钼管材制备技术及应用研究进展
2022-01-20刘仁智
安 耿,周 莎,张 晓,席 莎,刘仁智
(金堆城钼业股份有限公司技术中心,陕西 西安 710077)
0 引 言
金属钼材料因其具有高熔点、高强度、低电阻率、低膨胀系数、稳定性良好等优点,被广泛应用于航空航天、电子信息、核工业、能源化工及冶金等多个领域[1-3],在国民经济中有着重要的地位。由于钼金属较高的熔点(2 620 ℃),一般采用粉末冶金方法制备,后续根据产品使用性能可采用锻造、轧制、挤压等压力及机械加工手段进一步提高其致密度及综合力学性能[4-6]。目前,钼深加工产品的种类主要以板材、片材、棒材、杆材、丝材及各类异型件为主。随着平面显示、太阳能光伏电池以及高端温控领域的快速发展,钼金属管材逐步得到了广泛的应用,如何制备出性能优异的钼管材是国内外研究人员关注的重点问题之一。钼材料以往大量的研究主要集中在钼金属的烧结、轧制、热处理及微观组织演变等方面[7-8],在钼管材的制备技术及应用方面鲜有报道。本文对钼管材的制备技术及应用研究进展进行综述,并对其未来的研究方向及发展趋势进行展望。
1 钼管材的制备技术
钼及钼合金由于熔点、强度、硬度、韧脆转变温度以及导热系数等高于一般金属,钼管材的加工相对较为困难,对润滑、模具材料等的要求较高,在工艺上也需要采取一些特殊的改进措施。钼管材根据产品技术条件以及应用领域的不同采用不同的制备方法,常用的制备方法有热挤压、旋压、轧制、拉拔、锻造等。
1.1 热挤压法
热挤压法加工钼管的过程是把经高温加热的钼管坯锭放入与坯锭外形相同的挤压容器(挤压筒)内,在坯锭一端施加挤压力使管坯通过模孔成形为管材。图1是钼管挤压基本原理示意图。美国橡树岭实验室(ORNL)较早通过热挤压法将真空自耗电极电弧熔炼钼合金锭挤压成了外径31.7 mm、壁厚6.3 mm、长度1 067 mm的Mo-0.5Ti和TZM管[9];美国阿贡国立实验室(ANL)也较早采用共变形法(304不锈钢芯杆和钼合金管坯同时挤压变形)成功挤压出了直径12.7 mm的Mo-0.5Ti和Mo-30W细长管材[10]。
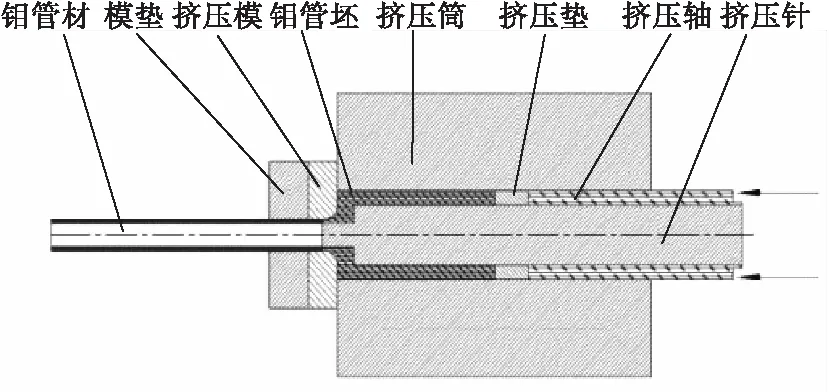
图1 钼管挤压基本原理示意图
目前,利用热挤压法制备钼管材方面,国外的Plansee公司和H.C.Starck公司处于国际领先地位,并申请了大量的专利。Plansee公司[11]将烧结好的钼管毛坯在T(DBTT) 热挤压法生产钼管过程中,由于被挤压钼金属在变形区能获得比轧制、锻造工艺更为强烈和均匀的三向压缩应力,可充分发挥钼材料的高温塑性,获得更大的变形量,进而改善钼管材的组织,更好地提高钼管的力学性能,且热挤压法制备钼管流程相对较短。但由于挤压时钼金属的流动不均匀,会导致挤压钼管材存在表层与中心、头部与尾部的组织性能不均现象。鉴于热挤压的工艺原理,热挤压法在大规格厚壁钼管的制备方面有着较大的优势。 旋压法是一种生产薄壁空心回转体零件的工艺方法,也是一种常用的金属管材加工工艺。旋压法制备钼管的过程是将钼管坯锭固定在旋压机模具上并使钼管坯锭随机床主轴移动,在此过程中使用滚珠或者辊轮对坯料施压促使其局部产生塑性变形,然后通过辊轮或者滚珠的进给运动以及坯锭的旋转运动使局部的塑性变形逐渐扩展至坯料的全部表面,最终使坯锭紧贴于模具而完成钼管的旋压加工。