送至装配夹具的相应位置,装配气缸将U型磁芯推进骨架中心孔,完成磁芯的装配;磁芯对磨机构由机械手、夹紧气缸、对磨气缸和对磨夹具组成,其工作过程为机械手将装配好磁芯的工件送至磁芯对磨夹具,两个夹紧气缸动作,夹头夹紧U型磁芯,对磨气缸动作(结构图未画出),通过驱动其中一夹头上下运动,实现磁芯端面上下对磨;钢夹装配机构由振动盘、钢夹装配夹具、钢夹固定机械手、钢夹装配机械手等组成,其工作的初步设想为振动盘通过导轨将钢夹送到钢夹装配夹具,并由钢夹固定机械手进行固定,钢夹装配机械手将对磨好的工件以正确姿势插入钢夹,钢夹在弹性力的作用下夹紧两U型磁芯,完成钢夹的装配;下料机构主要功能是通过机械手将装配好钢夹的变压器成品送至下料区。根据设备的工艺要求,其机械结构设计主要有以下难点:
(1)骨架和U型磁芯为自动上料,装配时需保持姿势的正确,且装配与自动上料的动作互不影响。
(2)对磨机构设计需做好以下两点:设计夹紧机构,在对磨前能调整U型磁芯的位置,使错位在允许的范围之内;设计对磨机构,能带动其中一U型磁芯上下运动,使两U型磁芯端口产生相对运动,运动幅度也需在允许的范围之内。
(3)钢夹装配机构的设计需保证钢夹装配后,两磁芯位置准确和固定,同时钢夹的装配需为自动上料。
3.2 关键机构的设计
3.2.1 磁芯装配机构
磁芯装配机构设计的三维效果如图4所示,其设计主要涉及送料机构和装配机构两方面:
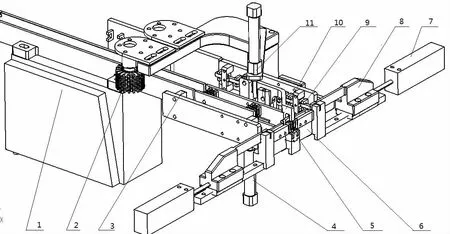
图4 磁芯装配机构
送料机构方面,两U型磁芯和骨架均由振动盘进行姿态调整并通过导轨送至磁芯装配夹具。骨架由于质量大,在其输送导轨下面加装了一个直线送料器,使骨架能克服阻力顺利到达磁芯装配夹具中间位置。同时在磁芯装配时,为了防止导轨上后续运动骨架的影响,在骨架导轨末端设计一个限位机构,当限位机构中气缸动作时,限制导轨上骨架的继续运动。为了增大两U磁芯装配后端面接触面积,减少漏磁,在U型磁芯的输送过程设计了磨削机构,其砂轮转向和U型磁芯前进方向一致,磨削机构不仅能对U型磁芯端面进行打磨,还能增大磁芯在导轨前行的动力,使其顺利到达装配夹具的两端。
装配机构方面,主要由骨架夹紧机构和装配机构两部分组成,其具体设计如下:当装配夹具上的骨架到位后,骨架夹紧机构中的气缸动作并带动摇杆机构完成骨架夹紧。当骨架夹紧后,左右两磁芯装配气缸动作,带动推杆将磁芯推进骨架中心孔,完成磁芯的装配。
3.2.2 磁芯对磨机构
磁芯对磨机构的三维模型如图5所示,其主要工作过程是当工件到达夹具后,先夹紧工件,然后再实现磁芯的对磨。机构的具体工作原理如下:
