QP980高强钢激光焊温度场及接头组织演变仿真分析*
2021-12-29张大斌陈大江文梦蝶
宋 涛,张大斌,曹 阳,陈 素,陈大江,文梦蝶
(贵州大学机械工程学院,贵阳 550025)
0 引言
随着人均汽车拥有量的逐年增高,能源消耗和环保问题倍受重视,汽车工业对碰撞安全性和减重的要求也越来越高,先进高强钢(AHSS)是满足汽车轻量化设计的方案之一。QP980高强钢是第三代先进高强钢的代表钢种之一,具有延伸成形性能好、强塑积高、成本低,性价比高的特点[1-2],是目前汽车车身结构件轻量化设计的理想材料,用在汽车车身结构件时能保证汽车碰撞安全性的条件下减轻汽车重量。
激光焊接能量密度高,焊接速度快,热影响区小,灵活性强,在汽车制造领域受到广泛青睐[3]。目前,对QP980钢的研究主要集中在热处理工艺以及相应的组织和力学性能方面,对QP980钢焊接的研究还很少,尤其在焊接温度热循环方面更是少见。Li W D等[4]关于QP980激光焊的研究结果表明:由于接头熔合区全为板条马氏体组织,造成熔合区显微硬度高于母材且成形性能不如母材,亚临界热影响区由于出现马氏体回火和碳化物析出,造成该区域软化;Guo W等[5]关于QP980激光焊的研究中也有类似的发现,此外还发现试件的延伸率也因接头的热软化效应而表现出不同的响应。Lin H T等[6]利用搅拌摩擦焊的方法焊接QP980高强钢,研究了搅拌区峰值温度与显微组织演变的关系,并发现焊接接头软化对接头的抗拉强度没有影响,但造成试件延伸率降低。Jia Q等[7]研究QP980和硼合金马氏体钢激光焊接时测定了热影响区的残余奥氏体百分含量,证实了焊后热影响区的残余奥氏体存在不同程度的分解,从而影响接头的力学性能。
目前报道关于QP980高强钢焊接的现有研究中,主要集中在焊接接头的微观组织和力学性能方面,这些研究对QP980高强钢焊接具有较强的指导意义,但目前尚未见到关于QP980激光焊接温度场及接头组织演变仿真方面的研究,预测焊接过程中的温度分布是分析焊接接头相变分析的基础,因此研究焊接过程的温度场分布与相变之间的关系对实际生产具有重要的指导意义。本文通过用于材料热物理性能计算的软件计算出该型号QP980的相关高温热物理参数,基于Sysweld软件平台,对QP980高强钢激光焊的温度场和组织演变进行仿真分析,并提取其特征点上的热循环曲线,结合实验结果验证了仿真模型的准确性,为QP980高强钢激光焊接的实际生产提供参考。