钼管的旋压加工分为普通旋压和强力旋压两大类,而普通旋压又有滚珠旋压和辊轮旋压两种。图2是滚珠旋压、辊轮旋压以及钼板强力旋压三种旋压方式制备钼管的示意图。梁淑贤等[16]探讨了错距旋压技术在钼管生产中的应用,结果表明: 错距旋压工艺与等距旋压工艺相比,在工作效率、能耗降低、产品质量和成品率等方面有了明显提高。错距旋压钼管时的道次加工率在20%~30%比较合适。为保证钼管良好的平直度和内外表面质量,在确定后道次压入量时应将前道次旋压的反弹余量计算进去。梁淑贤等[17]在高精度薄壁钼管旋压研究中,讨论了旋压温度、道次变形率、进给率及工模具等因素对旋压工艺的影响,认为在旋压薄壁高精度钼管时需控制好加工温度,选择20%~30%左右的道次变形率、0.1~0.8 mm/r的进给率,同时配以HRC55~60的芯模和适当工作圆半径的辊型就可得到成品率高、尺寸精度好的钼管产品。王慧芳[18]将粉末冶金纯钼管坯旋压制备成变壁厚的直管,然后经收颈和翻边制备成异形旋压件。结果表明:相对烧结密度达到95%以上的纯钼管能顺利旋压成钼管,在总减薄率达到30%以上时烧结态组织都变成拉长的加工态组织,但仍存在极少量细小的烧结孔未完全闭合;当总减薄率超过70%后烧结态组织全部变成了细纤维状组织。 图2 旋压法制备钼管示意图 钼管在旋压过程中由于旋压滚珠或者辊轮与坯料之间的受力点近似点线接触,因此用较小的旋压力就可获得很大的变形应力,有利于薄壁钼管的制备。也正是这个特点,采用旋压方法制备的钼管相比锻造、轧制工艺制备的钼管的表面光洁度要高,且尺寸公差要小。旋压法制备钼管的缺点是钼管表面容易出现鳞皮,这与钼的固有变形机理有关[10]。此外采用旋压法制备钼管生产率较低,劳动强度大,不适合于大批量生产。 轧制法制备钼管的过程是将钼管坯经多辊轧管机辊压轧制成一定规格的钼管材,图3是二辊轧机轧制钼管示意图。钼管轧制时采用热轧制方式,所用的管材轧机通常是在多辊冷轧机的基础上在机头增加加热装置和冷却系统。由于钼管轧制速度慢、摆动进给量小,一根钼管的总轧制时间根据钼管的长度通常需要几十分钟甚至一小时,而钼管坯由于良好的导热性导致其在轧管机上降温较快,无法保证管坯温度稳定在轧管工艺所需的温度范围,因此钼管轧制时的加热方式为在线加热,加热器随轧辊机架做往返运动使得管材得到连续加热。在线加热设备可用氧乙炔、氢氧焰、煤气、天然气、液化石油气等燃烧火焰,其中氢气加氧气火焰加热效果较好,且可防止管材轧制过程中的表面加热氧化。加热过程中通过调节氢气和氧气的流量和压力以控制加热温度和加热速度,最高加热温度可以达到1 100 ℃。轧制用钼管坯通常采用粉末冶金工艺生产,一是粉末压形后直接烧结成钼轧制管坯;二是将烧结好的钼管坯经锻造或者挤压等压力加工后制成轧制管坯;三是粉末压形后高温烧结成钼烧结棒坯,再将钼棒坯经锻造或者挤压后形成加工态棒坯,最后通过深孔钻等机加工方式加工成钼轧制管坯。赵虎等[19]发明了一种钼及钼合金管材的制备方法,该方法采用制备钼合金管坯(粉末冶金法)—热轧—温轧—表面处理的工艺,并通过控制工艺条件制备出了长度达10 000 mm的超长薄壁无缝钼合金管,成品率及材料综合利用率高。 图3 二辊轧机轧制钼管示意图 轧制法相比挤压和锻造方法制备的钼管表面质量及尺寸精度更高,且成品管材长度受限较小,生产效率高,适合大批量生产。但由于钼本身的特性,需要有专用的轧制设备和工模具。 