湿法制酸催化剂在烷基化废酸再生装置上的应用
2021-12-09董天雷田先国
吴 琳,董天雷,田先国
(中石化南京化工研究院有限公司,江苏南京210048)
我国烷基化装置大部分采用硫酸法工艺,会产生大量烷基化废酸。废酸再生装置是烷基化装置配套的环保装置,该装置将w(H2SO4)89%~90.5%的废硫酸通过废酸裂解炉焚烧裂解、氧化和吸收,生产出w(H2SO4)98%~99.2%的产品硫酸,再生后的产品硫酸返回烷基化装置作为硫酸烷基化反应的催化剂循环使用[1]。
中国石油化工股份有限公司已建与在建的烷基化生产装置配套建设的废酸处理装置主要在扬子石化、镇海炼化、齐鲁石化、上海石化和福建联合石化等,大多采用P&P公司废酸湿法再生工艺技术。中石化南京化工研究院有限公司开发的NWS和NCV系列湿法转化用钒催化剂,以优质精制硅藻土为载体,五氧化二钒为活性组分,碱金属硫酸盐及某些氧化物为促进剂,在湿接触法生产硫酸的过程中,NWS和NCV系列联合使用,将二氧化硫氧化成三氧化硫。笔者就NWS和NCV系列钒催化剂在某炼化企业采用P&P公司废酸湿法再生工艺技术的烷基化废酸湿法再生装置上的应用进行介绍。
1 P&P公司废酸湿法再生工艺
P&P公司湿法再生工艺采用两次湿法转化+两次冷凝成酸技术。自上游烷基化装置来的废酸送入焚烧裂解炉内裂解,硫酸在炉内被分解为SO2、H2O和O2,其他有机物被同时分解,焚烧裂解炉通过燃料气燃烧提供热量,过程气经换热降温后送入高温除尘器去除颗粒物等杂质,再通入第一转化器将SO2转化SO3,转化后的含SO3气体在第一冷凝器中冷凝成酸,未被冷凝的过程气依次通过第二转化器、第二冷凝器。两级转化后过程气经烟气风机加压后通过活性炭反应器被吸收转化为稀硫酸,净化后的尾气满足环保标准要求,经烟囱排放[3]。P&P公司废酸湿法再生工艺流程见图1。

图1 P&P公司湿法再生工艺流程
2 催化剂技术参数及运行工艺条件
2.1 催化剂分配及装填量
酸再生单元装填钒系催化剂,分别置于酸再生第一转化器R-8200内RH-8210B/C、RH-8230、RH-8250床层以及第二转化器R-8400内RH-8450床层。催化剂总装填量为55 m3,装填分配方案见表1。
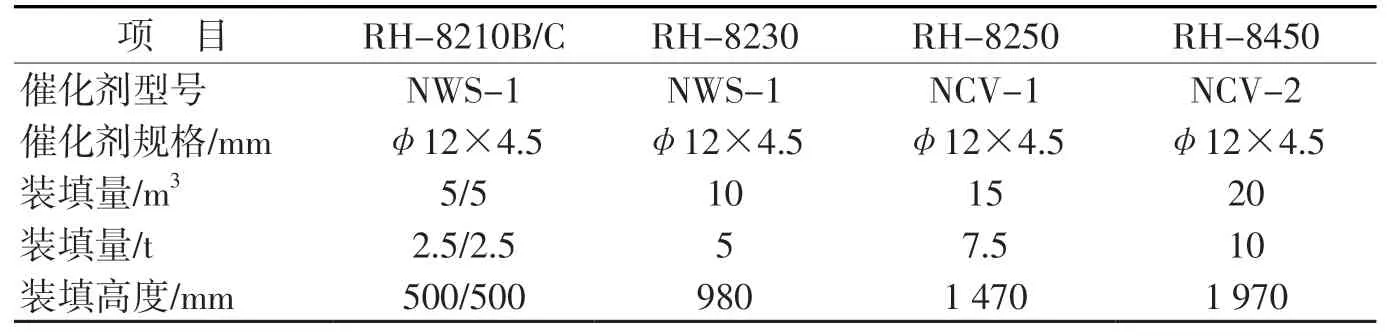
表1 催化剂装填分配方案
2.2 催化剂床层工艺操作条件
催化剂床层的工艺条件见表2,正常工况下工艺气组分数据见表3。

表2 催化剂床层工艺条件

表3 工艺气数据
2.3 装置运行效果
由于酸再生装置的转化器为绝热反应器,SO2氧化成SO3所放出的反应热使转化气体温度升高,SO2的转化率与催化剂床层绝热温升有对应关系,因此可由床层反应温升来间接判断SO2转化率大小。
一般用下式计算[4]:

