钼合金增材制造研究进展
2022-01-20徐照宁田高龙朱晨辉徐流杰
徐照宁,田高龙,朱晨辉,徐流杰
(1.河南科技大学材料科学与工程学院,河南 洛阳 471003)(2.河南省高温结构与功能材料重点实验室,河南 洛阳 471003)
0 前 言
钼在我国是具有战略意义的金属。金属钼及其合金具有熔点高、高温强度大、高温蠕变速率低、膨胀系数小、导热导电及抗热震性能优、抗磨损和抗腐蚀性能强等特性,广泛应用于冶金、机械、石油、化工、国防、航空、航天、电子、核工业等诸多领域[1-3]。然而,金属钼在高温下强度、韧性、硬度较差,且易氧化,再结晶温度低,再结晶后易脆断,故用于高温抗磨领域时耐磨性较差。同时,钼及其合金低温脆性大、韧脆转变温度高,这些缺点对钼及其合金的加工性能产生了严重影响,并且对其应用范围也有限制。传统钼合金的制备需要制作专门的模具,工艺比较复杂,成本较高,因此,寻找一种新的制备钼合金工件的工艺将成为未来关键[4-5]。
增材制造技术又被称为3D打印技术,是近年来发展起来的又一加工制造技术[6]。相对于传统减材制造,增材制造是一种通过在三维空间中增加材料制备工件的技术,基于CAD/CAM,选用一定标准的粉末,在热源的作用下构造工件[7-8]。传统制造中生产的工件越复杂,加工所需要的成本也越高,而增材制造技术突破了制造复杂结构零件的技术瓶颈,在复杂零件的生产过程中增材制造技术更具优势[9-10]。尤其是在航空航天等高端制造业,增材制造技术提高了航空航天部件制造过程中材料利用率。钼合金作为难熔材料,增材制造技术为钼合金成型提供了新工艺。
1 钼合金增材制造工艺
工业生产中钼合金可分为:Si-Al-K掺杂钼合金、稀土钼合金、钼铼合金、钼钛锆合金、钼铜合金等[11],由于钼合金的种类众多,对于不同的应用方向,工艺的选择也不相同,其中热源选择尤为关键,结合国内外研究现状,钼合金增材制造工艺一般有激光工艺和电子束工艺[12-13]。
1.1 激光工艺技术制造钼及钼合金
激光增材制造(Laser Additive Manufacturing, LAM)技术是集精确成形和高性能成形为一体的制造技术,包括激光工程化净成形(Laser Engineer Net Shape, LENS)和选区激光增材制造(Selective Laser Melting, SLM)技术[6,14]。