1 试验材料及有限元模型
1.1 试验材料
试验材料选用宝钢生产的第三代高强度汽车钢,其材料合金成分如表1所示,焊接时工艺参数选和文献[5]的工艺参数一致,详细见表2所示;采用IPG YLS-6000光纤激光系统对其进行激光对接焊接,焊接时激光束垂直于钢板。其示意图由图1所示。
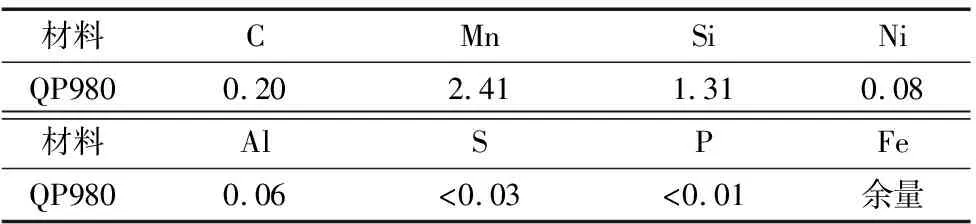
表1 本文选用的QP980高强的合金成分

表2 激光焊接参数
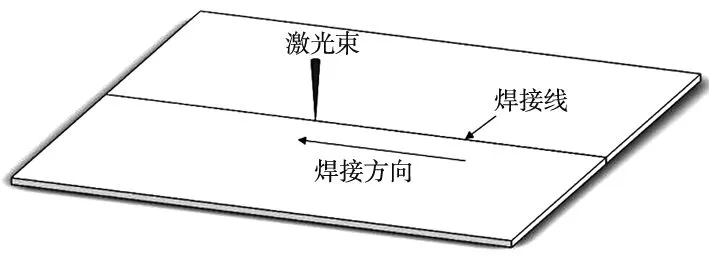
图1 实验焊接示意图
1.2 仿真模型的建立
焊接热分析是典型的非线性瞬态热传导问题,其控制方程如式1所示[8]。由于激光焊接时热源移动较快且高度集中、热影响区小,焊缝区域和母材之间的温度梯度大,为了提高运算速度,划分网格时靠近焊缝熔合区和热影响区采用均匀的细密网格,远离焊缝区域采用过渡的粗大网格,本研究采用尺寸为100×60×1.36 mm的有限元模型,网格模型如图2所示。根据激光焊接的特点,本研究中选用三维锥形高斯热源模型作为焊接模拟热源[9],其表达式如式2所示。边界条件为考虑辐射和对流换热,初始温度定义为室温20 ℃。
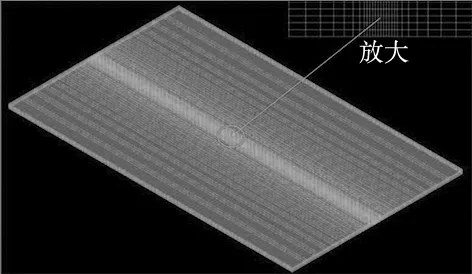
图2 有限元网格模型示意图
(1)
式中,ρ为材料的密度,c为材料的比热容,T为温度场的分布函数,t为时间,kx、ky、kz分别为x、y、z方向上的热导率,Qt为热输入。
(2)
式中,Q0为体积热流密度的最大值,re,ri分别为给出了上锥和下锥的半径尺寸参数,ze,zi分别为锥体长度参数,x,y,z为点坐标。
1.3 QP980热物理性能参数
材料的热物理性能随温度的变化而变化,准确计算出材料的高温热物理参数是焊接数值模拟的关键,使用材料高温热物理性能计算软件JMatPro软件[10]结合该型号QP980的合金成分计算出随温度变化的密度、热导率、比热容等参数,其变化如图3所示。由图3a分析可知,该型号QP980高强钢室温初始密度约为7.76 g/cm3,熔点约为1430 ℃,固液相区间大约为1430 ℃~1486 ℃。密度随着温度的升高而减小,在Ac1(670 ℃)~Ac3(817 ℃)范围内因为存在相变,温度变化梯度趋于平缓,在Ac3温度后密度又逐渐减小。