基于FS和GA的特征选择方法及其刀具状态监测*
2021-12-29黄称意朱锟鹏
黄称意,朱锟鹏
(1.中国科学技术大学信息科学技术学院,合肥 230026;2.中国科学院合肥物质科学研究院先进制造技术研究所,江苏 常州 213164)
0 引言
刀具状态是影响切削加工质量和效率的重要因素。在实际加工过程中刀具与工件直接接触,不可避免地会发生刀具磨损甚至断裂等现象,对刀具状态的准确监测并根据刀具状态建立合理的换刀策略、减少意外停机时间、设置相应的误差补偿,对于保证加工质量并提高经济效益具有重要意义。
当前刀具状态监测方法主要分为直接法和间接法,直接法容易受现场加工条件的影响而难以在实际加工过程中在线应用[1],间接法则是利用多传感器信号和智能化方法来推断刀具状态,易于在工业环境中实现。其中切削力、振动、声发射、电流等是间接法中广泛使用的传感器信号[2],而多源信息融合则能够综合各种传感器信号,更鲁棒地反映出刀具的状态[3],所以本文采用了多源信号在特征层融合的方式。
从多源信号中提取的特征往往维数太高,降低了计算效率,不利于模型理解,而且信息冗余较高。特征选择是实现降维的有效途径之一,从特征全集中选择出有效的子集是间接法刀具状态监测最基本、最重要的任务之一[4],因为模型学习和状态预测在一定程度上取决于特征子集的选取。
神经网络、支持向量机和隐马尔可夫模型等是间接法中常用的智能化方法[5],各种过滤式特征选择方法为其提供了有效的输入。Zhang C J等[6]应用皮尔逊相关系数法(PCC)选择了关键性特征作为神经模糊网络的输入,实现了刀具磨损与剩余寿命的预测。Malhi A等[7]提出一种基于主成分分析(PCA)的特征选择方法,更准确区分了轴承故障。牛博雅等[8]采用FS为基于支持向量机的刀具状态识别模型提供了有判别性的输入。其他方法:如最小冗余最大相关(mRMR)[9]、拉普拉斯得分(LP)[10]等也能按特定评价方式选择特征。然而,其中通过综合衡量类间散度和类内散度的FS得分可能无法区别出样本不均匀分布的情况。此外,FS和其他过滤式特征选择方法一样,通过简单计算得分高低快速选择出特征子集,集合内信息冗余性往往较高,特征数量或过滤阈值的确定存在较强的主观性,难以得到满意的结果。