目前,对于激光增材制造研究较多的工艺参数包括激光功率、扫描速度、扫描间距以及扫描策略等[15-17],现在对纯Mo等难熔金属的激光增材制造研究主要集中在两个方面,即孔隙抑制和裂纹抑制。John L.Johnson等[18]的研究结果表明:对于纯Mo的SLM, 200 W的激光功率过低,导致制备样品孔隙率高(见图1);即使通过减小层厚、舱口距离和扫描速度来增加体积能量密度(VED),也会出现这种情况。使用400 W激光机可以显著降低孔隙率。此外,难熔金属的SLM通常由于其高韧脆转变温度而导致沿晶开裂。庞红等[19]研究了选区激光制造技术制备纯Mo、Mo-5Co合金。结果表明:选区激光制造成形Mo-5Co合金的硬度、抗压缩强度优于选区激光制造成型纯Mo,也比热压烧结制备的纯Mo性能更优;在400 ℃摩擦磨损试验中摩擦系数可达0.1,耐磨性能很高;制备所得的钼合金在700 ℃显现出较为优良的高温抗氧化性能。L.Kaserer等[20]通过在纯Mo中添加0.45%C,减少了SLM成形过程中氧化物的生成,凝固模式由平面生长转变为柱状生长,最终组织为α-Mo周围包围网状Mo2C,致密度提高1.9%,硬度提高65%,抗弯曲强度提高340%,添加C元素合金化起到了改善成形过程,提升制件性能的作用。
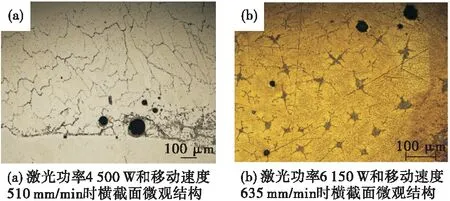
图1 不同功率及移动速度钼合金的微观结构
为了进一步探究激光增材制造过程扫描策略对所制备样品的影响,很多学者研究了单道、多道试样中激光功率、扫描速度、束流强度对搭接及缺陷组织的影响,通过改变参数,得到致密度较高、力学性能较好、组织无缺陷的样品[21]。贾清波等[22]研究了激光选区熔化激光功率对成形试样致密度、显微组织以及硬度的影响,结果表明:选择的激光功率不同,成形试样的致密度差异会很大;激光功率较高时会产生柱状晶,且组织会趋于均细化,激光功率较低时由于致密度较低、组织粗大等原因硬度也较低,较高的激光功率成形后的试样由于组织均匀、致密度高等原因抗氧化性能也较好。李翘楚等[23]研究了激光选区熔化的工艺参数对Ti-Mo合金的显微结构和性能的影响,通过控制工艺参数来控制熔池,建立熔池的理论模型,并且确定了工艺参数与熔池形貌的关系。研究进一步探讨了熔池的微观形貌和宏观力学性能的关系,从而获得最佳工艺参数。试验过程中采用保持扫描间距和扫描速度不变,改变激光功率的研究策略,根据不同功率下成形样品的纵向金相照片,可以计算出不同激光功率下熔池的尺寸。研究发现:随着激光功率的增加,熔池的宽度和深度不断增加,但斜率逐渐减小;当激光能量与扫描间距保持不变时,随着扫描速度不断增加,熔化的粉末量逐渐减少,并且所得的熔池的宽度和深度不断减小。
