钼镧合金杆焊接质量研究
2022-01-20康元芬郭世贵陈健雄徐兴松
康元芬,郭世贵,陈健雄,徐兴松
(自贡硬质合金有限责任公司,四川 成都 610100)
0 前 言
在钨钼深加工行业中,提高钨钼丝单重可以有效提高劳动生产效率和原材料成材率,小单重钨钼材料进行焊接已成为最快捷、最经济的常见措施。 Wadswortha J等[1]研究了TIG(钨极氩弧焊)焊接真空电弧熔炼锻造态2.5 mm厚TZM 板焊接接头的组织和力学性能,发现焊接接头附近纤维状组织消失,焊缝区和热影响区有明显的分界,焊缝区和热影响区的组织为明显的再结晶态,热影响区的显微硬度高于焊缝区,且断裂起始于焊缝,断裂模式为沿晶和解理混合断。罗昌森等[2]研究了掺Si-Al-Kφ2.0 mm钼丝的电阻焊焊缝组织,发现最好的组织状态为无明显的铸态和刚发生再结晶态。陈健雄[3]介绍了电阻焊焊接细纯钼杆的焊缝组织状态为无明显铸态组织,焊点抗拉强度可达到基材80%,可保证后续拉丝要求。卜春阳等[4]研究了电阻焊焊接φ5.8 mm粗钼杆的焊缝组织,发现大部分为趋向于等轴的再结晶态,焊点强度为基体的50%左右,且后续加工良好。
关于采用国产钨钼对焊机对钼镧合金杆焊接质量的研究鲜有报道,但在实际生产过程中开展该方面的研究工作意义较大。本文对钼镧合金杆焊接接头的形状、金相组织、抗拉强度、硬度等主要特性进行了重点研究,为从事钨钼材料焊接方面的科技工作者提供参考。
1 试验方法
1.1 试验设备
在实际生产过程中,不同类型的钨钼对焊机对焊接接头质量的影响较大,本文试验设备采用深圳市骏腾发自动焊接装备有限公司生产的多功能钨钼对焊机,设备主要参数:电源(3P380 V、50/60 Hz、100 KVA)、电容柜最大容量1 400 000 Uf、最大充电电压450 V、焊接变压器次调节级数3、额定负载持续率20%、焊接额定截面积27~64 mm2,图1为多功能钨钼对焊机工作示意图[5]。

图1 多功能钨钼对焊机工作示意图
1.2 试验材料及方法
试验采用的材料为轧制态钼镧合金杆,合金杆的横截面为正六方形,内切圆直径为7.0 mm。轧制态钼镧合金杆为直径25 mm、单重约4 kg的粉末冶金烧结棒经12台三辊Y型机架连轧而成的六方型终轧杆,其化学成分如表1所示。

表1 试验材料的化学成分 %(质量分数)