达到熔点温度后出现固液相区间,密度大幅降低,直到完全熔化之后密度变化又趋于平缓;图3b分析可知,在20 ℃~200 ℃范围内,热传导系数逐渐增加,在200 ℃~817 ℃范围内,热传导系数随温度的升高而减小,在817 ℃~1430 ℃范围内,热传导系数随温度的升高而增加,在固液相区间1430 ℃~1486 ℃时热传导系数又随温度升高而减小,随后又随温度的升高而增加;图3c分析可知,总的来说比热容在熔点以前变化不是太大,在20 ℃~670 ℃区间内比热容随温度的升高而缓慢增加、在670 ℃~817 ℃温度区间比热容小幅增加后又减少,在817 ℃之后比热容随温度升高而缓慢增加到熔点,而在液相区间大幅波动后又趋于平缓。
(a) 密度随温度变化曲线
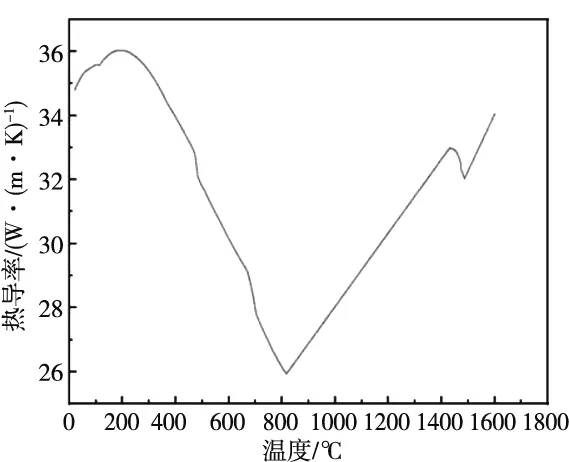
(b) 热导率随温度变化曲线
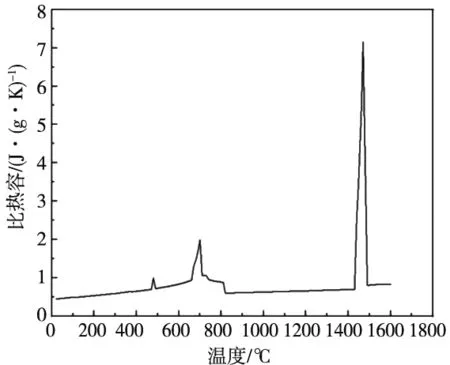
(c) 比热容随温度变化曲线图3 本研究中QP980高强钢的热物理参数
2 仿真结果与讨论
2.1 焊接温度场分布
图4为焊缝横截面宏观形貌图和横截面温度场分布图,图5为4种具有代表性的表面温度场分布图,其中红色区域为熔合区,黄色到蓝色过渡的渐变区域为热影响区。图4a为焊接接头截面的宏观形貌图[5],字母c、d、e分别代表超临界、跨临界、亚临界三种不同的热影响区(HAZ),图4b为焊接接头温度场分布图,由图可知,焊缝温度场模拟结果和实验结果大致相似,熔合区(FZ)均成“倒梯形”的形貌,热影响区的变化趋势也大致相似,实验结果和仿真结果吻合。图5是4个时刻的温度场分布图,当t=0.015 s时,工件焊缝中心的最高温度为1413 ℃,随后将迅速达到材料的熔点(1430 ℃)。对比4个时刻的焊缝中心最高温度可知,当时间t在0.015 s~0.075 s之间时,焊缝中心的最高温度逐步上升,直到t=0.090 s趋于稳定,随后在2832 ℃附近波动。由于焊接的功率和热源移动的速度均较大,熔合区熔融的金属冷却到材料的凝固点时热源已经移动了一段距离,在激光焊接时焊接线上熔合区熔融金属呈板条带状,如图5d所示。
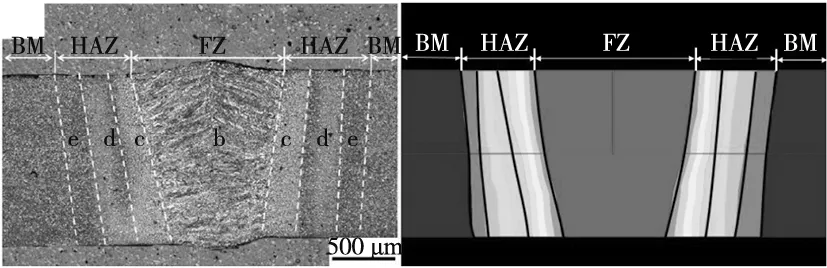
(a) 焊缝横截面宏观形貌图 (b) 横截面温度场分布图图4 焊缝截面形貌和仿真温度场对比