钼合金激光增材制造一般选用粉末作为原料,钼粉的制备也有一定的标准,Tan等[24]以石墨化+热塑性塑料的方法制备钨钼合金粉。为了揭示钨钼粉末显微结构的演变机理,对不同工艺阶段的钨钼粉末显微结构进行了详细的研究。最后,通过激光烧结试验验证了钨钼合金粉的成形能力。这项工作可作为用类似方法制造其它难熔二元或三元合金的基础;并且用液相扩散法制备了无裂纹钨钼合金;采用喷雾造粒和热等离子球化相结合的方法合成了球形钨钼合金粉。不断进行技术改进与工艺优化,发现钼合金激光增材制造具有很大价值。
1.2 电子束沉积(EBSM)工艺制造钼合金
电子束增材制造技术一般包括电子束选区熔化技术和电子束熔丝沉积成形技术两种。相对于激光增材制造,电子束增材制造的热能较高,扫描形成的熔池温度也更高,材料对电子束能的吸收率更高,因此,采用电子束增材制造钼合金更具潜力[25]。
我国在电子束增材制造上的研究较早,由于钼属于难熔金属,一般的工艺很难制备钼合金,而电子束熔丝沉积工艺具备能量输入大,沉积效率高,真空洁净度好,可用于直接制备复杂零件等特点,可以很好地解决这一问题。邢希学等[26]研究了电子束熔丝沉积不同工艺参数下(扫描路径、束流密度、打印速度和送丝速度等)对沉积样品的微观组织、力学性能以及内部缺陷等的影响。袁子凯[27]研究了电子束熔丝沉积工艺参数对钼合金微观形貌影响、沉积样品缺陷及晶体取向的影响,结果表明:不同工艺参数对沉积层宏观形貌影响较大,采用往返扫描路径的扫描策略得到的沉积层宏观形貌。并且研究了束流密度、打印速度对沉积层的高度、宽度的影响,结果表明:沉积层内部晶粒生长形貌与工艺参数有直接的联系,其中束流密度对晶粒生长的影响最大,束流密度较小时,主要以不规则的块状晶粒为主,束流密度增大时,晶粒有趋于柱状晶生长的趋势。采用电子束沉积工艺制备的钼合金沉积层内部均没有明显的弥散增强颗粒形成,合金元素主要以固溶形式存在,同时Ti的烧损非常严重,丝材中加入的 Ti 没有很好的起到固溶增强的效果。由于现在对钼的研究比较少,得到的结果可能还不具有普遍性,需要进一步的研究。
在EBSM工艺中,粉末层的厚度可达75~200 μm,并且在增材制造过程中,能保证良好的层间结合质量,且对粉末粒径要求较低,大大降低了粉末耗材成本,Christopher Rock等[28]采用机械合金化方法制备了钼+碳化钛金属基复合粉末,并将其与纯钼粉通过电子束粉末床熔融形成三明治结构用于增材制造。钼+碳化钛固体层形成钼与离散碳化钛颗粒、共晶钼+碳化钛和钼枝晶的混合结构。热力学模拟表明:该系统在所用的组成范围内包含不变的共晶反应,并表明该系统对组成和温度的变化高度敏感。
2 增材制造钼合金的组织性能
2.1 增材制造钼合金的微观组织及物理性能
