提高金矿选矿技术指标研究①
2022-01-06白成庆潘仁球颜顺德
白成庆,姚 凯,潘仁球,颜顺德
(湖南水口山有色金属集团有限公司,湖南 衡阳421513)
某金选矿厂生产工艺为优先选金再选硫,选金药剂采用丁铵黑药、丁基黄药组合捕收剂。因丁基黄药捕收能力强、选择性较差,金精矿品位不高。2020年1~8月实际累计金精矿品位16.52 g/t,金回收率74.14%。金精矿中金以0.77的计价系数对外销售,其他有价金属均不计价,未充分体现其经济效益。本文主要研究在金回收率基本不变的情况下将金品位提高到30 g/t以上,降低金精矿产率,进而可进入其内部铅冶炼系统对金及其他有价金属进行综合回收,达到提高金精矿经济价值的目的[1-3]。
1 矿石性质
试样主要金属矿物为黄铁矿,其次为闪锌矿、方铅矿、黄铜矿、自然金。脉石矿物主要为方解石,其次为石英等。黄铁矿约占金属矿物含量的30%,分早晚两期,早期为致密块状,晚期呈浸染状、细脉状产出。自然金主要呈显微粒状和次显微粒状产出,主要赋存于石英、方解石胶结物中,其次赋存于磁铁矿、闪锌矿、方铅矿等矿物裂隙及颗粒间隙中,金属矿物与脉石矿物接触界面是自然金的主要载体矿物,其次为脉石中的包裹金。矿样主要元素分析结果见表1。

表1 矿样主要化学元素分析结果(质量分数)/%
2 选矿试验
2.1 试验方法
考虑该金矿含硫较高,采用硫化钠抑硫、丁铵黑药作捕收剂的药剂制度,试验原则流程见图1。

