二氧化碳基TPU/淀粉共混材料性能的研究
2021-12-09王勇攀刘保华宋丽娜谢正斌王超智萧毅恒
王勇攀,刘保华,宋丽娜,谢正斌,王超智,萧毅恒
广东工业大学材料与能源学院,二氧化碳基高分子合成与应用实验室,广东广州510006
淀粉是一种重要的天然高分子材料,其来源广泛且获取容易,因此对其进行高分子材料开发具有广阔的市场前景.但是淀粉是一种多羟基的长链段材料,由于它的加工性能差、综合力学强度差,使得淀粉的开发受到了阻碍[1].
以二氧化碳和环氧丙烷共聚而成的聚碳酸亚丙酯多元醇是一种新型的多元醇聚碳酸亚丙酯多元醇(PPC),其结构介于聚酯和聚醚之间,研究显示PPC型聚氨酯材料在拉伸强度、硬度、耐水解性等诸多方面均超过聚醚型及聚酯型聚氨酯,显示出良好的综合性能,由其制备的聚氨酯弹性体(PPCTPU)具有优异的力学性能[2].因此,其可以用于制备高性能共混物的基体材料,提升共混物的综合力学性能.
以PPC合成的二氧化碳基TPU为共混物的基体材料,通过转矩流变仪与淀粉进行共混改性,制备出综合性能优异的二氧化碳基共混材料,研究了不同含量淀粉对二氧化碳基共混材料的力学性能和加工性能的影响.
1 实验部分
1.1 原料
聚碳酸亚丙酯型热塑性弹性体(PPC-TPU),实验室自制;玉米淀粉(CS),北京吉得利食品有限公司生产;分子筛,上海博晶分子筛有限公司生产.
1.2 仪器
XSS-300转矩流变仪(上海科创橡胶机械设备有限公司),CMT-4204万能电子试验机(美斯特工业系统(中国)有限公司),RHEOGRAPH 20高压毛细管流变仪(德国高特福有限公司),S-3400N-Ⅱ扫描电子显微镜(日本日立高新技术公司),HY-25TD平板硫化机(上海恒驭机械设备有限公司).
1.3 方法
将干燥的玉米淀粉与PPC-TPU按不同质量比高速搅拌混合,再通过转矩流变仪共混成型,共混温度185℃、转矩速度为50 r/min,将共混物通过粉碎机粉碎后制得PPC-TPU/CS共混改性颗粒,然后放置于烘箱80℃中1 h,取适量的PPC-TPU/淀粉共混物在平板硫化机上压制成100 mm×100 mm×0.5 mm的片材样品,压片温度180~200℃、压力10 MPa.PPC-TPU/CS共混物成分及其含量列于表1.
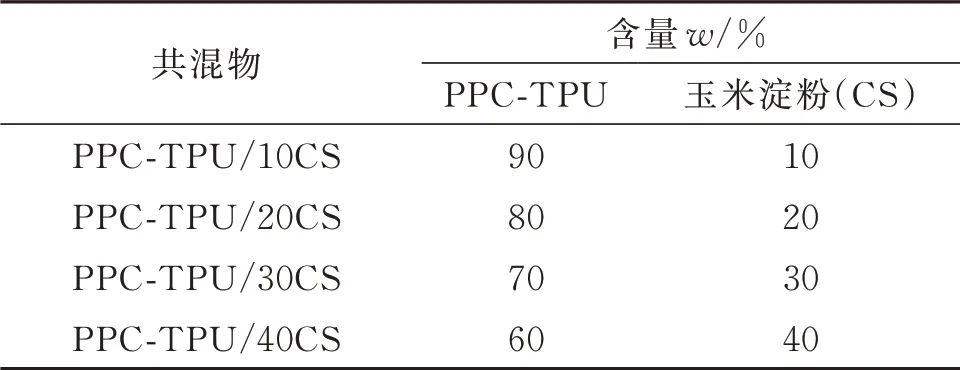
表1 PPC-TPU/淀粉共混物成分及其含量Table1 Compositionand cintentof PPC-TPU/starchblends
1.4 测试与表征
拉伸性能测试,将制得的共混物片材样品裁成哑铃型,按照GB/T 1040-2018标准进行测试.撕裂性能测试,将制得的样品裁成直角型撕裂样条,按照GB/T 529-2008标准进行测试.流变性能测试,采用高压毛细管流变仪对样品进行测试,模口大小为30 mm×1 mm,试温度范围为185~200℃,测试剪切速率范围100~1000 s-1.采用扫描电子显微镜,对样品微观形貌进行表征.