拉拔法制备钼管是将轧制后的钼管在拉拔机上进行减径空拉以获得直径更小甚至毛细钼管。基于钼的特性,钼管拉拔时也必须在加热状态下进行。拉伸前,预先将钼管坯在加热炉内加热至700~800 ℃。考虑到钼良好的导热性,需在入模口处用氢气或煤气加热枪继续加热以保持拉拔所需的温度。拉拔时在管坯表面涂抹石墨乳以起到润滑作用。钼管拉拔前以及每道次拉拔后均需进行去应力退火,其中退火温度不低于850 ℃,保温时间不少于30 min。关秀兰[20]通过对电子束熔炼的钼锭进行挤压、轧制后的钼管进行空拉拉拔制备出了(φ1.0×0.255~φ3.4×0.2)×800 mm的毛细钼管。 拉拔法生产的钼管尺寸相对精确,表面质量好,所需设备及工模具比轧制简单,但由于其道次变形量小,拉拔道次多,因此生产周期长且中间辅助工序较多。 锻造法制备钼管的过程是先用粉末冶金等方法预制出钼管坯,然后使用锻压机械对钼管坯施加压力使其产生塑性变形获得一定形状和尺寸的钼管材。锻造过程中,通常在钼管坯的管腔中加入芯棒或者其它填充物。 李晶等[21]采用锻造方法制备出了管状靶材,研究了变形量对管靶晶粒组织的影响。结果表明:变形量80%、退火温度1 100 ℃条件下加工出的靶材为等轴晶组织,晶粒50~80 μm且大小均匀。朱琦等[22]发明了一种难熔金属钨、钼及其合金管材的锻造制备方法,其在钼管坯管腔中密实填充氧化铝粉,然后将管坯进行旋锻加工后获得密度高、晶粒细化且均匀的钼管材。李慧等[23]发明了一种钼管状靶材的锻造方法,其以高纯钼粉为原料经冷等静压成管状素坯,再真空烧结成烧结坯,然后在氢气气氛下经加热、保温后反复锤锻,最后进行真空退火制备出了相对密度高、晶粒组织均匀细小、性能优良的钼管状靶。 锻造法能够有效破碎管坯中的粗大的晶粒,显著提高钼管的机械性能,适合制备大规格厚壁钼管,但管材表面质量及尺寸公差相比轧制、旋压及拉拔法的管材要差。 随着技术及钼管材应用的发展,又出现了一些新的钼管材制备方法,如热等静压、等离子喷涂近净成形、化学气相沉积等。 热等静压是把粉末压坯或把粉末装入包套内置于热等静压机的高压容器中,然后采用惰性气体作为压力介质施以高温和高压从而使粉末或者粉末压坯被压制或烧结而形成致密的材料。对钼粉进行热等静压成型过程中,当压力达到15 MPa以上、温度超过0.5倍的钼金属熔点时可获得大于95%理论密度致密度的钼制品[24]。热等静压方法已经在钼管材尤其是在Mo-Nb、Mo-Ti、Mo-Na等难以通过热加工方式加工的合金管状靶材制备中得以应用[25]。王铁军等[26]发明了一种热等静压制备钼管靶材的方法。该方次经装粉—冷等静压—烧结—热等静压工序制备出了纯度高、气体含量低、组织均匀且晶粒细小的钼管状靶材。热等静压制备钼管材具有工艺简单、流程短、质量易控制等优点,但管材的长度受设备腔体的限制。 等离子喷涂近净成形技术近年来也被引入作为难熔金属管材的一种制备方法。利用该技术制备钼管时,首先根据成品管材内表面尺寸制备芯模,然后利用等离子喷涂产生的高温高速焰流连续将粉末喷射到芯模表面使其沉积至厚度达到要求的涂层后,去除芯模形成钼管构件。等离子喷涂近净成形技术制备的钼管材一般致密度不高,可采用热等静压、高温烧结+旋锻等加工手段进一步提高其致密度以满足最终使用要求[27-28]。 国外有学者采用化学气相沉积(CVD)和流化床-化学气相沉积(FB-CVD)方法进行了核燃料包壳用钼管的制备研究。