图1 试验原则流程
2.2 磨矿细度试验
按图1所示流程,进行了磨矿细度试验,结果见表2。从表2可以看出,随着磨矿细度-0.074 mm粒级含量从75%提高到85%,金回收率呈上升趋势;磨矿细度-0.074 mm粒级含量从85%提高至90%,金回收率变化不大。选择磨矿细度-0.074 mm粒级占85%为宜。
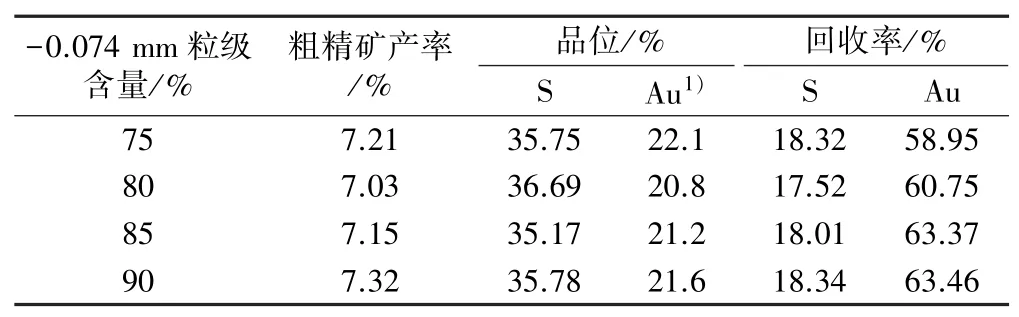
表2 磨矿细度试验结果
2.3 捕金药剂种类及用量试验
通过查询相关金矿选矿文献[4-5],为确定适宜的捕金药剂制度,拟采用硫化钠抑制黄铁矿,采用丁铵黑药、HQ77、HQ66、丁黄药、柴油以及市面销售的选金捕收剂单独或组合使用作为金捕收剂,其中HQ77、HQ66为湖南华麒资源环境科技发展有限公司药剂,BK411、BK305、BK909为矿冶科技集团有限公司的选金药剂。在磨矿细度-0.074 mm粒级占85%条件下,对16种药剂制度开展了对比试验,其中选金效果较好的9种药剂的试验结果见表3。
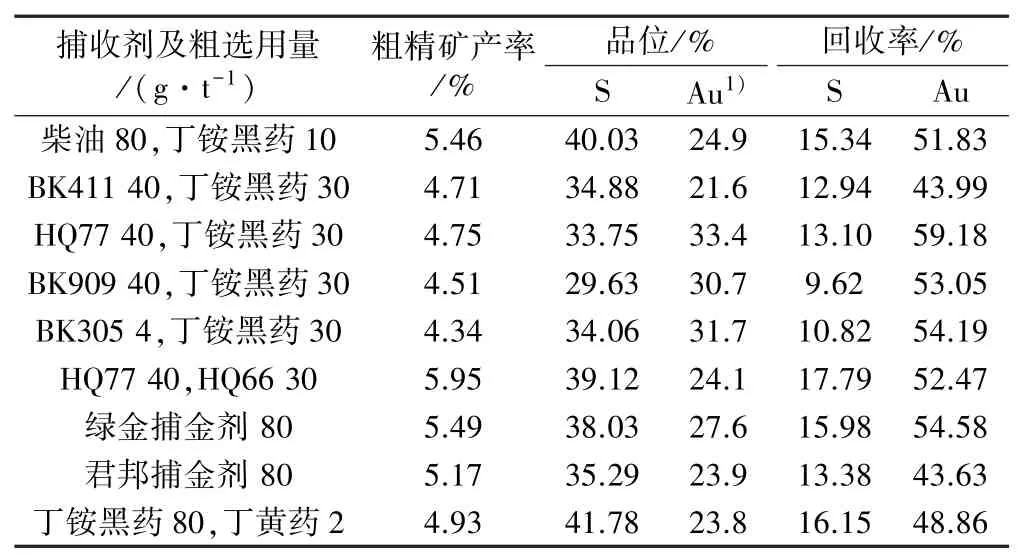
表3 捕金药剂对比试验结果
从表3可以看出,HQ77+丁铵黑药组合捕收剂选矿指标较好,金粗选获得了精矿金品位33.4 g/t、回收率59.18%。确定HQ77+丁铵黑药组合药剂为选金捕收剂。
硫化钠用量600 g/t、磨矿细度-0.074 mm粒级占85%条件下开展了组合捕收剂用量试验,结果见表4。

表4 组合捕收剂用量试验结果
从表4可以看出,HQ77和丁铵黑药用量过量时,组合捕收剂选择性有所降低,对硫的捕收能力增强,不利于提高金精矿品位。组合捕收剂HQ77+丁铵黑药用量选择40+30 g/t为宜。
2.4 硫化钠用量试验
在选金过程中添加硫化钠既可有效抑制黄铁矿,还能活化部分被氧化的金矿物,有利于提高金精矿品位和回收率。但当硫化钠过量时,又会对金起抑制作用[6-7]。按图1所示流程,在确定的金捕收剂药剂制度和磨矿细度条件下开展了硫化钠用量试验,结果见表5。
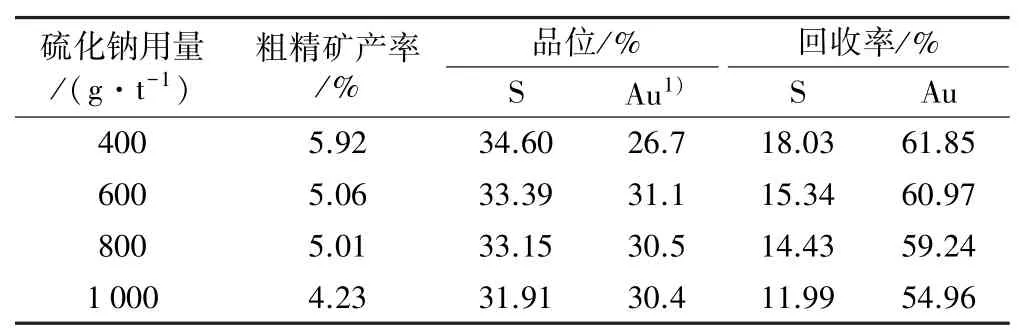
表5 硫化钠用量试验结果
从表5可以看出,硫化钠用量400 g/t时,硫化钠抑硫效果不佳,金精矿产率较大,品位较低;随着硫化钠用量增加,对金的抑制效果越来越明显。综合考虑,硫化钠用量选择600 g/t为宜。
2.5 闭路试验
为进一步证明硫化钠+HQ77+丁铵黑药组合选金药剂制度的可行性,为工业试验奠定理论基础,降低工业试验风险,在确定选金药剂制度后,开展了优先选金再选硫全流程闭路试验,试验流程见图2,结果见表6。