针对上述不足,提出一种改进的FS结合GA的两步特征选择方法,以得到综合性能较好的特征子集。最后通过高速铣削加工实验收集的数据,在主成分散点图上直观地比较特征子集的判别性,并从刀具磨损预测的精度和信息冗余方面,验证了提出方法的有效性,为改进刀具监测中常用的过滤式特征选择方法提供了新思路。
1 改进的FS结合GA两步特征选择方法
1.1 FS特征选择方法的基本原理
根据Fisher score选择的特征应该满足类间散度大,类内散度小的特点,定义训练样本的第i个特征下的Fisher score为[11]:
(1)
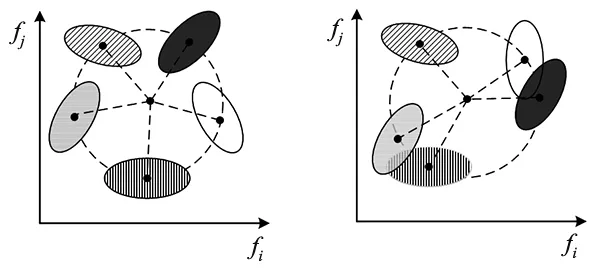
图1 不同分布的实例
1.2 改进的FDR
针对图1中存在的不足,一种改进的线性判别率(FDR)被提出来,形如[12]:
(2)
FDR主要是改进了类间散度的衡量方式,从而解决了图1中样本分布不均匀的问题,因为FDR与基本的统计分布无关,鲁棒性更强。然而,即使是改进的FDR,仅仅通过得分高低来选择特征,并不一定能够选择出最具有判别性的特征。如图2所示,在类内分布相同的情况下,FDR(fi)>FDR(fj),即图2a较图2b得分更高,图2b却能够更好地区分出各个类别。这说明FDR是一种平均判别性评价方式,选择的特征只能代表平均性能,从所有特征中选出合适的特征子集,不应该只包含得分高的特征,应该从子集的整体性能考虑,选择最好的特征组合。另外,这两种过滤式特征选择方法在设定过滤阈值或确定特征数量时往往依靠经验,主观性、随机性太强,而且得到的特征子集内信息冗余性较强。

(a)

(b)
1.3 两步特征选择方法
