基于响应面法SLA光敏树脂3D打印工艺策略
2022-01-17郭小锋王坦崔陆军谷明辉
郭小锋,王坦,崔陆军,谷明辉
(中原工学院机电学院,郑州 450000)
3D打印技术是一种基于计算机科学和材料科学发展起来的一体化成型技术,相对于传统机械加工的“减材制造”技术而言,其又被称为增材制造技术[1–2]。它是以数字模型文件为基础,运用塑料、金属粉末、树脂或浆料等可粘合材料,通过逐层堆叠累积的方式来构造实体的技术[3–5]。目前,3D打印类型有立体光固化成型(SLA)、熔融沉积成型(FDM)、数字光处理(DLP)、选择性激光熔化(SLM)、选择性激光烧结(SLS)等,而SLA以成型精度高、打印幅面较大、能够打印细节复杂的零件等特点获得最为广泛的应用[6–9]。目前,SLA成型材料主要为液态的光敏树脂,其主要成分包括齐聚物、光引发剂、活性单体。SLA技术是一种通过高速扫描振镜控制紫外光束对液态光敏树脂进行逐层固化的3D打印技术,光敏树脂在紫外光的照射下发生聚合反应,经过不断堆叠累积,最终完成零件的打印成型[10–12]。
在SLA 3D打印装备的研发过程中,研究者发现激光功率、扫描速度、扫描间距等打印工艺参数对成型试件的性能具有重要的影响。张军前等[13]以成型件的收缩率为评价指标,研究了工艺参数对某国产光敏树脂SLA成型精度的影响,通过正交试验和极差分析确定了最优参数组合。李晶晶等[14]探究了打印层厚、扫描速度、填充线距及后固化时间等工艺参数对SLA成型质量的影响,得出了各工艺参数对试件力学性能的影响及变化规律。蒋三生[15]研究了激光功率、光斑直径、切片厚度和扫描速度等工艺参数对SLA 3D成型试件质量的影响,得出了最佳成型精度下的工艺组合。
从以上研究可以发现,现有的研究主要侧重于工艺参数对打印精度或试件强度的影响。而事实上,工艺参数对打印模型的打印精度、强度及时间效率存在着耦合的影响关系;此外,增材制造中存在的普遍问题是打印成型中需要耗费太多的时间,通过对SLA 3D打印过程的分析研究发现,在一些应用场景下,用户希望在满足打印精度和强度的前提下,打印时间越短越好。因此,仅以打印质量为评价目标的工艺策略研究不能满足这一需要,而综合考虑打印精度、试件强度和打印效率三个评价指标,研究工艺参数对它们的影响规律,进而制定智能的成型工艺具有重要的意义。
针对这些问题,笔者首先分析了影响SLA打印精度、强度和效率的工艺参数;利用Box-Behnken试验设计方法建立二次回归模型。采用方差分析对所建立的模型进行验证,讨论了输入变量和输出响应之间的关系,以及输入变量之间的相互作用[16–17]。最后,通过实验及数据分析开发了适应于SLA 3D打印的智能工艺策略包。
1 实验部分
1.1 主要原料
SLA工业应用光敏树脂材料:SK-810A,材料颜色为乳白色,密度为1.09 g/cm3(25℃),黏度为350 mPa·s (28℃),中山精合电子材料有限公司。
1.2 主要仪器及设备
SLA 3D打 印 机:SLA-600型,打 印 幅 面为600 mm×600 mm,全固态紫外激光器,波长355 nm;
电液伺服万能试验机:WAW-600C型,长春新试验机有限责任公司;
Dino-Lite显微镜:上海巴拓仪器有限公司。
1.3 测试件设计
力学性能测试件设计:为了便于后期进行拉伸性能测定,根据GB/T 1040.2–2006设计拉伸试件的形状和尺寸;
精度测试件设计:设计了一个标准中空正方体,设计成中空结构是为了减小打印残余应力对零件翘曲变形的影响。
测试件的设计形状和尺寸如图1所示。

