钎焊热循环对DD6单晶合金微观组织的影响
2021-12-12冯洪亮任海水李文文熊华平程耀永
冯洪亮,陈 波*,任海水,李文文,毛 唯,熊华平,程耀永,陈 昊
(1. 中国航发北京航空材料研究院, 北京 100095;2. 北京市航空发动机先进焊接工程技术研究中心, 北京 100095;3. 空军装备部驻北京地区第六军事代表室, 北京 100095)
DD6合金是我国自主研发的第二代单晶高温合金,与第一代单晶合金DD3相比,具有更高的耐热温度及高温性能,且合金中Re元素与国外同等材料相比较含量更低,降低了制造成本[1-3]。DD6合金同时还具有优良的抗疲劳性、抗氧化性和可铸造性等特点,其总体性能与国外第二代单晶合金水平相当,目前已在多种航空发动机涡轮叶片的研制中获得应用[3-8]。
单晶合金叶片主要应用于发动机涡轮端,工作环境苛刻,长期服役后个别叶片的局部区域会出现烧蚀、裂纹等缺陷。为了降低制造成本,需要采用焊接的方法对缺陷进行修复。目前主要采用钎焊、激光熔覆等焊接技术对叶片等高温合金涡轮部件进行焊接修复,并取得了较好的效果[9-11]。然而,由于单晶高温合金易再结晶及采用单晶制造的叶片结构复杂等特点,特别对于导向叶片上的缺陷,采用熔焊方法往往难以修复,通常选择钎焊方法。钎焊是利用液态钎料与母材的润湿来填充母材之间的间隙,并与母材发生冶金反应实现连接的焊接方法,具有工艺简单、对母材损伤小、焊接效率高等一系列优点,适用于难熔异质材料及复杂精密零部件焊接制造[12-17]。使用钎焊的方法修复单晶合金缺陷时需要特别关注两个问题:一是避免钎焊热循环对母材组织和性能产生大的影响,更不能导致单晶叶片出现再结晶;二是选用的钎料及钎焊修复工艺要能够获得高性能水平接头,满足叶片的实际使用工况要求。目前关于DD6单晶合金的钎焊和过渡液相扩散焊已经进行了研究,并取得了良好的效果[18-20],但是缺少钎焊或修复热循环对母材组织和性能影响的研究。
本工作对DD6单晶合金进行连续三次钎焊热循环实验,分析钎焊热循环对母材枝晶干和枝晶间区域成分偏析的影响,重点研究钎焊热循环次数对合金组织的影响,分析该过程γ基体和γ′相的演变规律,确定一定条件下的指导性钎焊修复参数,并对钎焊热循环后母材的高温持久性能进行研究。
1 实验材料及方法
1.1 实验材料