针对上述不足,为了从所有特征中自动地选择出较好的特征子集,降低信息冗余,同时保证刀具状态预测的准确性,提出一种改进的FS结合GA的两步特征选择方法。即在FDR的基础上,进一步考虑样本交叉系数的影响,而遗传算法的种群初始化能够基于上一步的得分,以概率的形式实现,在适应值函数中能够方便灵活地加入对于特征数量和信息冗余的惩罚项,根据问题的复杂程度也可以考虑应用精英保留策略和局部搜索策略等,加快收敛速度,最后种群通过不断进化自动收敛到一个可行解,而无需人为设定特征数量或过滤阈值。
首先,在FDR的基础上引入样本交叉系数,当出现混叠现象(如图2a)时,对得分数值进行一定的削减,即:
(3)
接下来,将NFS结合遗传算法,各个特征的得分用于初始化种群,使得分高的特征以较大的概率被选择,得分低的特征以较低的概率被选择,从而避免出现仅仅选择得分高的特征而不是选择整体性能更好的特征组合的问题。即,把所有特征{f1,f2,…,fd}得分[F(f1),F(f2),…,F(fd)],通过线性映射L(F(fi))到区间[ε,1-ε],ε取较小值:0<ε<0.1[13]:
(4)
其中,Fmax=max{F(f1),F(f2),…,F(fd)},Fmin=min{F(f1),F(f2),…,F(fd)}分别表示最大、最小NFS得分。
映射以后,在计算机上产生d个随机数{η1,η2,…,ηd},ηi∈(0,1),若L(F(fi))>ηi,则第i个特征被选择并编码为1,否则编码为0,i=1,2,…,d。按照这种方法,无论NFS得分高低的特征都有可能被选择,NFS得分高的特征以更大的概率被选择并编码为1。
在计算适应值时,为了使其能表示特征子集的综合性能,同时考虑了分类率、特征数量和子集内信息冗余性的影响。于是,设计适应值函数为:

(5)
其中,第一项表示分类器交叉验证的分类率,第二、三项分别表示对特征子集内信息冗余和特征数量的惩罚,μ和λ为可适应问题而调整的惩罚因子。