2 结果与讨论
2.1 玉米淀粉含量对共混物的微观形貌影响
不同玉米淀粉含量对共混体系微观形貌的影响如图1所示.从图1可见:PPC-TPU试样的断裂表面是光滑且连续的,同时还存在着少量轻微起伏的沟壑,主要原因是PPC-TPU中发生了软段和硬段的微相分离[3];在PPC-TPU/CS共混体系中,PPCTPU/10CS试样的断裂表面大部分仍是光滑且连续的,但是出现了个别的台阶,这是玉米淀粉颗粒嵌入到PPC-TPU的分子链段中而形成的刚性点;随着玉米淀粉的含量从10%增加到40%,PPC-TPU/CS试样的断裂表面出现了越来越多的清晰的台阶及空隙,表明PPC-TPU/CS共混体系中出现了明显的相分离.这是因为在共混加工过程中,玉米淀粉的结晶结构并未因为温度和强剪切力作用而遭到完全破坏,仍以淀粉颗粒形式存在PPC-TPU中,说明了高含量的玉米淀粉与PPC-TPU的混溶性较差.
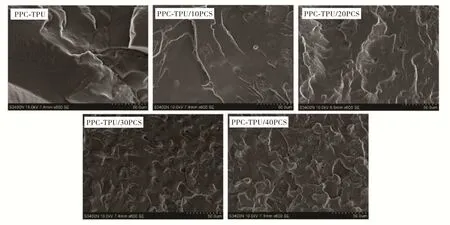
图1 不同玉米淀粉含量对共混体系微观形貌的影响Fig.1 Effects of different CS content on microstructure of blend system
2.2 淀粉含量对共混体系力学性能的影响
在PPC-TPU/CS的共混体系中,由于PPC-TPU具有黏度小、可加工性好的特点,作为连续相,淀粉用作填充材料,作为分散相.表2为不同淀粉含量对PPC-TPU/CS共混物力学性能的影响.
由表2可知:随着CS含量的增加,共混物的拉伸强度呈现先增大后减小的变化,这是因为CS与PPC-TPU共混的过程中,在热压条件下玉米淀粉颗粒发生了糊化膨胀,均匀分散在PPC-TPU体系内且与PPC-TPU分子链段紧密结合在一起,使得共混物的拉伸强度提高;随着玉米淀粉含量的提高,玉米淀粉与PPC-TPU结合的程度达到一定范围后,玉米淀粉嵌入PPC-TPU分子链段的量达到饱和,使得多出的玉米淀粉分子容易缠结在一起而形成团聚现象,在空间上团聚的玉米淀粉分子与PPCTPU分子链的相互距离增加过多,形成了更容易产生的滑移,进而使得拉伸强度发生了下降,图1中PPC-TPU/CS共混体系的微观形貌变化也证明了这个变化.由表2还可知,随着玉米淀粉含量的增加,断裂伸长率一直处于逐渐下降的趋势.这是因为在PPC-TPU/淀粉共混体系内,PPC-TPU作为主要的基体材料是提供共混物弹性、韧性最重要的因素,然而随着PPC-TPU在共混物中含量的逐渐减少,共混物的弹性和韧性逐渐下降.

表2 不同淀粉含量对PPC-TPU/CS共混物力学性能的影响Table 2 Effects of starch content on the mechanical properties of PPC-TPU/CS blends
2.3 PPC-TPU/淀粉共混体系流变性能的研究
在高分子材料的加工过程中,高分子材料的流变性能是一个非常重要的影响因素.运用毛细管流变仪,探究PPC-TPU/CS共混物的流变性能.2.3.1 表观剪切应力与表观剪切速率的关系
通过毛细管流变仪,探究了PPC-TPU/CS共混物在不同温度下不同淀粉含量的表观剪切应力τ和表观剪切速率γ的关系(图2).