钎焊热循环用合金为经过标准热处理的DD6单晶试棒,规格为ϕ15 mm的圆棒,生长取向为[001]方向。钎焊热循环的试样是从DD6单晶试棒上连续切割下来的尺寸为ϕ15 mm×5 mm的圆形试片。试片原始态组织的基体通道中无二次γ′相,γ′相立方化程度良好。
1.2 实验方法
DD6合金钎焊热循环过程在真空钎焊炉中进行。DD6合金γ′相的完全回溶温度为1307.8 ℃,而大量回溶的温度为1270.1 ℃[21],在此温度的平衡态γ′相回溶质量分数在90%以上。为了避免γ′相的过多回溶,获得尽可能高的钎焊修复接头性能,同时DD6合金的使用温度可达1100 ℃,而钎焊温度一般要高于钎料的熔化温度30~50 ℃,钎料的熔化温度还要高于服役温度30~50 ℃,这样钎焊温度一般高于服役温度100 ℃左右,因此本研究选择钎焊热循环温度为1220 ℃,每一次热循环保温时间均为30 min,保温结束后随炉冷却,共进行三次钎焊热循环实验(图1为三次钎焊热循环工艺曲线示意图)。
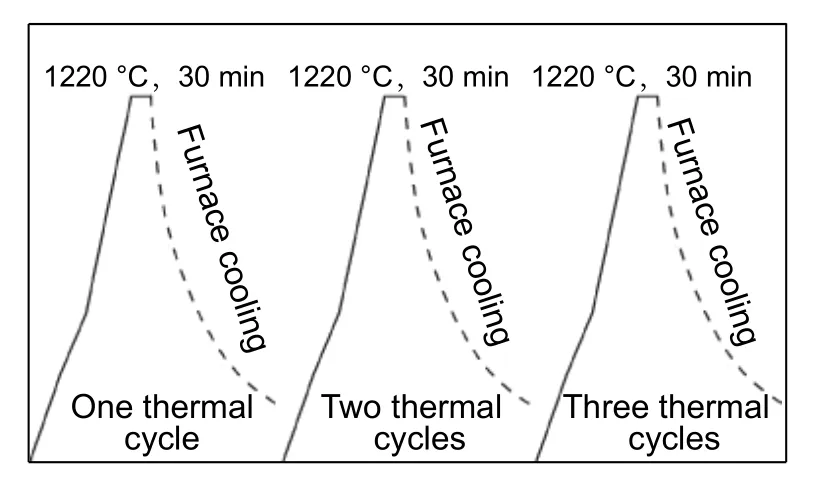
图1 三次钎焊热循环工艺曲线示意图Fig. 1 Process curves of repeated brazing thermal cycles
将钎焊热循环的试样进行标记,并采用电火花线切割方法沿着圆柱试片的径向切开,然后镶嵌并磨抛。磨抛后的试样表面分别采用化学和电解的方法进行侵蚀,侵蚀后的表面用清水和乙醇清洗后吹干进行扫描电镜观察。
利用场发射扫描电子显微镜(FESEM)对侵蚀后的试样形貌进行观察和分析,其中钎焊热循环试样组织的观察位置位于圆心附近区域。采用电子探针(EPMA)对枝晶干区域和枝晶间区域背散射形貌进行观察,并采用自带的波谱仪(WDS)对枝晶干区域和近邻枝晶间区域的成分进行分析,波普束斑直径大小选择为ϕ10 μm,采样位置位于试样圆心附近区域,分析前需对样品表面进行抛光处理。
采用高温持久试验机对原始态和经钎焊热循环后的DD6合金高温持久性能进行测试,观察其是否能够达到工程应用的技术标准,并研究特定加载条件下的持久寿命。持久性能测试条件为:温度980 ℃,初始应力250 MPa,加载100 h,之后每10 h增加应力25 MPa,直至拉断,测量持久寿命。
2 结果与讨论
2.1 钎焊热循环对DD6单晶合金枝晶干/间区域成分的影响