增材制造是一个移动式点热源瞬时加热熔化后快速冷却的过程,成形过程不仅涉及复杂的传热与传质,还伴随着复杂的组织相变过程,由于材料的微观组织决定力学性能,增材制造合金由于加热温度高、冷却速度快,所以相对于铸态合金具有截然不同的微观组织。在增材制造钼合金过程中,不同的激光功率与移动速度对钼基板进行预热,但在高的残余应力下,钼合金极易出现缺陷,如气孔、裂纹和焊道之间的潜在偏析[18,20](见图1)。喷雾造粒制备的钨钼粉末经过增材制造得到钼合金的XRD图显示可以发现W2C和Mo2C相[24]。在W-Mo粉末中,有机粘结剂或分散剂存在于W/Mo颗粒接触的区域,W和Mo在烧结过程中均与有机粘结剂或分散剂发生反应,从而形成碳化物。而增材制造存在物理熔化、化学冶金等变化,会产生化合物或新相,对微观组织及机械性能有很大影响。
袁子凯[27]研究表明:TZM合金在电子束熔丝沉积过程中,单道多层沉积层采用不同送丝速度沉积的显微组织形貌也不相同(见图2),沉积层均没有明显的弥散颗粒产生。这可能是在熔丝沉积制备TZM合金过程中,沉积层受到周期性的快速加热和冷却,一定程度上会导致沉积层中溶质的固溶极限提高,抑制了第二相的析出。并且偶尔可以发现部分纳米级的白色颗粒,数量非常稀少,对其做X射线能谱分析(EDS),可以得知颗粒主要为Zr的氧化物,颗粒直径为500 nm左右。在基体的位置做EDS分析,发现 Ti的含量非常低,说明沉积过程中Ti的烧损情况非常严重,加入的合金元素Ti没有很好固溶以及形成增强颗粒。
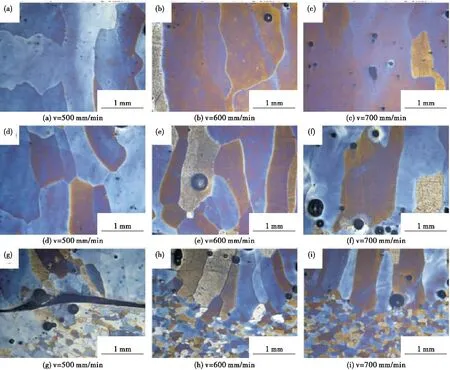
图2 不同送丝速度下沉积层纵截面不同位置的晶粒形貌
Ti-Mo二元合金激光增材制造过程中,对相同工艺下进行多层激光熔覆的不同Mo含量Ti-Mo合金进行微观组织观察,熔覆层由表层细小的等轴晶和内部粗大的柱状晶组成,这是由Mo的含量决定的,随着Mo含量的增加,等轴晶向柱状晶转变,并且随着Mo含量的增加,二元合金的相由α相转变为β相[23];进一步对Ti-Mo-Al三元合金进行激光增材制造,发现随着Al元素加入后,三元合金的表面由等轴晶变为了胞状组织,这主要是由于凝固温度梯度随着加入合金元素产生变化导致的,并且随着Al含量的增加表层胞状组织的宽度由窄变宽,胞状组织层的宽度也随之变宽。
增材制造无缺陷的钼合金是当前最热门也是最基础的研究,可以通过适当添加合金元素形成固溶体。Tan等[24]将钼与钨混合并通过热等离子球化后,利用激光粉末床熔融技术成功制备出几乎完全致密、气孔较少的钨钼合金。L.Kaserer等[20]将钼与碳合金化后利用SLM技术成功制备出了高致密化且无裂纹的钼合金(见图3),对纯钼及掺碳钼合金采取不同的线能量及基板预热温度的扫描工艺,得到了基板温度为800 ℃是完全抑制裂纹和将相对密度增加到99%所必需的规律,见表1。