从图2可以看到:PPC-TPU/CS共混物体系表观剪切应力和表观剪切速率呈现非线性关系,随着表观剪切速率的增大τ-γ的非线性关系趋于明显;随着温度的升高,τ-γ的非线性关系更加明显,PPCTPU/CS共混体系表现出了假塑性流体的流体特性.在假塑性流体的流变中剪切黏度的影响因素包含有剪切速率和表观剪切应力,表观剪切黏度由流动曲线上每点的表观剪切应力和与之相对应的剪切速率之比计算而来,在剪切速率固定的条件下表观剪切应力与温度成负相关性.
从图2还可见:随着温度的升高,PPC-TPU/CS共混物的表观剪切应力也随之降低,这是因为在较低温度下共混物的分子链段处于高度缠结状态且分子间的作用力大,以玉米淀粉颗粒形成的刚性结点更阻碍了分子链的运动,当共混体系温度的提高分子链的热运动加强,分子链开始从高度缠结转向分离状态,使得分子间的作用力得以降低而提高了分子链的相对运动速度,同时玉米淀粉颗粒形成的刚性结点对分子链的阻碍作用降低,随着分子链开始运动表观剪切应力也随之下降[4-5];随着玉米淀粉含量的增加,PPC-TPU/CS共混物的表观剪切应力也逐渐增大,这是因为在共混物中随着玉米淀粉含量的增加,由此形成的刚性结点增多而使淀粉的流动性差,从而对分子链段的运动产生了阻碍作用,使得PPC-TPU/CS熔体流动性变差和表观剪切应力增大.
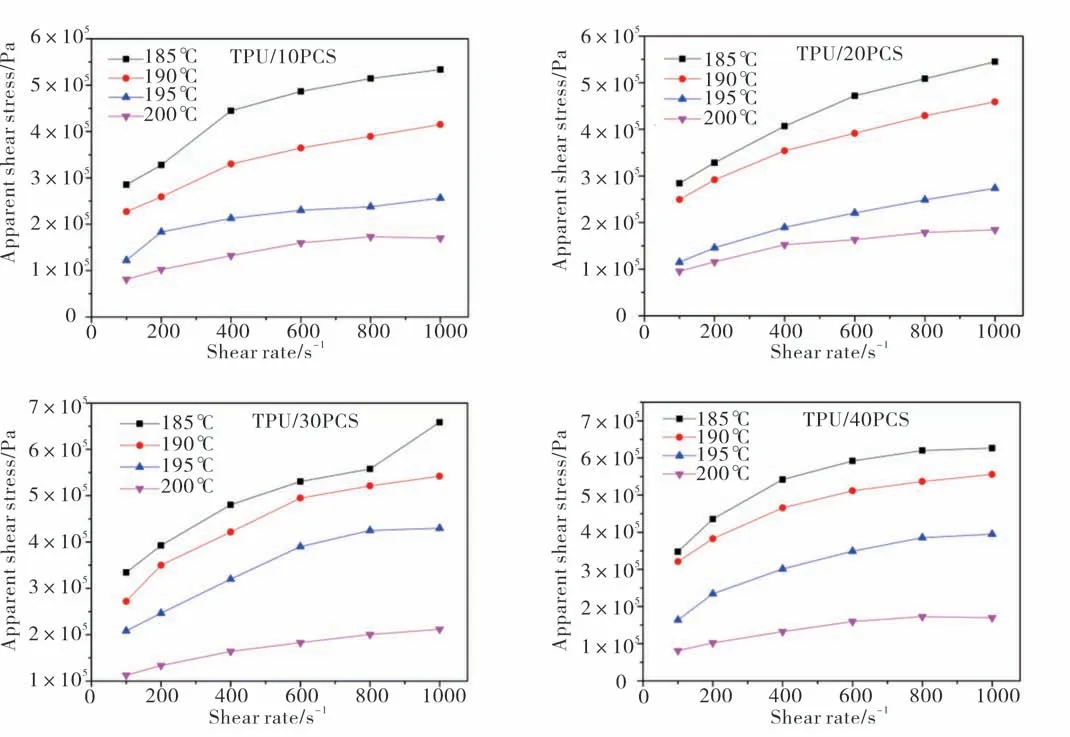
图2 不同温度下共混物的表观剪切应力τ与表观剪切速率γ流变曲线Fig.2 Apparent shear stressτand apparent shear rateγrheological curves of the blends at different temperatures
2.3.2 表观剪切黏度与表观剪切速率的关系
通过毛细管流变仪,探究了PPC-TPU/CS共混物在不同温度下不同淀粉含量的表观剪切黏度η和表观剪切速率γ的关系,如图3所示.