在1220 ℃/30 min条件下对DD6单晶合金进行连续三次钎焊热循环,分析每次热循环后枝晶干区域和枝晶间区域元素成分的变化。有研究表明固溶处理后的DD6单晶合金的枝晶干区域主要的富集元素是W、Re、Mo等高熔点元素,而枝晶间区域主要的富集元素是Al、Ta、Nb等[22],这些元素是γ′相的主要形成元素。本实验采用EPMA对试样中心区域的枝晶进行观察,其背散射图像如图2所示,可见连续三次钎焊热循环前后枝晶干和枝晶间区域的整体形貌差异不大。
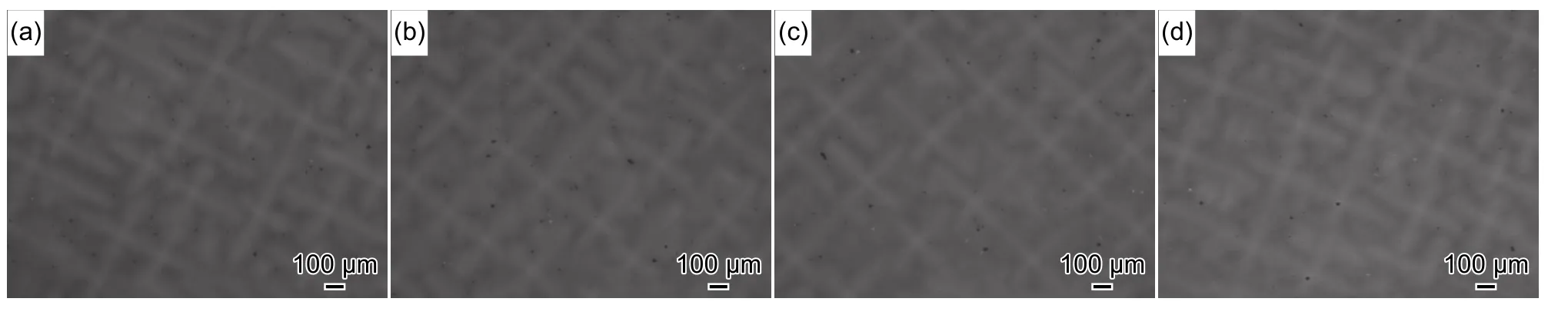
图2 不同次数钎焊热循环后的DD6单晶合金枝晶组织背散射图像 (a) 原始状态;(b) 一次热循环;(c) 二次热循环;(d)三次热循环Fig. 2 Backscattered electron images of dendrite microstructure of single crystal alloy DD6 after different brazing thermal cycles (a) original state; (b) one thermal cycle;(c) two thermal cycles; (d) three thermal cycles
元素的偏析度定义为XD/XI=K,其中XD为枝晶干区域的某一元素的成分,XI为枝晶间区域对应该元素的成分,K为该元素的偏析度。本研究的方法是对每一次热循环后的合金采用EPMA自带WDS测量三组枝晶干和与其近邻枝晶间区域元素成分,取平均并计算。枝晶干和枝晶间区域元素成分的偏析程度和同一次热循环下各元素偏析度的大小排序如图3所示。与标准热处理态的DD6单晶合金中元素的偏析程度进行对比能够发现,经过不同次数钎焊热循环后的DD6单晶合金在枝晶干区域W、Re、Mo元素的含量仍然偏高,偏析最严重的元素是Re元素,在枝晶间区域Al、Ni、Nb、Ta元素的含量仍然偏高,偏析较重的是Ta元素,与合金原始态各元素的偏析度相比差异不大。由此表明上述钎焊热循环后,枝晶成分偏析依然存在,对成分均匀性影响并不明显。这一现象产生的原因主要是由于进行钎焊热循环的母材已经固溶时效处理,干/间成分已经较为均匀,再进一步扩散均匀化较为困难。另外,在1220 ℃相对低的钎焊温度,合金依然是固态,内部又无大角度晶界,在枝晶干/间相对较远的距离上,较重的元素继续均匀化扩散也较为缓慢。
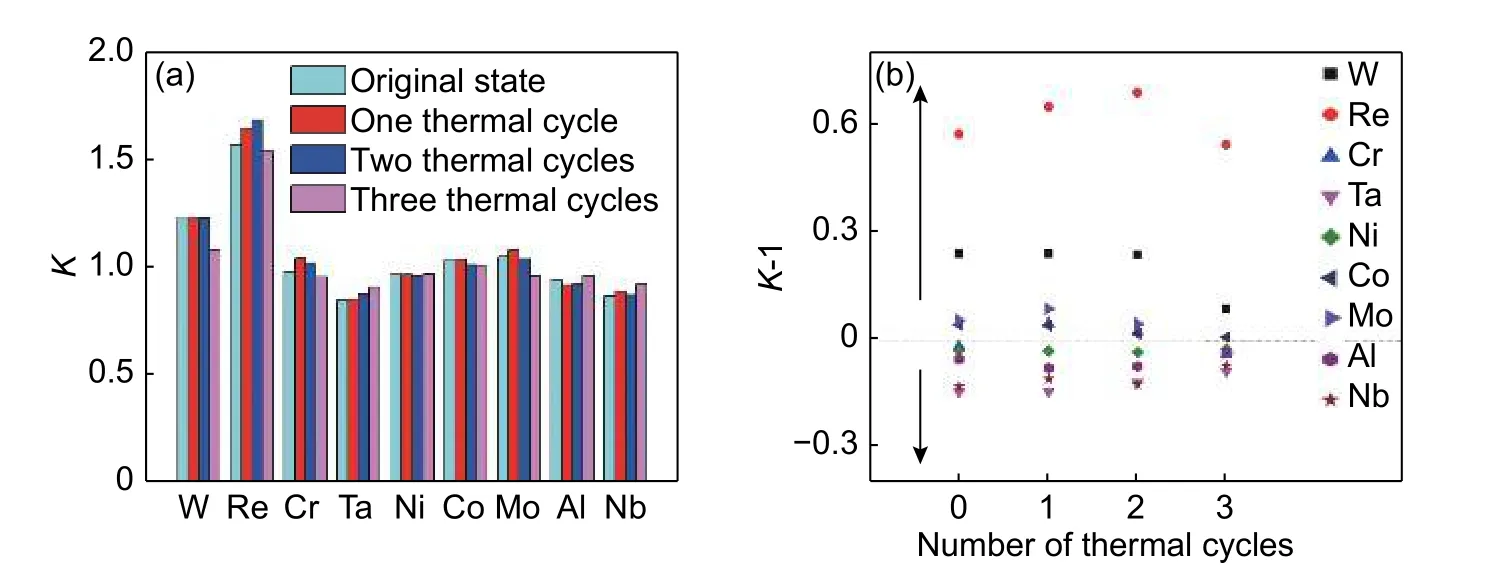