最后,每一次迭代经过轮盘赌选择、交叉、变异、局部搜索和精英保留等,不断进化形成适应值越来越高的新种群,直到收敛于可行解。图3是提出的两步特征提取方法的执行流程,而该算法的详细过程的伪代码见表1。
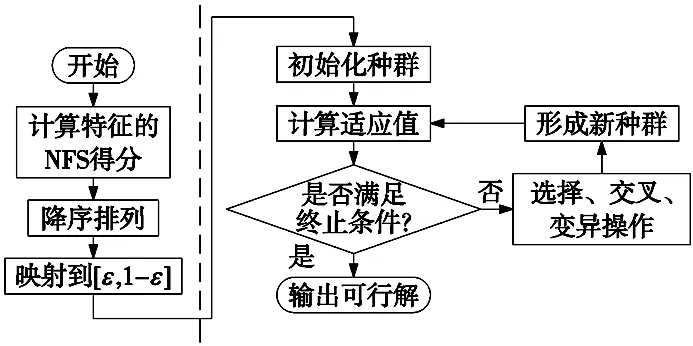
图3 两步特征选择方法
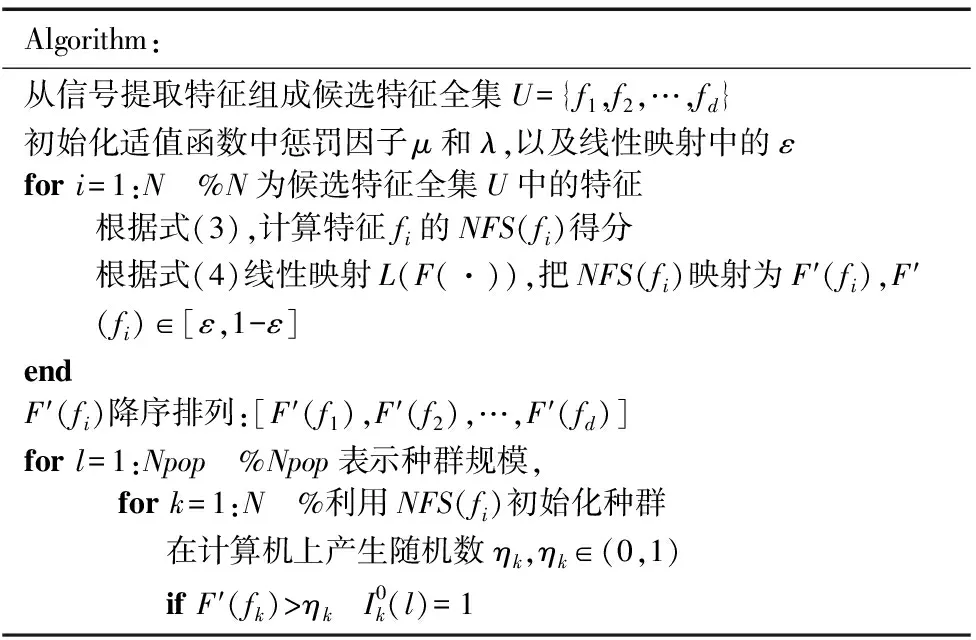
表1 NFS结合遗传算法的两步特征选择算法的伪代码
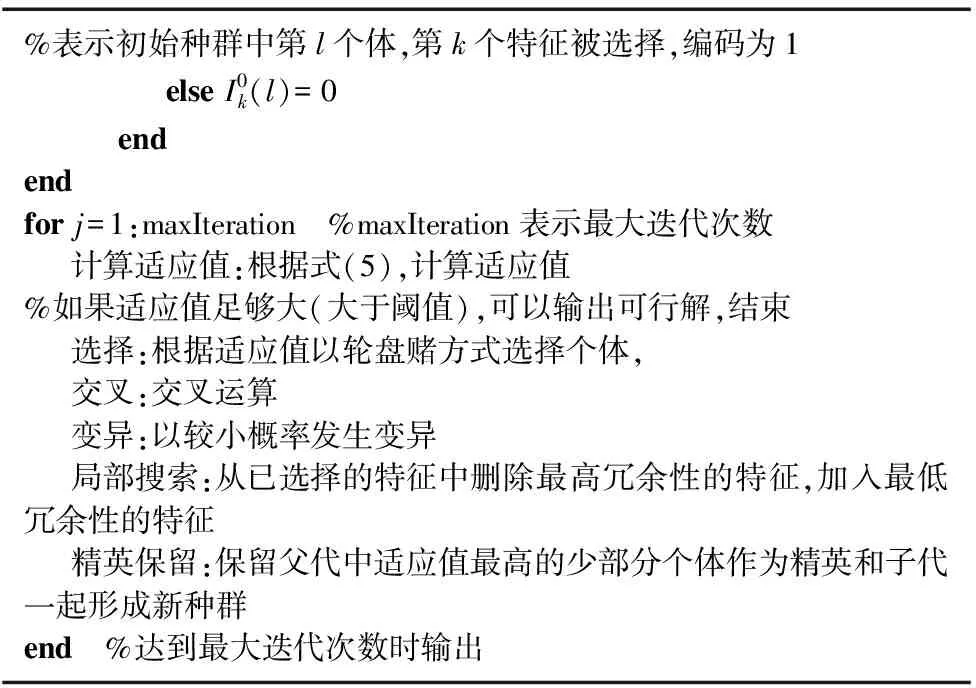
续表
2 实验装置与数据描述
2.1 实验装置
为了验证所提出的两步特征选择方法,在高速计算机数控铣床进行铣削加工Inconel 718的工件,切削过程中加工参数保持不变,包括:主轴转速10 360 r/min、进给速度为155 mm/min、径向切削深度0.125 mm,轴向切削深度0.2 mm以及采样率50 kHz/通道。在切削试验过程中,用不同传感器收集了三向切削力、振动信号和高频声发射信号,刀具磨损则是每次切削后在立式显微镜上测量得到的。有关数据在文献[14]中有详细说明。
2.2 数据描述
在不同刀具磨损状态下,取小段沿x、z向切削力和振动信号,如图4所示。可以发现,随着磨损的加剧,信号幅值越来越大,根据磨损情况出现了分层,说明通过传感器信号的间接监测方法是可行的。
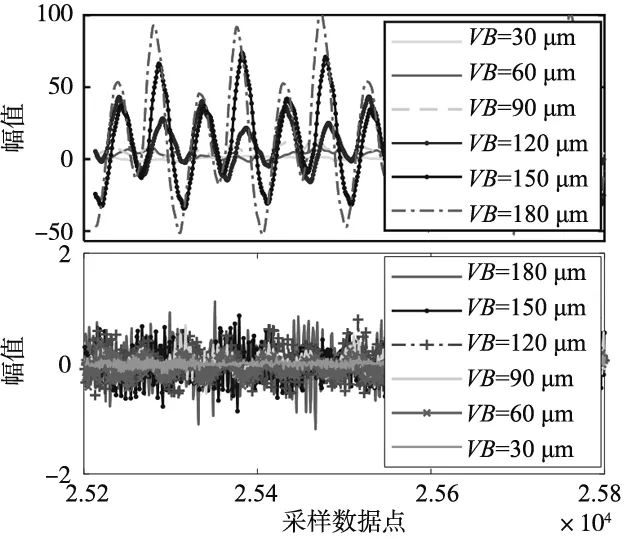
图4 在不同刀具状态下的信号幅值
然而,从传感器收集的原始信号往往不能直接用于刀具监测系统的输入,需预处理后提取有代表性的特征。当前研究中,从时域中提取了均方根、标准差、最大值、偏度、峭度和峰峰值等6个特征,在频域中通过功率谱密度分析提取了谱均值、谱峭度和偏度等3个特征,在时频域中通过应用db4提取了3层小波包分解系数的能量最大值作为特征,因为能量更高的系数与机床的特征频率有关[15]。