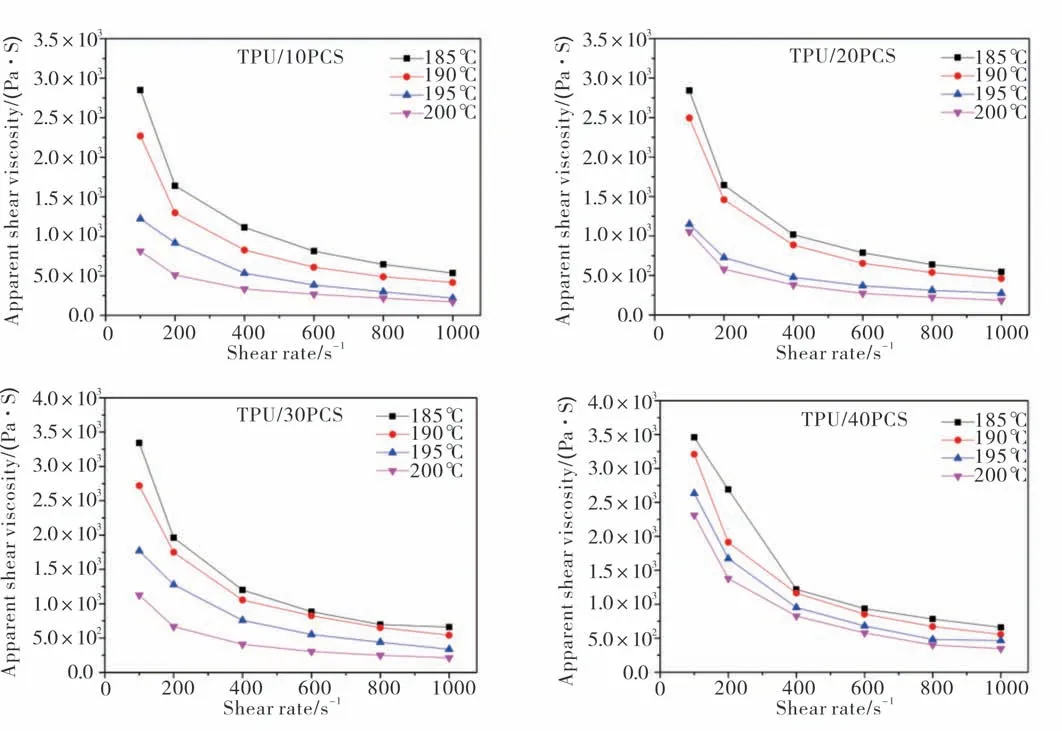
图3 不同温度下共混物的表观剪切黏度η与表观剪切速率γ流变曲线Fig.3 Apparent shear viscosityηand apparent shear rateγrheological curves of the blends at different temperatures
从图3可以看出:PPC-TPU/CS共混体系表现出了非牛顿流体特征,即随着切变速率增加表观剪切黏度降低的特征行为,在100~200 s-1的切变速率范围内或温度在185~200℃范围内,共混物的表观剪切黏度均出现了急剧的下降,这表明切变速率和温度均是影响共混物加工性能的因素;随着温度的提高,PPC-TPU/CS共混物的表观剪切黏度出现了明显的下降,这是因为温度的升高,共混物的分子间高度缠结的拟网络结构出现了解缠的现象,使得共混物中分子链段的摩擦阻力降低,分子链段的活动得到加强,进而降低了共混物的表观剪切黏度;随着玉米淀粉含量的增加,PPC-TPU/CS共混物的表观剪切黏度出现了明显的提高,这是因为在共混物中玉米淀粉颗粒形成的刚性点使得分子链中软段的运动受到阻碍,分子链间的摩擦阻力因此提高,进而提高了共混物的表观剪切黏度.
3 结论
(1)随着CS含量的增加,TPU/CS共混物的拉伸性能与断裂生长率均是增大后减少,断裂伸长率处于逐渐降低.当淀粉含量为30%时,共混物的综合力学性能最好.
(2)随着温度的升高,TPU/CS共混物的表观剪切应力和表观切黏度均是逐渐下降,加工流动性增加.(3)随着淀粉含量的增加,TPU/CS共混物的综合加工性能逐渐下降.当淀粉含量为40%时,共混物加工性能最差.