图3 不同次数钎焊热循环后枝晶偏析情况 (a)偏析度;(b) 同一次热循环下各元素偏析度大小排序Fig. 3 Dendrite segregation after different brazing thermal cycles (a) segregation coefficient; (b) ranking of segregation coefficient of each element under the same cycle.
上述分析表明,DD6单晶合金经过1220 ℃/30 min并随炉冷却的连续三次钎焊热循环后,元素在枝晶干区域和近邻枝晶间区域的偏析仍然存在,并且不同循环次数的枝晶干和近邻枝晶间区域各元素成分的偏析度无十分明显的变化,该钎焊工艺条件对枝晶干和枝晶间成分的均匀性影响不明显。
2.2 钎焊热循环对DD6单晶合金组织的影响
DD6单晶合金经过1220 ℃/30 min保温并随炉冷却的连续钎焊热循环后,用化学腐蚀的方法对其进行侵蚀,侵蚀后微观组织形貌如图4所示。经三次热循环后的合金整体变化特点是无论在枝晶干区域还是在枝晶间区域随着钎焊热循环次数的增加,原始γ′强化相逐渐长大,并且在经过第二、三次钎焊热循环后出现了较为明显的合并和扩展现象。其中,在枝晶干区域合并的和未合并的γ′相分布较为均匀;而在枝晶间区域,合并的和未合并的γ′相分布不均匀。这些不均匀的区域主要出现在枝晶间γ′相较为错乱、不规则的位置,由此表明排列状态不整齐、错乱的γ′相区域更容易出现γ′相长大和合并。

图4 不同次数钎焊热循环后的DD6单晶合金经化学侵蚀后的微观组织SEM图像 (a) 原始状态;(b) 一次;(c)二次;(d)三次; (1)枝晶干;(2)枝晶间Fig. 4 SEM images of the microstructures of the single crystal alloy DD6 with chemical corrosion after different brazing thermal cycles (a) original state;(b) one cycle;(c) two cycles ; (d) three cycles;(1) dendritic core ; (2)interdendritic region