式中:t0——气体进催化剂床层温度,℃;
t——气体出催化剂床层温度,℃;
x0——气体进催化剂床层时转化率,%;
x——气体出催化剂床层时转化率,%;
λ——绝热温升系数,℃。
2020年1—10月,NWS,NCV系列湿法转化用钒催化剂在该烷基化废酸再生装置的运行数据如图2~5所示。

图2 R-8200转化器出口温度

图3 R-8200转化器温升
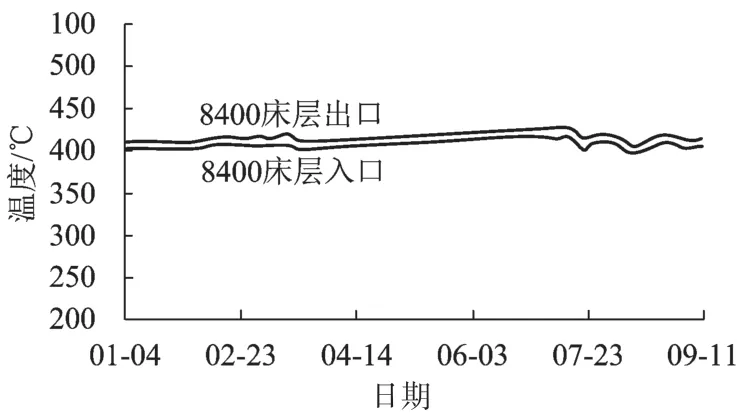
图4 R-8400转化器入口与出口温度
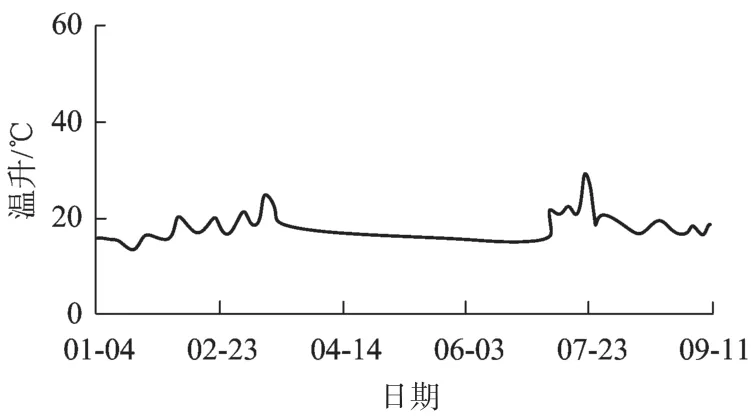
图5 R-8400转化器温升
由于催化剂床层温升与床层转化率有线性关系,可以通过催化剂床层温升大小间接判断钒催化剂是否达到预期转化效果。由图2~5可知,烷基化废酸再生装置实际运行过程中,RH-8210B床层温度不低于420 ℃,温升为60~70 ℃;RH-8230床层温度不低于410 ℃,温升为20~30 ℃;RH-8250床层温度不低于380 ℃。RH-8450床层温度不低于380℃,温升为8~12 ℃,说明大部分SO2已在第一转化器转化。同时任何一层的床层温度不超过630 ℃。
来自烷基化装置的废酸经废酸再生装置处理后,产品浓硫酸w(H2SO4)平均值98.57%。图6为某石化废酸湿法装置产品硫酸浓度,符合预期控制目标。

图6 硫酸浓度
2.4 尾气排放
生产期间实时跟踪再生酸单元烟囱排放尾气的污染物含量,在线检测SO2,NOx和颗粒物及酸雾浓度。通过在线分别监测活性炭反应器出口管线以及烟囱排放口的SO2浓度,并实时显示依据GB 31570—2015《石油炼制工业污染物排放标准》折算基氧3%后的10 min均值,尾气排放数据见表4。

表4 尾气排放数据
分别于2020年4月24日和4月30日进行取样分析,环保监测数据见表5。
分析结果表明:装置排放尾气中ρ(SO2)<10 mg/m3,符合GB 31570—2015《石油炼制工业污染物排放标准》要求。
3 结语
NWS,NCV系列湿法转化用钒催化剂在烷基化废酸再生装置上的应用结果表明,催化剂装填分配方案合理,性能良好,装置运行稳定,尾气排放达到了GB 31570—2015《石油炼制工业污染物排放标准》要求,满足烷基化废酸再生装置生产需要。