对加工工艺进行了严格的控制,试验所用钼镧合金杆全部取自同根轧制态钼镧合金杆,可以确保钼镧合金杆性能稳定性良好。通过调节焊接工艺参数,对焊接接头形状进行了有效控制。本文以焊接接头为中心切取适当长度的试样,制成标准长度的拉伸试样,通过对标准试样的抗拉强度、焊接接头形状、焊接接头部位的金相组织形貌及硬度等特性进行研究分析,评判钼镧合金杆的焊接质量情况。
采用线切割加工方法沿纵向中截面对焊接接头部位制备金相试样。金相腐蚀液体采用10%的铁氰化钾溶液和10%的氢氧化钠溶液1∶1混合,采用型号为SAMSUNG-SDS415的光学显微镜对基体、焊接接头及附近区域微观组织进行观察。
2 试验内容及结果分析
2.1 焊接接头形状与焊接接头抗拉强度之间的关系
从图1可知,焊接参数主要包含了预热功率、预热时间、充电电压、锻压力、冲程、电极之间的距离(电极2与电极4之间的距离)等,通过调节各参数可以有效控制焊接接头的形状,在工业化连续生产中,以固定不变的焊接参数控制焊接接头质量的方法不是很理想,因为随着焊接数量不断增大,原料、焊接电极、电阻对焊机设备、储电电容等状态很难稳定在原始状态,因此,通过固定对焊机一部分参数,在适宜的范围内有效调节关键焊接参数(通过前期研究[5]发现对焊接接头形状影响较大的关键参数为电极之间的距离、锻压力和冲程),以焊接接头形状为最终控制标准的方法更加可靠,表2例举了其形状与抗拉强度的关系。
由表2可见:外径为10.5~14 mm左右的焊接接头平均抗拉强度为124 MPa,大约为基体抗拉强度的18%,在拉伸试验中全部为焊缝处断裂,观察断裂部位可以发现焊接部位只有较少的连接,造成该现象的主要原因为冲程或锻压力过小,造成焊接杆料两端面组织未能充分熔合并在合适的锻压力作用下进行有效塑性变形,因此焊接接头表现为虚焊状态,在实际生产过程中,用较小的力度敲击或者在去飞边过程中稍微用力就可发生断裂。因此在焊接过程中应避免焊接接头形状过小,通过调节锻压力和冲程等关键参数,有效控制焊接接头的形状尺寸。
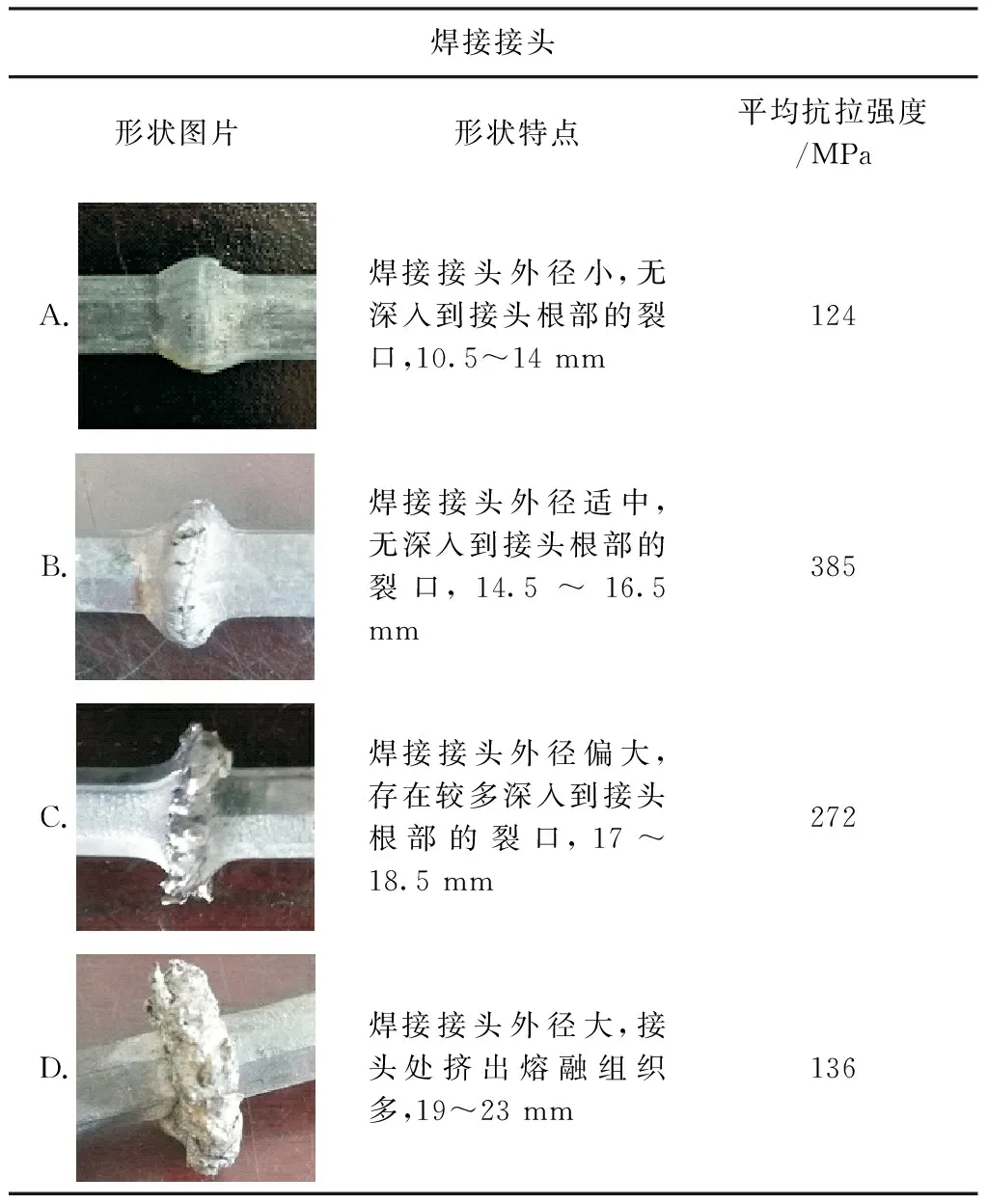
表2 焊接接头形状与抗拉强度之间的关系
外径为17~18.5 mm左右的焊接接头平均抗拉强度为272 MPa,大约为基体抗拉强度的40%,在拉伸试验中焊接接头处易断,宏观上焊接接头处存在较多深入到根部的裂口,焊接接头抗拉强度波动幅度较大,通过降低锻压力和冲程可明显减少该现象,主要原因可能为焊接熔合金属在锻压力和冲程综合作用下变形失稳产生较多裂纹。