为了进一步观察γ′相在钎焊热循环中的变化特点,特别是原始γ′相边缘和基体通道内的形貌特点,将相同工艺条件下的试样再进行电解腐蚀并放大观察,结果如图5所示。当DD6合金经过第一次钎焊热循环后,与原始态(如图5(a-1)和(a-2))对比,在枝晶干区域和枝晶间区域的γ′相除了粗化变大外,部分γ基体通道略有变宽,部分基体通道明显变窄形成细缝,变窄的基体通道使γ′相紧密相连在一起(见图5(b-1)和5(b-2)),少量γ′相边缘略微出现了参差不齐的现象。
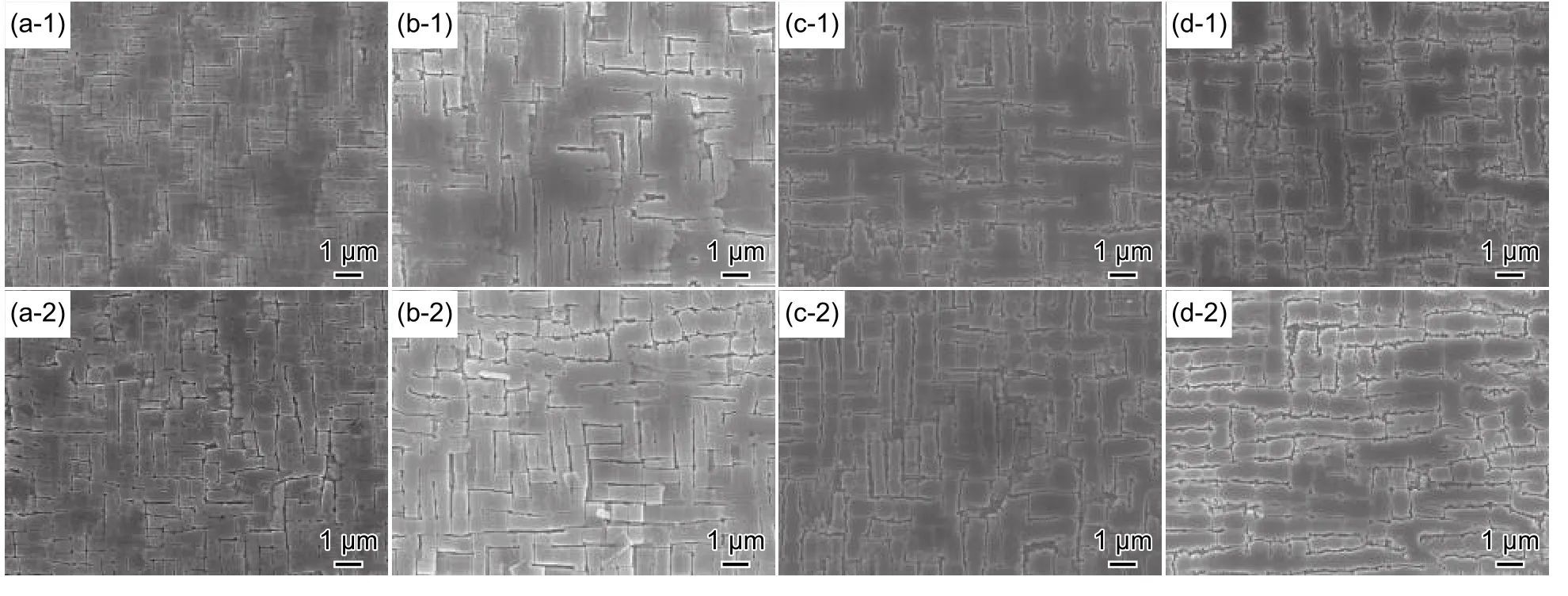
图5 不同次数钎焊热循环后的DD6单晶合金经电解侵蚀后的微观组织局部放大SEM图像 (a) 原始状态,(b) 一次,(c)二次,(d) 三次;(1)枝晶干(2)枝晶间Fig. 5 SEM images of microstructures of the single crystal alloy DD6 with electrochemical corrosion after different brazing thermal cycles (a) original state; (b) one cycle;(c) two cycles ;(d) three cycles;(1) dendritic core;(2)interdendritic region
当DD6单晶合金经过第二次重复热循环后,枝晶干和枝晶间区域微观组织形貌如图5(c-1)和(c-2)所示。这一过程相当于合金中原始γ′相经过上次回溶析出后,又经历了一次再回溶和析出。在枝晶干区域,部分γ基体通道进一步变宽变长,原始的γ′相出现较明显的合并和扩展现象,部分γ′相边缘形成较为明显的锯齿化,有序性和立方化程度明显降低。在枝晶间区域,原始的γ′相进一步粗化,也出现了紧密连接在一起的合并现象,立方化程度下降,部分γ′相边缘也出现了明显的锯齿化。
DD6单晶合金经过第三次热循环,即再经历一次回溶和再析出过程,枝晶干和枝晶间区域组织变化都较大,如图5(d-1)和(d-2)所示。在枝晶干区域,从侵蚀掉的γ基体痕迹来看,剩下的原始γ′相粗化严重,尺寸变大更加明显,并存在较为严重的合并,同时在局部γ′相附近观察到碎化的γ′相,γ′相与基体的界面锯齿化程度进一步加重。在枝晶间区域,同样能够观察到γ′相的粗化变大,局部也出现了较重的合并现象,并且局部还出现了γ′相碎化,γ′相的一致性进一步降低。