图1 测试件的形状和尺寸
1.4 试验方法
利用响应面分析软件Design-Expert,在单因素试验的基础上,按照Box-Behnken试验设计原理,以激光功率(以设备最大激光功率的百分数表示)、扫描速度、扫描间距作为输入变量,成型误差、拉伸强度、打印时间作为响应值,设计了三因素三水平试验。采用逐步回归法对拟合出的二次回归模型进行方差分析,利用等高线图、3D响应图,分析各变量相互间对输出响应值的影响,采用满意度函数求得较优化工艺参数组合,实现多目标优化。
1.5 性能测试与表征
(1)成型误差测量。
在打印完成后,从基板上取下试件放入超声波清洗机中清洗表面多余的树脂,利用Dino-Lite显微镜测量精度测试件X和Y方向的尺寸。激光扫描路径采用层间垂直扫描,这样X方向和Y方向误差相差不大,在精度测试件不同位置分别测量5组,取平均值作为实际成型误差。
(2)拉伸强度测试。
将试件在电液伺服万能试验机上进行拉伸,每组工艺参数拉伸5个试件,剔除不合理数据,取平均值作为实际拉伸强度,加载速度为0.05 mm/s。
(3)打印时间统计。
利用SLA 3D打印机的打印软件自动计时功能,记录每组工艺参数下的打印时间。
2 结果与讨论
2.1 试验方案及结果
首先在单因素试验的基础上,建立合理的工艺参数水平编码表,再利用Design-Expert软件中Box-Behnken试验方法得到科学的设计方案,共17组工艺参数组合,其中5组中心点重复组用于评估试验误差,根据试验设计方案分别对每组工艺参数进行上机试验,保证每组试验在环境温度26℃、湿度40%以下进行。各工艺参数和编码级别见表1,Box-Behnken试验设计方案和试验结果见表2。

表1 各工艺参数水平编码表

表2 Box-Behnken试验设计方案和试验结果
2.2 成型误差
通过对精度测试件进行测量和计算,得出成型误差。采用逐步回归法,进行F检验,结果见表3。图2为激光功率和扫描速度对成型误差的交互影响。表3中模型整体方差分析表明,p值远小于0.000 1,说明模型是成立的,有统计学意义。分析得到模型决定系数(R2)为0.980 5,调整决定系数(R2adj)为0.965 4,说明响应值的变化96.54%来源于所选因素。模型失拟项F值为0.3,p值大于0.05,说明模型拟合良好,无需再引入更多项。预测决定系数(R2pred)为0.946 9,表明模型对新响应值进行预测效果出色。信噪比(S/N)值为26.875,通常希望该值大于4,说明模型的充分性和合理性。因此,拟合出的模型具有足够高的精确度,能够准确地反映试验结果,式(1)的二次回归方程能够作为数据拟合的统计模型对后续试验进行预测分析。
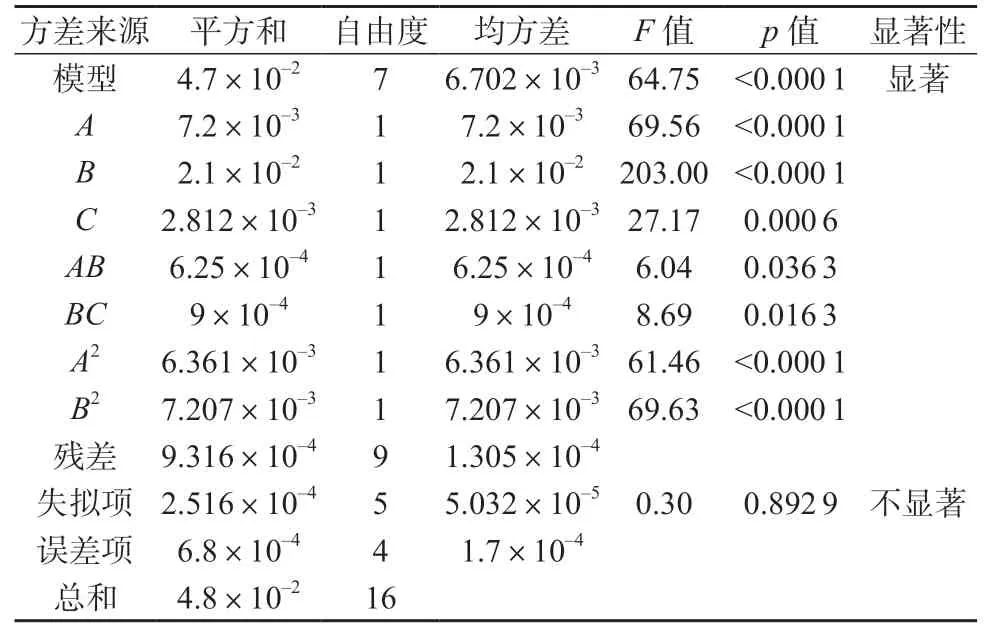
表3 成型误差的方差分析