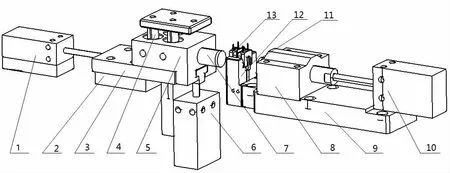
图5 磁芯对磨主机构
夹紧方面,夹具的左右边各有一个夹头。左边夹头为对磨夹头,固定在活动夹头导套上,并通过活动台与左夹紧缸连接,可沿固定导块1来回移动;右边夹头为固定夹头,固定在右夹头导套上,与右夹紧缸连接,可沿固定导块2来回移动。当两个夹紧缸动作时,使两个夹头往夹具方向移动,夹紧工件。
对磨方面,左边机构的活动台上安装有竖直导杆,活动夹头导套与导杆配合安装,并有一个上下移动的自由度,当对磨缸动作时,通过活动夹头导套带动对磨夹头上下运动,最终使工件上左右两U型磁芯形成上下对磨运动。
3.2.3 钢夹装配机构
根据钢夹装配的流程,钢夹装配机构的设计主要由钢夹上料机构和装配机构两部分组成,具体如图6所示。
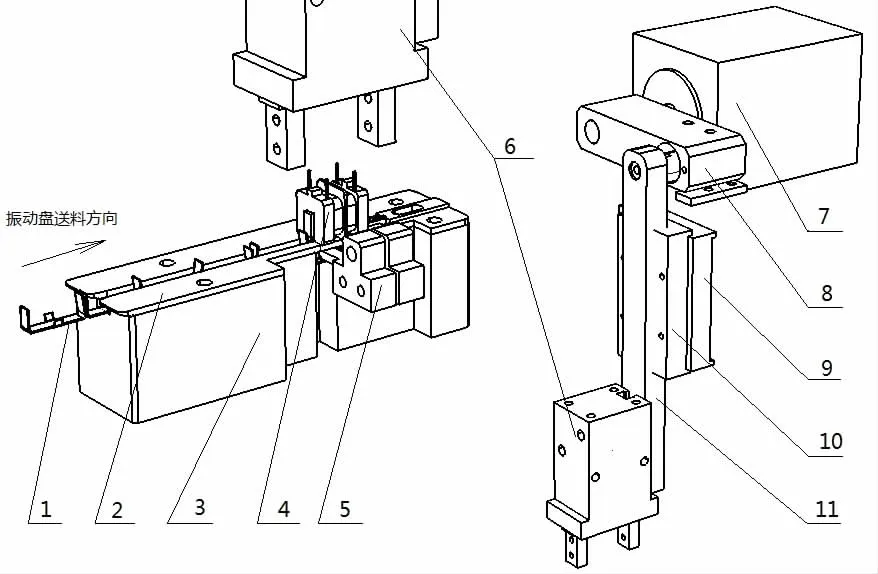
图6 磁芯装配机构
钢夹上料机构主要由振动盘(未截图)、钢夹、盖板、钢夹装配夹具和夹紧手指组成,其设计原理如下:振动盘(未截图)通过导轨将钢夹原材料以正确的姿态送至装配夹具上,当钢夹到达装配位置后,夹紧手指动作对钢夹进行夹紧。
钢夹装配机构主要由电机、曲柄、横向移动块、竖向移动块、滑移杆和装配手指组成。其中横向移动块可沿支架上的导轨作横向移动;竖向移动块装配在横向移动块上,可做上下方向移动;装配手指与滑移杆固定在一起,并装配在竖向移动块上,可随横向移动块和竖向移动块一起做横向和竖直运动。当电机转运时,装配手指在曲柄滑移机构的带动下将对磨好的工件从对磨工位夹持到钢夹装配工位,并将工件以接近垂直角度插进钢夹里,由于钢夹具有弹性,在机械
手指松开工件后,钢夹四包边能夹住两个U型磁芯,固定好它的位置,至此完成了变压器的磁芯装配工作。
4 小型变压器磁芯组装机的三维装配
通过各机构的设计、计算、零件的三维造型和装配,完成小型变压器磁芯组装机的机械设计,三维装配效果如图7所示。
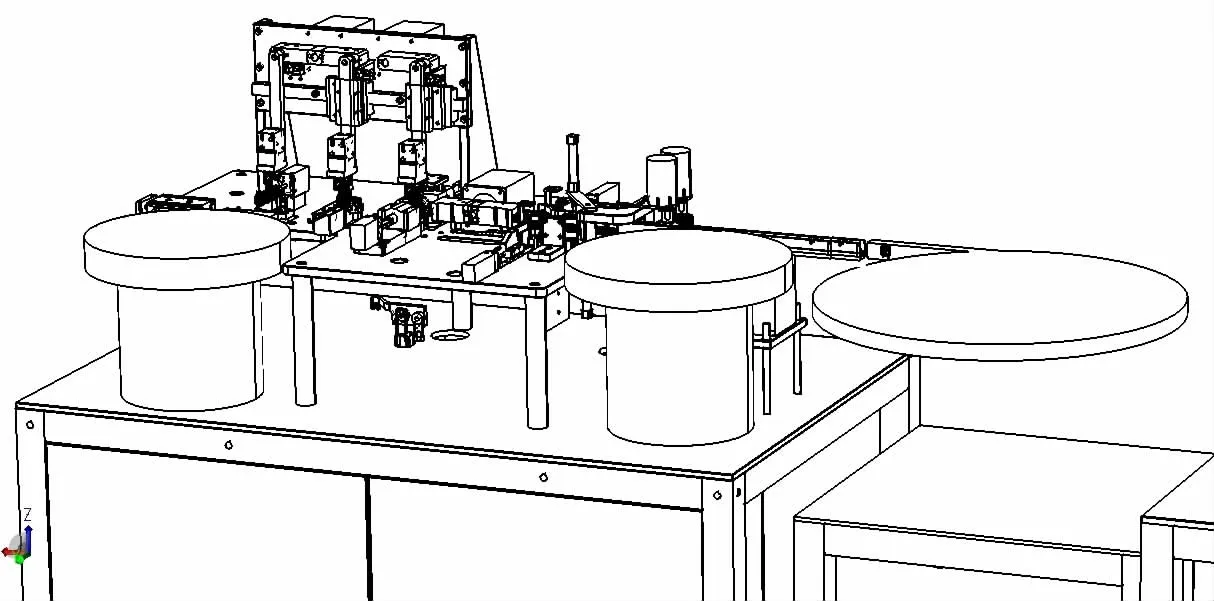
图7 小型变压器磁芯组装机的三维装配效果
5 结束语
本文分析了小型变压器的零件组成及其装配工艺,提出小型变压器磁芯组装机的工艺路线,机构设计的方案及相关难点。在此基础上,着重进行磁芯组装、对磨和钢夹装配等关键机构的三维模型的设计,分析和总装。小型变压器磁芯组装机的设计并配以可靠的控制系统,可大大减轻工人的劳动强度,提高生产效率,降低生产成本,在市场上得到了广泛的应用。