从上述DD6单晶合金的组织变化来看,经过一次钎焊热循环后原始γ′相虽然明显变大,但仍然保持相对较好的立方度,经过两次和三次钎焊热循环后,γ′相的立方化程度降低较为明显,因此经历三次1220 ℃/30 min并随炉冷却的钎焊热循环后,母材立方化结构保持较好的修复次数不应超过一次。若需进一步降低工艺强度对母材组织的影响,热循环中的保温时间可调整少于30 min。
为了进一步分析合金经过不同次数钎焊热循环后的γ′相的形貌及其附近的γ基体通道的形态(一般把基体通道中细小的γ′相称为二次γ′相[23],本研究不加区分不同次数热循环产生的二次γ′相),将局部组织形貌进一步放大观察,结果如图6所示。由图6可清晰地看到,当经过第一次热循环,枝晶干区域的γ基体通道部分明显变宽,部分明显变窄形成细缝,变窄的基体通道使γ′相挤压相连在一起,枝晶间具有相似特点,如图6(b-1)和6(b-2)所示。在随后循环过程中,这种γ′相长大挤压相连的现象更加严重,出现明显合并,如图6(c-1)和6(c-2)所示。局部γ′相边缘的参差不齐状态逐渐加重,并向锯齿化转变,后期出现锯齿化边缘突出的小γ′相从其边缘分离的现象,如图6(d-1)和6(d-2)所示。在冷却过程中,来不及传输至γ′相附近的元素在过饱和的基体通道中析出形成小的二次γ′相。在每次钎焊热循环后,无论是枝晶干区域还是枝晶间区域,γ基体通道内均形成了许多细小的二次γ′相。
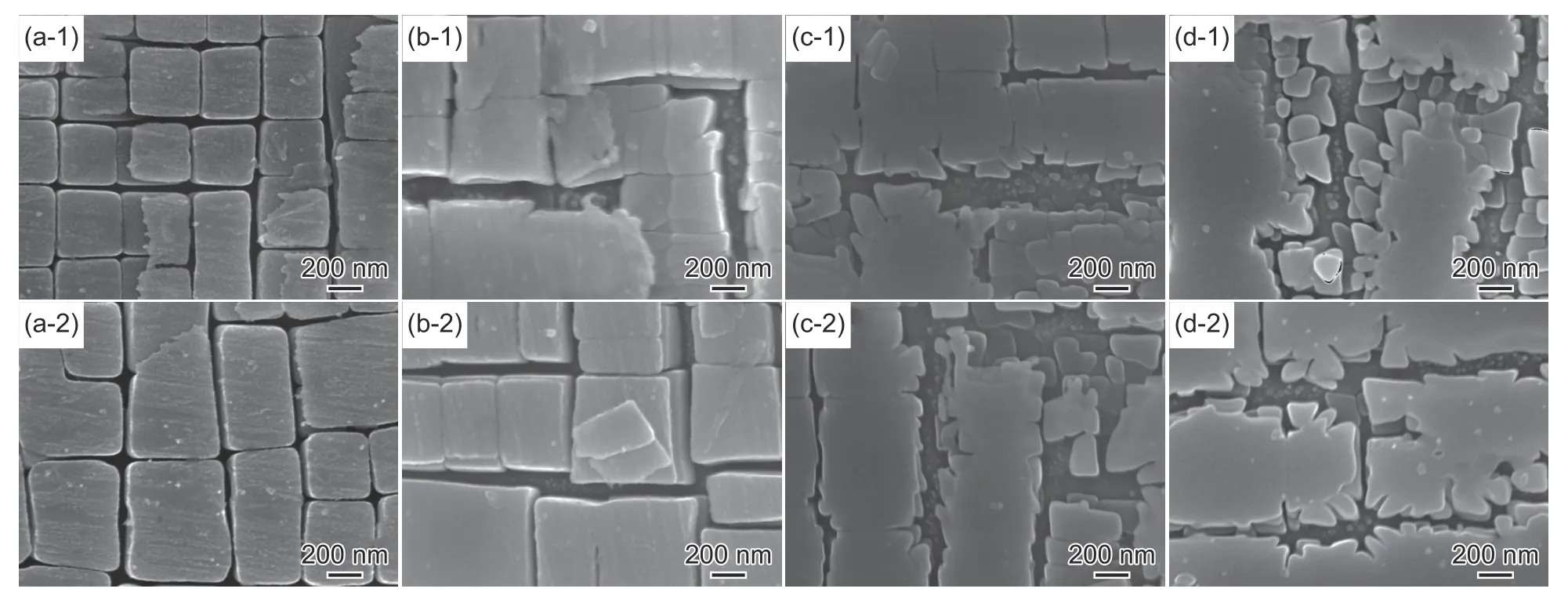
图6 对应于图5中的局部区域进一步放大的图像 (a) 原始状态;(b) 一次; (c) 二次;(d) 三次;(1)枝晶干区域形貌;(2)枝晶间区域形貌Fig. 6 Magnification image of the microstructures corresponding to Fig. 5 (a) original state;(b) one cycle;(c) two cycles;(d)three cycles;(1) dendritic core;(2)interdendritic region