由于从多源传感器提取的多域特征的单位或大小尺度不同,将其归一化处理到区间[0,1]。图5是映射之后的多域特征和刀具磨损以及其相关性分析的结果。从图中容易发现,有的特征与刀具磨损相关性较强,然而直接将相关性强的特征组成子集将会存在严重的信息冗余,图中均方值、标准差、最大值等之间的相似性也表明了这一点,这说明了特征选择在刀具状态监测过程中是非常有必要的。
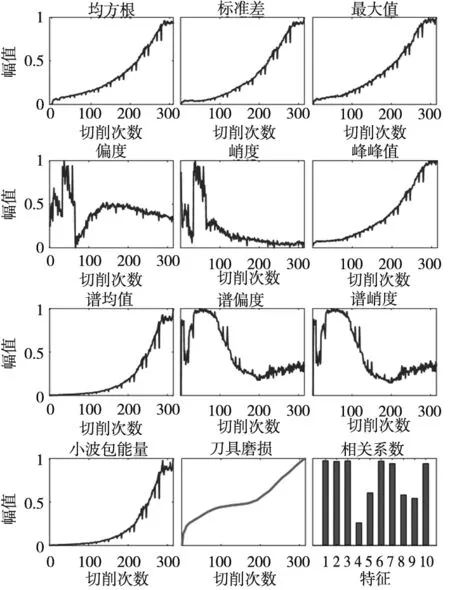
图5 从Fx中提取的部分特征
3 结果与分析
根据刀具磨损的泰勒经验曲线,把刀具状态分为初始、中度和严重磨损三种状态(1-2-3)。应用FDR对所有特征进行评分,结果见图6,曲线上没有明显的跳变点(FS曲线类似如此),难以直接判断出合适的特征数量或过滤阈值,根据经验设置特征数量或过滤阈值的方式主观性太强,而且选择得到的特征子集中特征变量之间的冗余性太强。
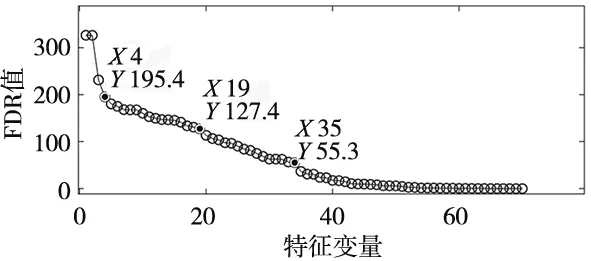
图6 特征的FDR得分曲线
从各类样本中分别选择出50个样本,应用3类(1-2-3)和2类(1-2)FS对所有特征评分,选择在对应评价标准下最好10个特征组成特征子集。为了直观的看出这两个特征子集判别性之间的差异,利用主成分方法分别对这两个子集集合进行分析,选择第一主成分和第二主成分在直角坐标系绘制出各类样本的散点图,结果如图7所示。在主成分分析之后,只有少量的信息丢失,因此利用第一、二主成分绘制的散点图能够基本反映出对应特征子集下各类样本的分布情况[16]。从图7可以看出,相比图7的右图,图7的左图利用1-2-3类FS选择的特征在初始磨损和中度磨损之间距离较近,说明多分类中FS选择的得分高的特征并不一定能够很好的区分出所有的类别。
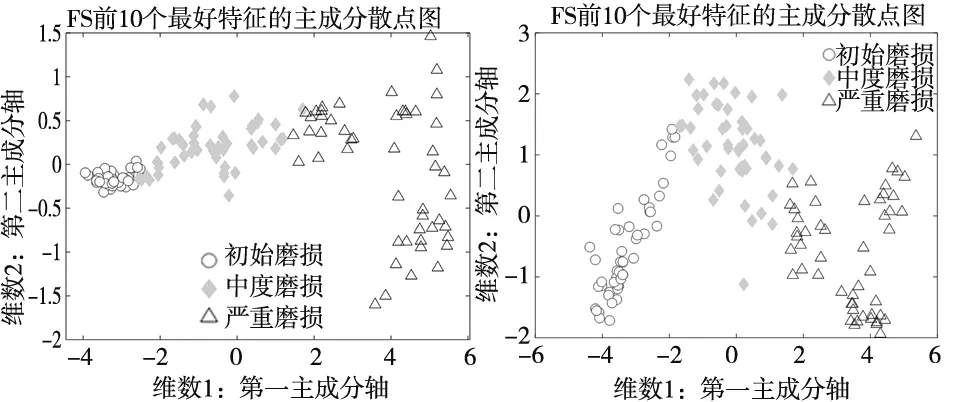
图7 1-2-3类FS和1-2类FS选择的前10个最好特征对应的主成分散点图