外径为19~23 mm左右的焊接接头形状大,杆料焊接端头处熔合金属几乎全被挤出,抗拉强度为基体的20%左右,拉伸试样主要在焊缝处或焊接接头根部断裂,焊缝及其根部强度低,采用机械敲击容易断裂。
外径为14.5~16.5 mm左右的焊接接头抗拉强度较稳定,而且形状稳定性高,抗拉强度可达基体强度的57%~70%,适合工业化生产的需要。
2.2 焊接接头的金相组织及硬度分析
为了更深入了解抗拉强度稳定可靠的焊接接头内部组织状态,对B类焊接接头纵向及横向都进行了金相分析。图2为焊接接头纵向焊缝(a)、距焊缝约3 mm(b)、基体组织与热影响区组织分界处(c)的金相组织照片,从图2(a)可以看出焊缝处的组织方向与图2(b)、图2(c)的组织方向近似垂直成90°,说明在对焊机纵向方向的瞬间锻压力作用下,焊缝处的组织被剧烈挤压,组织呈纵向压扁缩短、横向延伸拉长,沿纵向呈长条状的基体纤维状组织完全消失,大部分组织呈横向长,纵向短的挤扁状态,同时也存在较多的细小等轴晶组织。焊缝处呈再结晶态说明所焊钼杆两端面经历瞬间高温,两端面的组织进行了熔合过程,再经过对焊机的瞬间锻压力作用,两端面组织在再结晶温度以上发生了动态再结晶,因此出现较多的细小等轴晶组织,未发现焊缝处组织有未焊透、孔洞、夹杂物、气孔、裂纹等缺陷。

图2 焊接接头部位纵向金相组织(箭头方向为纵向)
有观点表示焊接部位趋向于等轴晶状态为良好,本文发现焊缝处可以达到该状态,但在距离焊缝7 mm内的热影响区很难达到该状态,对A、B、C、D类焊接接头各区域都进行了金相组织观察,发现无论哪类焊接接头,热影响区的金相组织都为完全再结晶组织,C、D类热影响区的异常长大的再结晶组织更明显,这也是C、D类焊接接头为什么容易在焊接接头附件出现断的根本原因。图2(b)为B类焊接接头根部组织状态,可以发现该位置的组织状态与焊缝处的组织状态差异大,组织沿纵向都已经发生了再结晶长大状态,在近焊缝端组织向焊疤方向弯曲,说明对焊机的瞬时锻压力对热影响区近焊缝端组织有一定挤压力,该部分组织发生了部分塑性变形,因此锻压力不能超过该部分组织的变形抗力,锻压力过大焊接接头就会出现深入到根部的裂纹,同时该部分组织的位移也不能超过材料在该温度下的最大延伸量,也再次说明对焊机的锻压力和冲程为两个非常重要的关键参数。