上述研究表明,连续钎焊热循环对于相对宏观的枝晶干区域和枝晶间区域偏析元素的均匀化影响并不大,但对于更微观的γ′相和近邻γ基体之间的元素传输和扩散应是有较大影响的,因为γ′相的长大是从回溶后的γ基体中获取Ni和Al元素的,这些元素必然要扩散传输到γ′相界面附近才能够使γ′相长大。研究表明,一般情况下镍基高温合金的γ′相溶解和析出长大遵循Ostwald规律,即较小的γ′相溶解,而较大的γ′相长大,从而降低系统的总能量。如果由元素的扩散控制,则符合LSW理论生长,γ′相的生长时间与γ′相在该时刻半径的平均值成三次方关系[24-25]。如果在较高的温度条件下则还需同时计入弹性能和界面能共同对γ′相生长的作用,这时γ′相将向着总能量减小的方向优先生长,即沿着(011)面较快生长[21,26],使后期观察到的γ′相界面呈锯齿状。因此,在上述三次连续钎焊热循环过程中,微观组织的演变过程可近似的归结为γ′相经历三次连续的回溶再析出的长大过程,并且这一演变过程可通过图7的反复回溶和再析出示意图来描述。其中,图7(a)为标准热处理后的DD6合金原始态组织,γ′相立方化程度非常好,边缘平直,通道内没有二次γ′相。图7(b)表示经过一次热循环后,γ′相长大,局部边缘稍有参差不齐,γ′相的整体立方度较好。通道中出现了细小的二次γ′相。图7(c)表示经过两次的回溶再析出,小的γ′相回溶,大的γ′相进一步长大并出现明显地合并和锯齿化,冷却后再次析出细小的二次γ′相。图7(d)表示经过三次回溶再析出,大的γ′相进一步长大合并,边缘出现较重的锯齿化,基体通道中形成细小的二次γ′相。
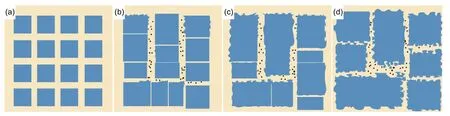
图7 DD6单晶合金经不同次数钎焊热循环的组织演变示意图 (a) 原始状态;(b) 一次; (c) 二次;(d) 三次Fig. 7 Schematic diagram of the microstructural evolution for single crystal alloy DD6 during brazing thermal cycles (a) original state;(b) one cycle;(c) two cycles ;(d) three cycles
2.3 钎焊热循环对DD6单晶合金力学性能的影响