图2 激光功率与扫描速度对成型误差的交互作用影响图

根据表3中各因素F值大小可知,对成型误差影响等级为B>B2>A>A2>C>BC>AB,扫描速度对成型误差的影响最显著。由于激光功率和扫描速度是决定最大固化深度和最大固化宽度的主要因素,而最大固化深度和最大固化宽度是影响SLA成型试件尺寸精度和表面质量的重要参数,故主要讨论激光功率和扫描速度对成型误差的交互影响,结果如图2所示。由图2可以看出,当激光功率一定时,扫描速度对成型误差的影响先减少后增加,其原因为当激光功率一定时,扫描速度越大光敏树脂在单位时间内吸收的激光能量越少,不能满足固化的基本要求,试件相邻层之间会产生严重的错层、断层等缺陷;当扫描速度过小时,激光作用在光敏树脂上的时间过长,造成固化区域周围发生过固化现象。这两种现象都会影响试件的成型误差。
2.3 拉伸强度
通过拉伸强度试验得到各工艺参数组合下的拉伸强度,对拉伸强度进行F检验,主要结果见表4,二次回归方程见式(2)。根据表4中各因素F值大小可知,对拉伸强度影响等级为C>B>A>A2>C2>AB,扫描间距对成型误差的影响最显著。在同一扫描区域内,扫描间距越大,激光扫描线越稀疏,会造成扫描线内部间隙残余树脂不完全固化现象;扫描间距过小时,相邻扫描线之间的过固化区域增大,出现已固化的树脂再次固化现象。因此,扫描间距对拉伸强度的影响较为显著。拉伸强度=63.43–7.09A–10.13B–10.92C–6.05AB–

表4 拉伸强度的方差分析主要结果

图3 为激光功率和扫描速度对拉伸强度交互作用影响图。由图3可以看出,当扫描速度一定时,激光功率对拉伸强度的影响先增加后减少,其原因为当扫描速度一定时,激光功率过大,固化层吸收激光能量过多,易发生应力应变,导致试件发生翘曲变形;激光功率过小时,光敏树脂在单位时间内吸收的激光能量不能满足固化的基本要求,试件相邻层之间会产生严重的错层、断层等缺陷,造成应力集中,都会影响试件的拉伸强度。

图3 激光功率与扫描速度对拉伸强度交互作用影响图
2.4 打印时间
通过SLA 3D打印软件的自动计时功能,记录每组工艺参数下试件的打印时间。对打印时间进行F检验,主要结果见表5,二次回归方程见式(3)。
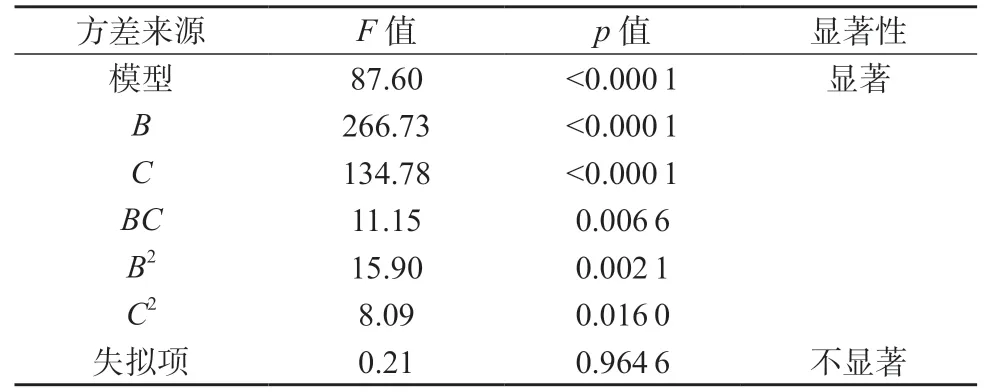
表5 打印时间的方差分析主要结果
打印时间=189.89–10.37B–7.38C+3.00BC+

