基于聚乙烯回收料的电缆护套料配方设计
2022-01-17夏云霞陈明焕雷育杰李磊
夏云霞,陈明焕,雷育杰,李磊
(1.厦门大学材料学院,福建厦门 361005; 2.漳州三利达环保科技股份有限公司,福建漳州 363900)
光缆作为数字信息传输载体是国民经济发展和通讯行业中不可缺少的产品。随着城市线网改造的进行,大部分光缆已转为地下铺设形式。为避免埋设于地下的光纤光缆遭受虫咬或土壤腐蚀,常外加防护层,即光缆护套,对其进行防水、防腐蚀、防摩擦损伤等保护[1–2]。聚乙烯(PE)因具有耐腐、化学性质稳定、介电性能和力学性能优异等特点,逐步成为通讯和电力电缆护套料的优良原材料之一[3–4]。随着我国5G网络的推广和应用,需要更新或铺设大量新的网络系统,光纤制品的产能需要进一步提高才能满足需求。但PE新料价格波动幅度大,是光纤制品成本控制中最大的不确定因素。自2020年起,我国政府“限塑令”升格为“禁塑令”,大力推行“碳中和”[5]。PE回收料价格波动相对较小,成本较新料差价更低,便于控制成本和核算,且符合“禁塑令”政策和“碳中和”理念,再生PE材料的应用开发的研究具有重要意义。
目前,PE的回收和再利用研究取得了一些进展[6–10]。如将PE回收料与木粉、竹粉等植物纤维进行复合,制得环保型木塑复合材料[11–12];将废旧PE材料造粒、纺丝制备PE纤维,进一步经过磺化、炭化工艺制备PE基碳纤维[13]等。随着5G基站的推广以及新的城市网络铺设的兴起,将PE回收料应用到护套料中的研究也引起重视。PE电缆护套料的组分通常包括PE树脂基体、抗氧剂、炭黑、分散剂和润滑剂。所使用的塑料基体以高密度PE (PEHD)为主[14–17]。PE-HD制品具有强度高、力学性能好及物理化学性质稳定等优点。为了提高其拉伸性能、流动性和加工性,常添加低密度PE (PE-LD)和乙烯-乙酸乙烯酯塑料(EVAC)共混改性。不同来源的PE回收料的组分和性能各异,如:吹塑化工桶回收料主要成分为PE-HD,膜类塑料的回收料以PE-LD为主。将不同来源的PE回收料进行合理的配方设计,添加功能助剂,经过配方设计和再加工,协同利用各组分的性能特点,使得再生PE护套料的性能达到国家使用标准,或能完全替代新料PE护套料。PE塑料再生及其高效应用于制备电缆护套料的策略符合节约成本和循环经济理念,对废塑料循环利用以及环境可持续发展具有重要实际意义。
笔者针对再生PE护套料的配方设计和性能测试如下:首先,将一定比例不同来源、种类的PE回收料(吹塑化工桶和棚膜的回收料),与炭黑、抗氧剂、分散剂、润滑剂等各种助剂混合均匀。随后,用双螺杆挤出机对混合均匀的物料进行加工熔融、混炼、挤出、造粒,最终得到再生PE电缆护套料。对所制备的不同配方护套料的熔体流动速率(MFR)、密度、炭黑含量、炭黑分散度、力学性能、低温冲击脆化温度、耐环境应力开裂、氧化诱导期、介电强度和体积电阻率进行测试和分析,实验结果反馈至配方设计环节,最终得到性能最优的再生PE护套料的生产配方,实现废旧塑料回收及其高值化利用。
1 实验部分
1.1 主要原料
吹塑化工桶回收料和棚膜回收料:漳州三利达环保科技股份有限公司;
EVAC:40W,MFR为1.5~2.0 g/10 min,东莞市鼎信塑胶原料有限公司;
四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯(抗氧剂1010):Irganox1010,东莞市鼎信塑胶原料有限公司;
亚磷酸(2,4-二叔丁基苯基)酯(抗氧剂168):Irgafox168,东莞市鼎信塑胶原料有限公司;
炭黑:N20,东莞市鼎信塑胶原料有限公司;
二甲基硅油:HL-硅油,济南海澜化工有限公司;
芥酸酰胺:工业级,郑州承锐化工产品有限公司;
乙烯基双硬脂酰胺(EBS):工业级,南通润丰石油化工有限公司;
白油:工业级,山东宙合化工有限公司;
PE-HD:工业级,密度为0.93 g/cm3,MFR为0.73 g/10 min (2.16 kg,190℃),拉 伸 强 度 约31.2 MPa,断裂伸长率733%,东莞市鼎信塑胶原料有限公司。
1.2 主要设备及仪器
高速混合机:SHR-500A型,张家港市鑫源机械制造有限公司;
同向双螺杆挤出机:SHJ-72型,螺杆直径为72 mm,主机功率为132 kW,长径比44,南京杰恩特机电有限公司;
MFR测定仪:XNR-400型,承德市科承试验机有限公司;
密度测试仪:KW-300A型,北京仪特诺电子科技有限公司;
电子万能试验机:WDW-100型,上海松顿机械设备有限公司;
耐环境应力开裂仪:NYK-08型,承德科承试验机有限公司;
炭黑含量测试装置:AH68027型,苏州安皇仪器有限公司;
低温脆性冲击试验机:BWD-C型,北京北广精仪仪器设备有限公司;
差示扫描量热仪:DSC-100型,南京大展检测仪器有限公司;
介电常数介质损耗测试仪:GDAT型,北京北广精仪仪器设备有限公司;
高绝缘电阻测量仪:ZC-90E型,上海双旭电子有限公司。
1.3 试样制备
PE回收步骤为:清洗→分拣→粉碎→清洗→脱水干燥→挤出机造粒→制得PE回收料。
再生PE电缆护套料由PE和多组分改性添加剂(包括EVAC,复合抗氧化剂,炭黑以及复合润滑剂)组成,主要组分配方见表1。表1中,PE和EVAC的总用量为100份,其余添加剂(除液体润滑剂外)用量均为PE和EVAC总质量的百分数。以配方1为出发点,在此基础上加以改进。配方2和配方3用于探究吹塑化工桶回收料含量的提高对材料性能的影响。以配方2为对照组,配方4用于研究以工业级PE-HD新料代替吹塑化工桶回收料对护套料性能的影响,配方5用于研究以二甲基硅油代替白油对护套料性能的影响。
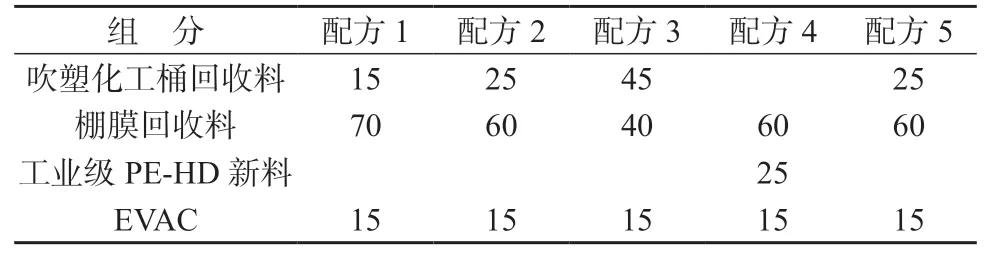
表1 再生PE电缆护套料主要组分用量 份
在表1的5个配方中,抗氧剂1010用量均为0.4%,抗氧剂168用量均为0.3%;炭黑在PE护套料中的用量以2%~3%为宜[8],4个配方中炭黑的用量均为2.65%。
在表1的5个配方中,选用一个三组分复合润滑剂体系,以改善PE在混合造粒和加工成型时的流动性和脱模性。配方1~4中的液体润滑剂为白油,其用量均为0.4 L/100 kg,芥酸酰胺的用量均为0.3%,EBS的用量均为0.2%;配方5中的液体润滑剂为二甲基硅油,其用量为0.4 L/100 kg,芥酸酰胺和EBS用量与配方1~4相同。
按照上述配方投料,用同向双螺杆挤出机制备再生PE电缆护套料,工艺条件如下:主机螺杆转速为300 r/min,下料螺杆转速为25 r/min;挤出机1区、2区和8区~10区的设定温度为190℃,3区和7区为200℃,4区为205℃,5区~6区为210℃。制备的PE护套料如图1a所示。由图1a可以看出,护套料为黑色圆柱状颗粒,颗粒均匀,表面光滑,无明显杂质,无三连粒。实际护套料应用经湖北凯乐光电缆有限公司生产机台连续化生产并予以验证,如图1b所示。PE护套料成型实验委托湖北凯乐光电缆有限公司实施。