图2(c)为B类焊接接头距焊缝约7 mm处的组织状态,能明显发现该位置为基体纤维状组织与热影响区的长条状再结晶组织的交界处,可以发现热影响区的组织都为再结晶状态,因为杆料端面焊接温度都达到了材料的熔点温度,而掺镧钼的再结晶温度不超过1 650 ℃,因此离焊缝越近组织的再结晶长大程度越大,为了保证焊缝根部组织不会因组织过烧而发脆先断,对焊机的输出能量也至关重要。
图3为焊接接头横截面金相组织,其中图3(a)为焊缝处横截面金相组织,可发现大部分组织为再结晶长大状态,部分为等轴的细小动态再结晶组织,未发现组织有未焊透、孔洞、夹杂物、气孔、裂纹等缺陷,这与图2(a)组织能很好对应起来。图3(b)为距焊缝3 mm处横截面金相组织,可发现该位置大部分组织为长大的再结晶长大状态,也有较少部分为等轴的再结晶细小组织,与焊缝处金相组织相比,该位置再结晶程度偏大,从图3(c)可知距焊缝约7mm处的横截面金相组织未见明显的再结晶长大组织,趋向于基体状态。

图3 焊接接头横截面金相组织
运用HRS-150型数显洛氏硬度计对焊接接头进行硬度检测,如图4所示。由图4可知:焊接接头沿纵向距焊缝不同距离位置的HRB硬度,发现焊缝处的硬度最低,热影响区的硬度相差不大,距焊缝8 mm左右的硬度已经接近基体硬度,这些数据再次说明内部组织状态发生变化也直接影响到材料的硬度,对焊缝从上到下进行硬度检测,发现硬度比较稳定,基本无差异,说明焊缝组织均匀性较好。
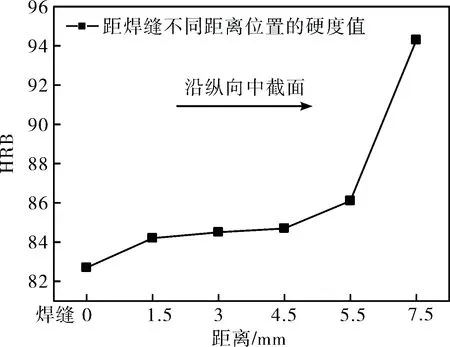
图4 距焊缝不同距离位置的HRB硬度
综上可知,影响焊接接头质量的主要控制难点为焊缝的组织状态及焊缝根部的组织状态,焊缝处大部分组织呈横向长,纵向短的挤扁状态,同时也存在较多的细小等轴晶组织,焊缝根部组织呈再结晶但未过烧状态时为较好状态;同时影响焊接质量的关键参数为焊接能量参数、锻压力及冲程参数,B类焊疤所对应的主要参数为:焊接能量参数预热功率65%~73%、预热时间28~33 ms、锻压力0.28~0.4 MPa、冲程8.5~12 mm。
3 结 论
(1)影响焊接接头质量的主要控制难点为焊缝的组织状态及焊缝根部的组织状态,焊缝处大部分组织呈横向长,纵向短的挤扁状态,同时也存在较多的细小等轴晶组织,焊缝根部组织呈再结晶但未过烧状态时为较好状态。
(2)对焊机中的焊接能量、锻压力、冲程为影响焊接接头质量的关键因素。