Maloy等[29]采用FB-CVD法,制备出了厚度约0.08 mm、长度达152 mm的薄壁Mo合金管,其晶粒尺寸细小(小于0.1μm)且取向随机。Miles F Beaux等[30]采用CVD和FB-CVD方法进行了核燃料包壳用钼管的制备研究,经过50 h制备出了具有细晶组织且厚度足够的钼管,但该钼管在长度方向上均匀性不足,还暂时无法达到核燃料用包壳管的要求。 钼金属固有的高熔点、高电导率、较低的比阻抗、较好的耐腐蚀性以及良好的环保性能使其成为半导体、平面显示、太阳能等磁控溅射镀膜行业的首选理想材料[31]。在这些行业中,钼作为溅射靶材通过磁控溅射在基体上形成薄膜。从形状上钼溅射靶材可分为平面靶材和管状旋转靶材。与平面钼靶材相比,管状钼靶材的结构设计更具优势。研究表明[24]:因为管状靶材在溅射过程中不停地旋转而使得其表面不会出现重沉积现象,管状靶材的寿命是平面靶材的5倍,利用率达到80%以上,而平面靶材的利用率仅30%~50%。管状靶材的这些优点使得其逐步取代平面靶材在镀膜行业批量应用,也成为钼材料最重要的高端应用方向之一。 作为溅射靶材的钼管材相对规格较大,通常直径在100 mm以上、壁厚6 mm以上,长度最大可达3 000 mm。 小规格薄壁钼管材在航空航天和国民经济等多个领域获得了广泛的应用,可用作热电偶包套、电子发射管的栅极、磁控管的阴极支撑管、行波管的管壳及环杆结构等。宇航飞行器的部分零件如姿态控制发动机燃烧室采用中空异形旋转钼合金管制成。由于钼及其合金热中子截面小,强度较高,对核燃料有较好的稳定性,抗液态金属腐蚀性好,在核工业中钼管可用作气体冷却反应堆的包套材料和堆芯结构材料[31]。福岛核事故后,事故容错燃料(ATF)得到了广泛的关注,钼合金因具有高熔点、高导热率以及优异的高温力学性能和抗辐照性能,被认为是用于ATF包壳管较好的候选材料[33-34]。在这些应用领域中,钼管规格普遍较小,一般直径在20 mm以下、壁厚不超过2 mm。 钼管材因其优越的综合性能而被广泛应用于磁控溅射镀膜、热电偶、电子信息及核工业等领域。平面显示、太阳能光伏电池等行业用钼管状溅射靶材是钼材料的一个重要高端应用方向。该类钼管状靶材主要采用挤压法和锻造法制成,相比之下挤压法制备的管状靶材可获得更高的致密度和更加细小且均匀的晶粒组织,更能满足溅射镀膜要求。然而国内尚未攻克高品质大尺寸钼管状靶材制备的一些关键技术壁垒,导致该类产品长期依赖于进口,因此仍需进一步突破此类产品的技术瓶颈,同时还需在产品制备所需大型工装设备方面进一步加大投入和技术消化。 小尺寸薄壁钼管材比较适合采用旋压、轧制、拉拔等方法制备。近年来,我国在小尺寸薄壁钼管材制备方面虽然开展了一定的研究,但研究范围及实际应用有限,缺乏后续更为深入广泛的研究。随着高温加热炉的大型化、测温精确化以及核工业包壳管潜在的材质替换,用于热电偶包套及核燃料包壳材料的超长薄壁钼及钼合金管有着巨大的市场潜力[33]。而目前国内此方面的研究多停留在试验阶段的工艺可行性及材料的性能研究,距实际生产应用还有较大的差距,需要加快生产应用转化的步伐,同时也仍需在薄壁钼管材专用装备和测试技术方面加大研发和投入力度。1.2 旋压法

1.3 轧制法

1.4 拉拔法
1.5 锻造法
1.6 其他钼管材制备方法
2 钼管材的应用
2.1 大规格管状溅射靶材
2.2 小规格薄壁钼管零件
3 结语及展望