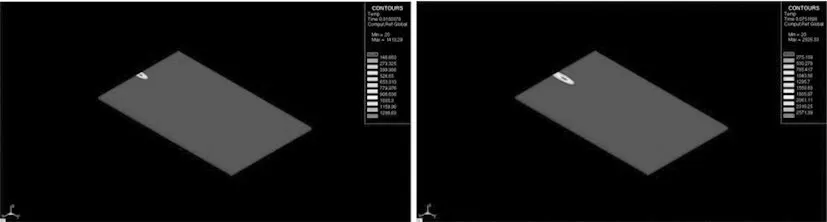
(a) t=0.015 s(b) t=0.075 s
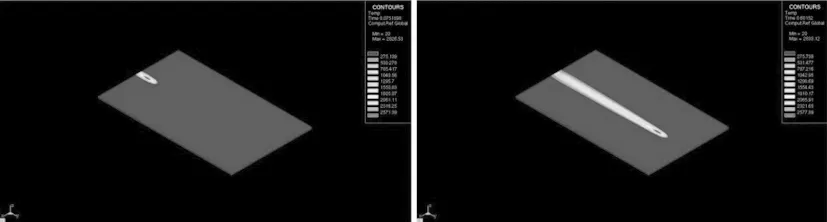
(c) t=0.090 s(d)t=0.602 s图5 不同时刻的温度场分布
2.2 焊接相变及特征点热循环曲线
QP钢的焊接容易出现接头组织硬度增加和热影响区软化等焊接缺陷,文献[4-7]中均有报道上述缺陷,而焊接接头硬度的变化主要由焊接过程中的冶金相变所引起的[11],而焊接时材料中各相的转变与焊接热循环息息相关。
QP980高强钢母材的显微组织由铁素体、马氏体、残余奥氏体,Guo W等[5]通过x射线衍射(XRD)计算了QP980残余奥氏体的相体积分数为11%,He J等[12]测定的残余奥氏体相体积分数为10.6%,两者相体积分数大致相同,在建立材料数据库时,设定Phase1为初始母材、Phase2为铁素体、Phase3为马氏体,Phase4为残余奥氏体,设定初始铁素体、马氏体、残余奥氏体的相体积分数分别为51.9%、37.5%、10.6%。图6是焊接相变分布云图及焊接线上的节点3548上的相变模拟曲线图,其中图6a、图6b显示的分别是焊接冷却后的铁素体、马氏体相变云图,图6c、图6d分别是是焊接线上的节点3548铁素体、马氏体、残余奥氏体相变过程相体积分数的模拟图,由模拟云图分析可知:在焊接冷却到室温后,QP980高强钢中铁素体达到由51.9%逐渐转变为其它相,直到冷却到室温后其相体积分数接近0,而马氏体在焊接冷却到室温后在熔合区相体积分数最高可达99.6%,而熔合区的奥氏体在冷却到室温后相体积分数也逐渐趋近于0,模拟结果符合现有关于QP980焊接接头组织演变的规律,文献[4-7]中均验证了焊缝熔合区微观组织全为马氏体。图6c中可看出:在焊接过程中,短短0.03 s以内铁素体的相体积分数相就迅速从初始的51.9%减少到0,铁素体迅速奥氏体化,这也是图6d中模拟的奥氏体从10.6%增加到60%以上的原因,随着熔池温度的下降,由铁素体转变的奥氏体和钢中原本存在的残余奥氏体全部转变成马氏体,焊缝熔合区的马氏体相体积分数从初始的37.5%增加到99.6%以上。
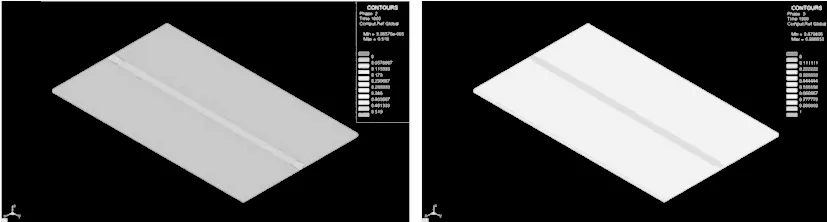