对于改进的FDR,按照上述同样的思路进行分析,但是特征数量与提出的两步方法保持一致,设置为8个。在3类(1-2-3)FDR下绘制的散点图如图8的左图所示,容易观察到,FDR中依然存在上述问题,即选择出得分高的特征组成的特征子集并没有很好地区分出所有类别,尤其是前两类(1-2),而利用提出的方法选择的特征子集,对于上述同样的样本,则能够较好地区分开,说明这种特征选择算法能从集合整体性能的角度选择特征子集,而不仅仅是组合得分高的特征。
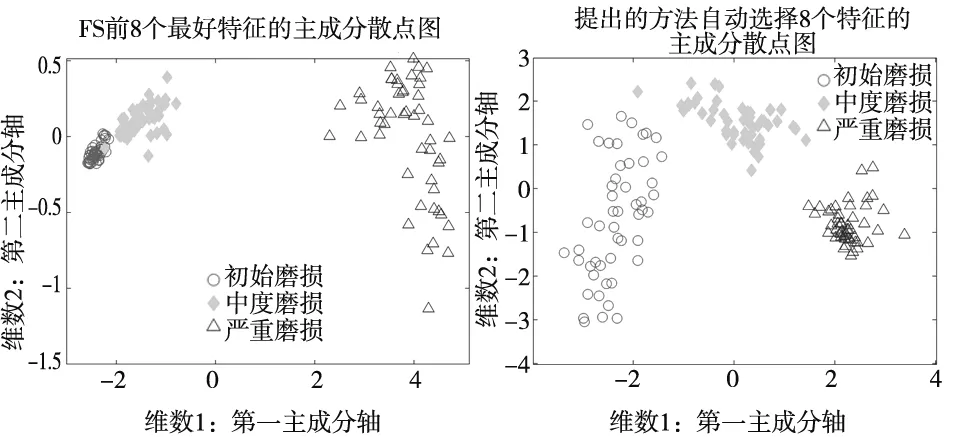
图8 1-2-3类FDR和提出的方法选择的8个特征对应的主成分散点图
除了从主成分散点图上直观地比较判别性之外,接下来,从相同高斯过程回归模型上刀具磨损预测精度和特征子集内信息冗余性的角度,将提出的方法与其他各种常用的特征选择方法进行对比。由于提出的方法选择了一共包含8个特征变量,为了保持特征数量的一致性,这里各种方法都选择对应评判标准下最好的8个特征组成子集,包括: PCC、PCA、FS和mRMR等4种特征选择方法。
根据各个方法选择的特征子集,随机选择约2/3的样本用于高斯过程回归模型的训练,剩下样本用于测试模型的预测精度,预测精度通过均方误差(MSE)和均方根误差(RMSE)定量描述,结果取5次的平均值,记录于表2中,可以发现,各种方法选择出的特征子集并不相同,在相同模型上,提出的方法实现了更小的刀具磨损预测误差。另外,根据式(5),从体现模型预测精度、特征数量和信息冗余的综合性评价函数上看,即根据适应值函数,提出的方法选择出的特征子集拥有最大的适应值,这是种群不断进化的结果,说明提出的方法能够根据需要,在适应值函数中方便灵活的加入对应的考量因素,得到综合性能更好的特征子集。
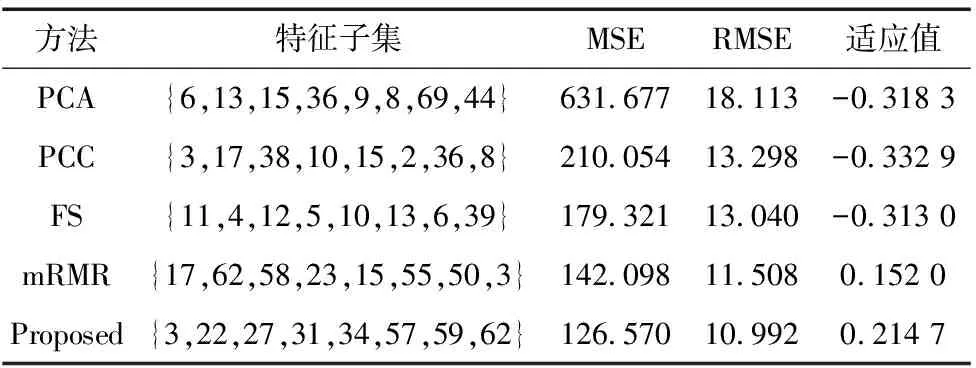
表2 各种方法选择出8个特征时的性能结果