表6 闭路试验结果

图2 闭路试验流程
闭路试验结果表明,金精矿品位达到了52.69 g/t,回收率达到了71.12%,金总回收率90.17%。证明采用硫化钠+HQ77+丁铵黑药选金药剂制度,金精矿品位得到大幅提高,且金回收率受到的影响较小。
3 工业试验
3.1 工业试验指标
采用硫化钠+HQ77+丁铵黑药选金药剂制度,开展了为期10 d的工业试验,试验累计指标见表7。
从表7可以看出,工业试验期间,金精矿累计品位50.39 g/t、累计回收率71.59%,金总回收率91.11%。金精矿中含铅3.30%、锌2.68%、铜1.56%、银182 g/t,这些有价金属在铅冶炼系统均可实现综合回收。工业试验再次证明采用硫化钠+HQ77+丁铵黑药选金药剂制度提高金精矿品位、提升金精矿价值切实可行。

表7 工业试验稳定期累计指标
3.2 试验前后指标对比分析
工业试验指标与金选厂2020年1~8月份实际累计生产指标对比情况见表8。
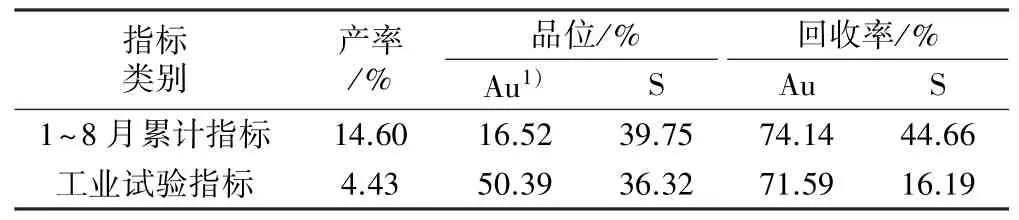
表8 工业试验前后指标对比
从表8可以看出,工业试验指标与1~8月累计生产指标相比,金精矿产率降低了10.17个百分点,金精矿品位提高了33.87 g/t,回收率降低了2.55个百分点。试验指标说明新药剂制度对提高金精矿品位具有显著效果。
4 经济效益测算
依据铅冶炼厂提供的效益测算公式对高品位金精矿进铅冶炼系统的全年经济效益进行了测算,并与之前低品位金精矿直接外销的经济效益进行了对比,详见表9。

表9 新老工艺经济效益对比
从表9可以看出,采用新药剂制度提高金精矿品位后,金精矿由外销转为内部冶炼回收处理,每年可增加经济效益1 228.98万元。
5 结 论
1)通过试验,证实硫化钠+HQ77+丁铵黑药的组合药剂制度有利于提高金精矿品位。
2)适宜药剂制度条件下,闭路试验获得了金精矿品位52.69 g/t、回收率71.12%。闭路试验结果证明,采用新药剂制度可以在保证金回收率变化不大的情况下大幅提高金精矿品位。
3)工业试验获得金精矿品位50.39 g/t、回收率71.59%、金总回收率91.11%。与原药剂制度相比,金精矿产率降低了10.17个百分点,金精矿品位提高了33.87 g/t,回收率降低了2.55个百分点,金总回收率提高了1.09个百分点。
4)采用新药剂制度提高金精矿品位后,金精矿由外销转为内部冶炼综合回收,每年可增加经济效益1 228.98万元。