(a) 焊接冷却后的铁素体相变云图 (b) 焊接冷却后的马氏体相变云图
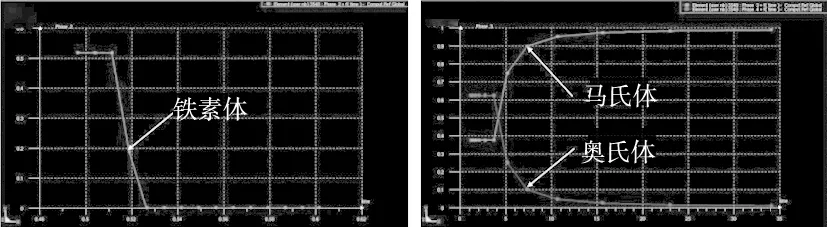
(c) 焊接线上某节点铁素体相体积分数变化模拟图 (d) 焊接线上某节点马氏体、残余奥氏体相体积分数变化模拟图
汽车钢焊接热影响区软化是常见的焊接缺陷,其他含有马氏体的汽车钢焊接热影响区也同样会出现软化区域[13-16],现有的研究普遍认为热影响区软化是由于钢中的马氏体回火产生回火马氏体引起的,因此分析软化区的特循环对揭示其软化的机理具有一定的参考价值。根据文献[5]中测定了QP980高强钢焊接接头的硬度分布,如图7左侧所示,其亚临界热影响软化区大约在距焊缝中心1~1.4 mm附近,分别在此范围内提取3个节点9305、9315、9325,其热循环曲线如图7右侧所示。由该曲线分析可知:除靠近焊接线较近一些的节点9305的峰值温度略高于Ac1(670 ℃)温度线外,其余两节点峰值温度均低于Ac1温度线。文献[6]中报道温度低于Ac1时,马氏体经历回火转变和分解,并从马氏体中析出少量碳化物,生成回火马氏体,和本文所提取的亚临界热影响区节点的热循环模拟结果保持一致。
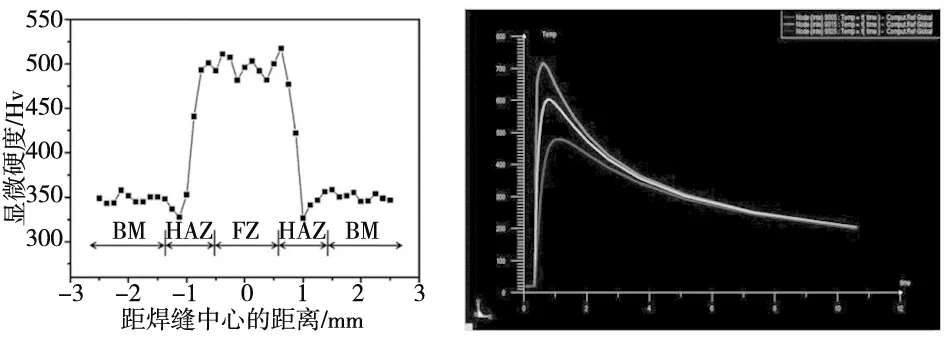
图7 显微硬度分布及亚临界热影响区热循环曲线
3 结论
本研究通过JMatPro软件计算了Fe-0.20C-2.41Mn-1.31Si型QP980高强钢的高温热物理参数,结合这些参数模拟了QP980激光焊接时的温度场分布,并与实验结果结合分析了焊接接头组织演变的机理。根据仿真和实验结果,可以得出以下结论:
(1)由仿真结果可知,用JMatPro计算的热物理参数用于模拟QP980高强钢激光焊接温度场分布与实验焊缝截面形貌吻合,表明本文建立的仿真模型具有一定的参考意义;
(2)相变模拟结果显示,焊缝中心冷却后铁素体相体积分数由初始状态的51.9%减少到0%,残余奥氏体相体积分数由初始状态的10.6%减少到接近于0%,马氏体相体积分数由初始状态的37.5%增加到接近于100%,证实仿真模拟结果和实验结果一致,其焊缝熔合区全为马氏体;
(3)通过提取焊接接头上亚临界热影响区的热循环曲线,证实该区域节点上的热循环温度峰值低于Ac1。当热循环温度低于Ac1时,钢中马氏体回火产生回火马氏体,导致接头软化,与现有研究中的实验结论吻合。