根据表5中各因素F值大小可知,对打印时间影响等级为B>C>B2>BC>C2,扫描速度对打印时间的影响最显著。图4为扫描间距和扫描速度对拉伸强度交互作用影响图。由图4可以看出,当扫描速度一定时,扫描间距越大对打印时间的影响越大。其原因是扫描速度一定时,扫描间距越大,试件所需的扫描时间越少,所用的总体打印时间也就越小。激光功率对打印时间影响不显著,说明激光功率对打印时间几乎没有影响。

图4 扫描速度与扫描间距对打印时间交互作用影响图
2.5 工艺策略
在Design-Expert软件中使用优化器,即满意度函数进行优化,分别以成型误差、拉伸强度、打印时间为衡量指标,通过给各个变量和响应值不同的权重和界限,得到最佳工艺推荐表。将优先考虑打印质量的工艺策略定义为质量模式,将优先考虑时间效率的工艺策略定义为速度模式,将均衡考虑打印质量和时间效率的工艺策略定义为均衡模式。以质量模式为例,优先考虑成型误差和拉伸强度,由于机器本身存在系统误差,一般认为成型误差在0.15 mm以内为较优;拉伸强度则根据光敏树脂的不同,参考试验结果而确定,由此指定的各变量和响应值不同的权重及界限见表6。

表6 各变量和响应值不同的权重和界限表
在Design-expert软件Optimization模块中设置完成各个变量和响应值的权重和界限后,使用优化器进行优化计算,从而得到质量模式的工艺参数复合合意函数推荐表,见表7 (Design-Expert优化器给出36组质量模式的工艺参数,表7仅取6组为例)。
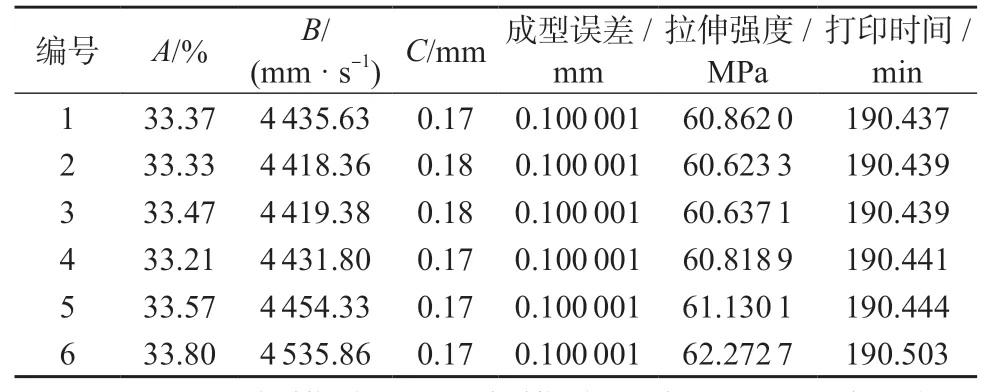
表7 质量模式的工艺参数复合合意函数推荐表
对于速度模式和均衡模式的优化过程与质量模式优化方法一致,只需改变各个变量和响应值不同的权重和界限,故不再论述。综合各个模式的工艺参数复合合意函数推荐表,得到质量模式、速度模式、均衡模式下工艺策略推荐范围见表8。

表8 工艺策略推荐范围表
为了验证模型预测值与实际试验值之间的相关性,检验响应面优化模型的可靠性,在最佳工艺参数范围中,三种模式分别选取5组进行验证试验,结果表明,速度模式下的误差为3.5%,质量模式下的误差为6.3%,均衡模式下的误差为8.6%,误差都较小,表明二次回归模型可靠性较好。因此,面对不同的工艺策略,优化计算相对应的工艺参数范围,对于提高SLA 3D打印生产效率具有重要的指导意义。
3 结论
(1)通过对SLA 3D成型工艺参数的研究,以成型精度、试件拉伸强度和打印时间为评价指标,研究的工艺策略及方法可以帮助使用者快速便捷地制定打印工艺,满足不同的应用场景需求。
(2)采用Box-Behnken设计方法设计了SLA 3D打印成型工艺试验,试验结果与分析表明了工艺参数对SLA 3D打印试件质量和打印效率密切相关。扫描速度是影响成型误差和打印时间的最重要因素,扫描间距是影响试件拉伸强度的最重要因素,激光功率对打印时间几乎没有影响。
(3)分别对建立的二次回归模型进行优化分析,建立不同模式下的工艺策略,使用优化后的工艺参数进行试验,结果表明预测值和实际值误差均在8.6%以下,说明响应面优化效果很好。