图1 再生PE护套料和护套实物图
1.4 性能测试与表征
用于测试试样的抽样比例为1 kg,依据GB/T 15065–2009选择各个性能的测试标准;
MFR按照GB/T 3682–2000测试,试验条件为190℃,2.16 kg;
密度按照GB/T 1033.1–2008测试;
拉伸强度和断裂拉伸应变按照GB/T 1040.3–2006测试,选用5型试样模具,试验速度(25±5) mm/min;
耐环境应力按照GB/T 2591.41–2008测试;
炭黑含量及炭黑分散度分别按照GB/T 2591.41–2008和GB/T 18251–2000测试;
低温冲击脆化温度测试:委托第三方检测机构江苏华东智能线缆检测有限公司(该机构具备CMA资质)按照GB/T 5470–2008对护套料进行低温脆性冲击试验,获得低温冲击脆化温度;
200℃下氧化诱导期按照GB/T 2951.42–2008测试;
介电强度按照GB/T 1048.1–2006测试;
体积电阻率按照GB/T 1410–2006测试。
2 结果与讨论
2.1 两种PE回收料的配比对护套料性能的影响
PE是PE电缆护套料的基体,对护套料的性能起主导作用。PE树脂的MFR越小,分子量越大。随着分子量的增大,树脂的拉伸强度、硬度、稳定性、耐环境应力开裂性能等均有所提高。笔者设计的配方中,来源于吹塑化工桶的回收料主要成分为PEHD,其MFR为0.60 g/10 min,密度为0.94 g/cm3,拉伸强度约为27 MPa,断裂伸长率599%。棚膜回收料的主要组分为PE-LD,MFR为1.00 g/10 min,密度为0.94 g/cm3,拉伸强度约为15.4 MPa,断裂伸长率658%。以不同质量比的吹塑化工桶和棚膜PE回收料为基体,配以适当的添加剂组分,所得的再生PE护套料试验数据列于表2。