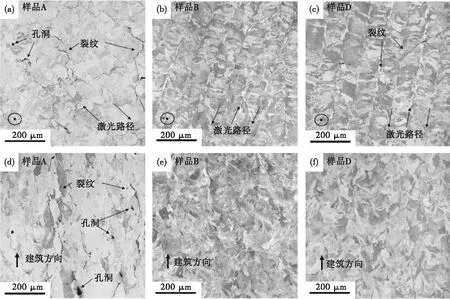
图3 经SLM处理的纯Mo和Mo-0.45%C(质量分数)的抛光和蚀刻晶粒结构注:样品A、B、C、D为表1试样;图(a)-(c)为俯视图横截面,图(d)-(f)为侧视图横截面
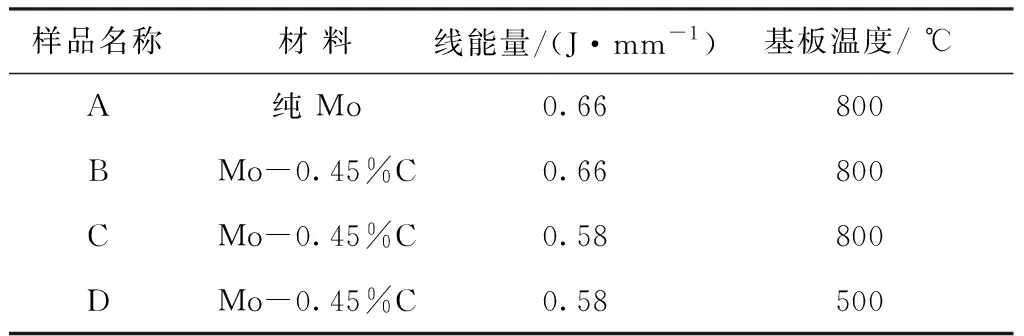
表1 钼合金扫描工艺
2.2 增材制造钼合金的力学性能
对激光增材制造Ti-Mo合金进行显微硬度检测及拉伸试验[23],结果见表2。

表2 Ti-Mo试样力学性能
碳合金化增材制造得到的无缺陷钼合金和传统加工手段得到的钼合金相比,抗弯强度增加340%,显微硬度增加12%[20](见图4)。
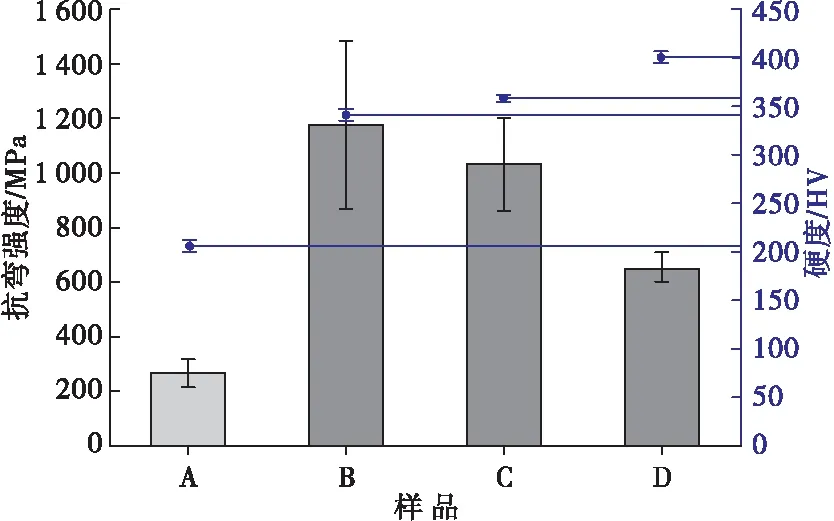
图4 碳合金化后钼合金的抗弯强度与显微硬度(样品A、B、C、D为表1试样)
袁子凯[27]利用电子束沉积工艺,采用不同的打印速度和不同的束流密度制备出的钼合金显微硬度HV只有150~170,远低于传统的制备的钼合金显微硬度,并通过相应的组织分析,得出沉积层的硬度值基本取决于晶粒大小和沉积层的内部应力这一结论(见图5)。组织和性能都取决于合金粉末熔化凝固过程,因此,对增材制造工艺参数与制造工艺过程进行有效控制,才能获得良好的组织和性能。
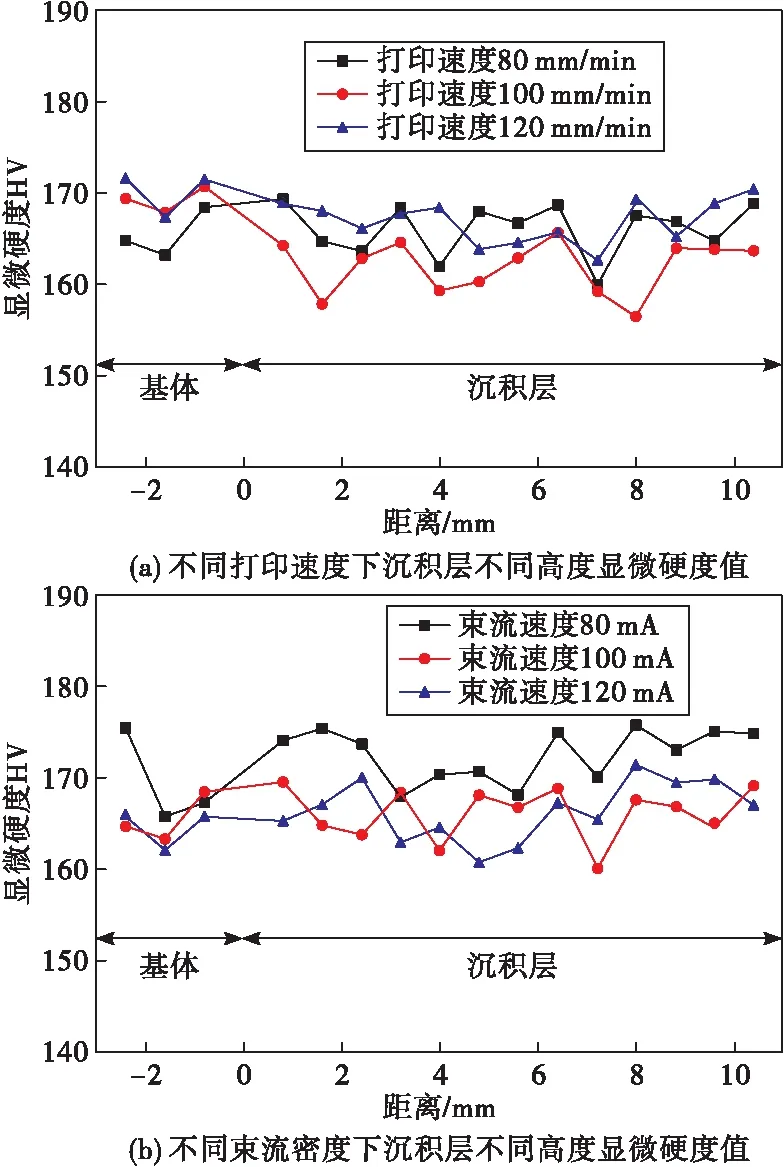
图5 TZM合金电子束送丝显微硬度
3 结论与展望
目前,增材制造作为一项颠覆性的技术正在推动制造业的发展进步,对于那些难加工的工件,采用传统加工工艺周期会大大增加,从而增加制造成本。对于增材制造而言,工件的复杂程度对成本的影响很小,所以传统工艺难以加工或者无法加工的工件可以通过增材制造技术得以实现,增材制造的出现打破了传统制造业的局限性,并为航空航天发动机领域的发展提供了又一选择。增材制造由于冷却快,得到的钼合金致密度较低、裂纹、未熔等问题成了制约钼合金增材制造的关键,大多数研究通过改变工艺参数或者扫描策略以求得到高致密度、无缺陷的工件。模拟仿真技术可以大大减少试验成本,适当利用模拟仿真技术,通过试验和模拟相结合的方法,得到合适的工艺参数及扫描策略,这为钼合金增材制造提供了新的思路和方法,开辟了新的路径,可能是未来重要的研究方向。随着研究的深入,设备技术的发展,工艺方法的优化,钼合金增材制造技术一定会有所突破,这方面的研究进展值得探索和关注。