为了从信息冗余性的角度将各种过滤式特征选择方法与提出的方法进行比较,特征子集之间的平均相关性(AC)、归一化互信息(NMI)和最大互信息系数(MIC)作为特征间信息冗余性的度量指标。其中,AC能够有效衡量集合内平均线性相关程度,NMI是基于信息度量标准,可以衡量非线性关系,而MIC则具有很强的普适性,可以识别任何函数关系[17]。冗余性测量结果见表3,容易观察到,其他条件相同的情况下,所提出的方法选择得到的特征子集实现了很小的特征间信息冗余,从NMI和MIC的角度,均是所有方法中冗余性最低的,从AC来看,也明显低于除了mRMR外的各种方法,虽然稍微高于mRMR,但也是一个可接受范围内的负相关系数值。这说明从各个角度进行计算、评判,这种两步特征选择方法均有效降低了特征子集内的信息冗余性。PCA、PCC和FS是通过简单的得分排序选择出得分高的特征,但得分高的特征往往具有相似性,这一点从图5可以看出,这样并没有考虑特征之间的信息冗余性,所以这些简单的过滤式特征选择方法难以选择出综合性能较好的特征子集。mRMR特征选择方法不仅考虑了相关性,也考虑了冗余性,但是不可避免地需要人为的确定特征的数量或者设置阈值。而提出的方法通过将改进的FS结合遗传算法,能够从预测精度、信息冗余和特征数量等方面综合考量,自动得到合适的特征子集。
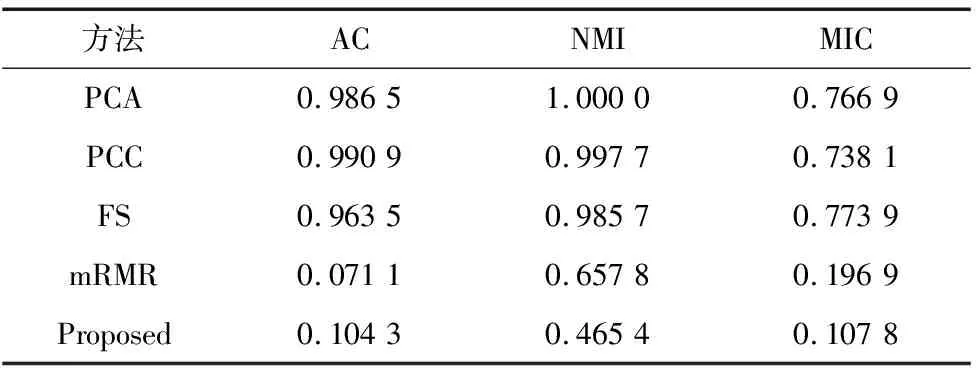
表3 各种特征选择方法得到的特征子集中信息冗余性
4 结束语
本文以刀具状态监测为目标,针对Fisher score等过滤式特征选择方法中的不足,提出了一种改进的FS结合遗传算法的两步式特征选择方法。通过在铣削试验收集的多传感器数据上,提取时域、频域和时频域特征,从特征子集的判别性、相同模型上刀具磨损预测精度和特征子集内信息冗余性的角度,将提出的方法与其他常用的特征选择方法进行对比,验证了提出的方法的有效性。这种将简单的过滤式特征选择方法结合启发式算法的方法为克服过滤式特征选择方法中的不足提供了新思路,为各种先进的刀具状态监测方法提供了有效的输入。