表2 不同PE回收料配比的再生PE护套料的性能
由表2可知,按照配方1制备的再生PE护套料的耐环境应力不达标,性能欠佳。这是由于大量棚膜回收料PE-LD的使用。配方2,3中,随着吹塑化工桶回收料组分的增加,PE-HD含量上升,MFR和断裂拉伸应变总体下降,耐环境应力性能和体积电阻率均有所提升,再生PE护套料的拉伸强度从吹塑化工桶回收料用量为15份时的18.4 MPa上升到用量为45份时的22.4 MPa,优于GB/T 15065–2009的要求值(17.0 MPa),表明PE-HD组分含量的提高有利于提升护套料的力学性能和环境应力稳定性。依据配方2和配方3制备得到的再生PE护套料的以上各项性能优于GB/T 15065–2009中黑色中密度PE护套料(MH)的技术指标,配方中各组分设计较为合理。基于以上基础配方,结合实际生产工艺,可以进一步优化得到性价比更高的产品。
2.2 PE-HD回收料与新料对护套料性能的影响
由以上结果可知,PE-HD组分对PE护套料具有重要影响作用。在配方2基础上,以工业级PE-HD新料代替吹塑化工桶回收料,形成配方4,将配方2与配方4成对比组,制得护套料性能列于表3。表3结果表明,再生PE护套料的拉伸强度较添加新料的PE护套料有所降低,但前者较后者有更高的断裂拉伸应变(配方2的为732%,配方4的为608%);再生PE护套料的介电强度为30 kV/mm,添加新料的PE护套料的介电强度较高,为50 kV/mm,但两者的体积电阻率相差不大,处于同一个数量级(配方2的为5.8×1014Ω·m,配方4的为9.0×1014Ω·m);再生PE护套料的200℃氧化诱导期明显远低于添加新料的PE护套料(配方2的为46 min,配方4的为106 min),添加新料对于护套料200℃氧化诱导期的影响最为显著。以上结果表明,添加一定量的吹塑化工桶回收料,可使再生PE护套料的综合性能有一定提升,与添加新料的PE护套料综合性能接近,某些性能甚至超过后者,因此,相对于新料,再生PE护套料具有较好的实际替代意义。

表3 再生PE护套料与添加新料的PE护套料的性能
2.3 润滑剂的选用
为改善PE在混合造粒和加工成型时的流动性和脱模性,润滑剂是PE电缆护套料配方中必不可缺的一种配合剂。在生产加工过程中,润滑剂能降低PE与加工机械之间和PE分子之间的摩擦,从而改善塑料的加工性并提高制品的性能。适用于PE的润滑剂主要包括金属皂类、PE蜡及高熔点石蜡等。笔者初选用一个三组分复合润滑剂体系,以改善PE在混合造粒和加工成型时的流动性和脱模性。配方2~4中使用白油、芥酸酰胺和EBS,配方5中使用二甲基硅油、芥酸酰胺和EBS。白油是常见PE制品生产中常用的液体润滑剂之一,为了均匀包裹光纤,树脂要求的流动性远高于常规注塑工艺,因此成型加工温度也高于注塑工艺温度。通过实际的护套料成型实验发现,即使是使用目前市场上最高沸点白油的三组分复合润滑剂体系,在制备再生PE电缆护套料过程中,白油也会受热挥发,在得到的电缆表皮和内部形成大量气泡(如图2a所示),不符合实际使用要求。通过使用低分子量的二甲基硅油,可以很好地解决气泡生成的问题(如图2b所示),且护套料的其它各项指标符合GB/T 15065–2009相关要求(表4)。因此,最终认为配方5是具有最优性价比的再生PE电缆护套料配方。

图2 不同润滑剂制备的电缆护套

表4 不同润滑剂的再生PE护套料的性能
3 结论
以不同来源的PE回收料复配多种添加剂,基于多个配方,通过实际生产工艺,制备了一系列再生PE护套料。根据GB/T 15065–2009,对再生PE电缆护套料的力学性能、热性能、耐候性和介电性能等进行了分析和测试,得到以下结果。
(1)通过合理的配方设计,当吹塑化工桶回收料与棚膜回收料质量比为25∶60和45∶40时,所得再生PE护套料的各项性能符合国家标准要求,且综合性能良好。
(2) PE-HD组分对PE护套料具有重要影响,回收料PE-HD组分含量升高,再生PE护套料综合性能有所提升。
(3)实际生产过程中,润滑剂低分子量有机硅油的使用更有利于护套的成型。
综上所述,该再生PE护套料在一定程度上可替代新料电缆护套料。这一再生PE护套料符合“碳中和”及可持续发展理念,具有广阔的市场前景。