对原始态和经连续三次钎焊热循环后的DD6单晶合金高温持久性能进行测试和对比,评价钎焊热循环对母材性能的影响,结果如表1所示。可见,经过第一、二和三次钎焊热循环后的母材在980 ℃、初始应力250 MPa加载下,持续时间均能达到100 h的航空标准要求,并在100 h后每间隔10 h增加25 MPa应力,直至断裂,持久寿命可达到133 ~135 h之间,与原始态相当,表明热循环次数的增加对合金持久寿命并无明显的影响。但是随着热循环次数的增加,持久试样的断面收缩率和断后伸长率在逐渐的增加,伸长率从原始态的29.28%增加至44.52%,特别是经过第二次和第三次热循环后合金伸长率变化较大,母材的塑性变形较为明显,但仍处于较高的性能水平。
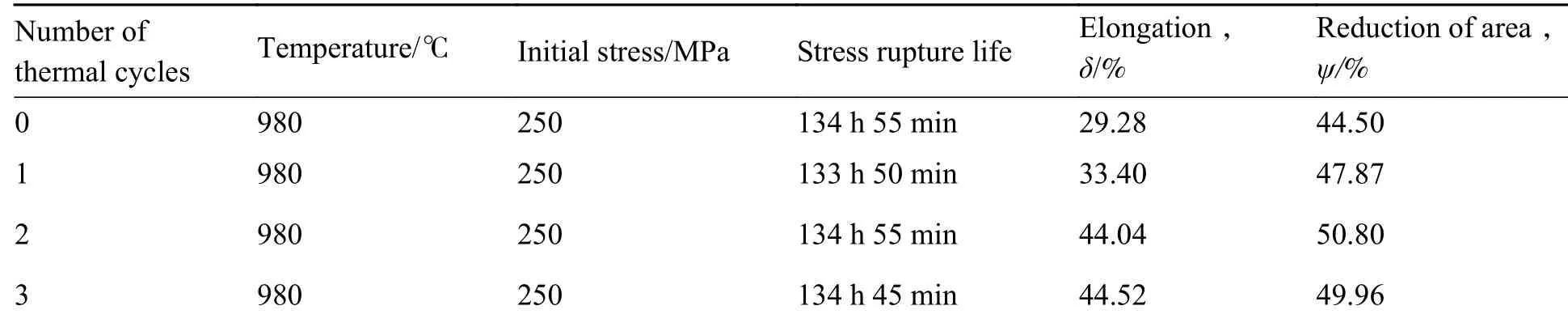
表1 经不同次数钎焊热循环的DD6单晶合金高温持久性能Table 1 High temperature stress rupture properties of the single crystal alloy DD6 after different brazing thermal cycles
虽然钎焊热循环对单晶母材组织和性能有影响,但母材性能还处于较高水平,接头区由于受钎料成分及钎焊工艺限制,仍是性能最薄弱区域,所以决定钎焊修复接头性能的不是母材而应是接头区本身。
3 结论
(1)DD6单晶合金经过1220 ℃/30 min并随炉冷却的连续三次钎焊热循环后,元素在枝晶干区域和枝晶间区域的偏析仍然存在,Re、W、Ta等重元素的偏析仍然较重,枝晶干和枝晶间区域各元素成分的偏析度与原始合金相比变化并不明显,此钎焊工艺条件对枝晶干/间区域成分的均匀性影响较小。
(2)DD6单晶合金经过第一次钎焊热循环后γ′相虽然长大较明显,但仍然保持较好程度的立方度,经过第二次和第三次钎焊热循环后,γ′相长大、合并以及立方化程度降低较为明显,因此在1220 ℃/30 min条件下钎焊修复,母材立方化结构保持较好的修复次数不应超过一次。在三次连续钎焊热循环中,部分γ′相边缘形貌由原始平直状态向略微参差不齐状态转变,并逐渐锯齿化。每一次钎焊热循环后,无论是枝晶干区域还是枝晶间区域,在γ基体通道内均形成许多细小的二次γ′相。
(3)经钎焊热循环的DD6单晶合金在980 ℃、初始应力加载250 MPa的条件下,均能够保持100 h,之后每隔10 h增加25 MPa应力,最终持久寿命与原始态母材相比基本相当,但是断面收缩率和伸长率却在逐渐增加,伸长率从原始态的29.28%增加至44.52%,特别是经过第二次和第三次热循环后,变化较为明显。
