从循环经济角度看工业废硫酸的资源化利用
2021-12-09纪罗军赵红林靳志超
纪罗军,赵红林,靳志超
(1.中石化南京化工研究院有限公司,江苏南京210048;2.全国硫与硫酸工业信息总站,江苏南京 210048;3.中国石化集团南京化学工业有限公司,江苏南京 210042)
硫酸是一种重要的基础化工产品,历来被称为“化学工业之母”,几乎应用到工农业生产各个领域。我国硫酸消费量接近100 Mt/a,除了少部分硫元素转移到硫酸铵、硫酸镁、硫酸铝、硫酸锰等产品中,绝大多是以工业废石膏、硫酸钠、废硫酸的形态产出。国家正在严格规范和控制废硫酸的排放、运输和使用,废酸被列入《国家危险废物名录(2021年版)》HW34类。工业废硫酸既是一种难以处理的危废,也是一种潜在的硫资源,对于我国硫资源匮乏的现状,资源化回收利用这部分硫资源具有巨大的经济意义和社会效益。
1 工业废硫酸的来源
我国工业废硫酸的来源广泛、行业分散、组分及浓度各异,这给废硫酸的统计和回收利用带来很大困难。目前我国废硫酸以钛白粉废酸、酸洗净化废酸、钢材及金属酸洗废酸、染料废酸、硝化废酸、石油炼制废酸、甲基丙烯酸酯废酸、氯化工废酸、铅蓄电池废酸等为主[1-2]。按浓度划分,w(H2SO4)≥50%废酸约占16%,w(H2SO4)<50%废酸约占84%。按品种划分,无机废酸占63%,有机废酸占37%。
2020年我国工业用酸量[以w(H2SO4)100% 计,下同]为53 Mt,这部分硫酸作为催化剂、脱水剂、酯化剂等使用,基本上最终作为工业废硫酸产出。据全国硫与硫酸工业信息总站初步统计,2020年我国废硫酸产生量[以w(H2SO4)100% 计,下同]约40 Mt。
我国废硫酸来源结构见图1。
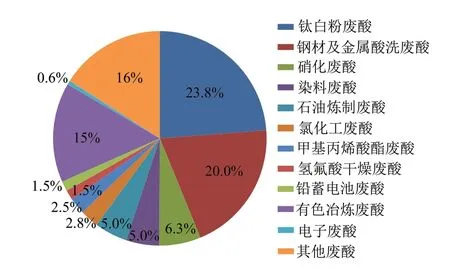
图1 我国废硫酸来源结构
1.1 钛白粉废酸
硫酸法钛白粉生产产出的废硫酸主要有三类[3]:①水解偏钛酸过滤的滤液,1 t钛白粉副产w(H2SO4)19%~23%的废硫酸5~8 t,占废硫酸总量的60%~70%;废酸中还含有w(Fe3+)约5%、w(Ti2+)约0.7%及少量的铝、锰、钙、镁等金属硫酸盐;②水解偏钛酸过滤后偏钛酸的洗涤液,1 t钛白粉副产w(H2SO4)1%~2%的硫酸20~30 t;③偏钛酸漂白过滤产生的滤液和洗液,1 t钛白粉副产w(H2SO4)0.4%~0.8%的硫酸25~35 t。2020年全国钛白粉产量3 472 kt,折合废硫酸产生量约9 500 kt。《钛白粉行业规范条件》和《钛白粉工业污染防治技术政策》等政策文件对硫酸法钛白粉副产物和废物的减排及资源化利用提出严格要求,目前w(H2SO4)19%~23%的钛白粉废酸基本通过强制循环浓缩工艺提浓到w(H2SO4)50%~55%,再回用到生产系统,w(H2SO4)0.4%~2.0%稀硫酸制成钛石膏,副产钛石膏量约4 200 kt/a。
1.2 钢材及金属酸洗废酸
在钢材和金属制品生产中一般用稀硫酸对表面进行酸洗处理,酸洗过程中产生大量的酸洗废酸。酸洗废酸w(H2SO4)5%~10%、w(FeSO4)17%~23%及少量油污和其他杂质。粗略统计,2020年我国钢材产量13.248 9亿t,废酸产生量约8 Mt。目前这部分废酸处理主要采用浓缩法或调酸-冷冻结晶法,废酸通过浓缩工艺提浓到w(H2SO4)40%~50%循环使用或外售,调酸-冷冻结晶法提取硫酸亚铁或聚合硫酸铁。
1.3 硝化废酸
在有机化合物分子中引入硝基的反应过程中需要用到浓硫酸。在苯、甲苯等芳烃生产硝基苯、苯胺、硝基氯苯、硝基甲苯、硝化甘油、TNT、甲苯二异氰酸酯(TDI)、二苯基甲烷二异氰酸酯(MDI)等过程中,使用硫酸和硝酸作为硝化剂,硫酸最终以废硫酸的形式排出。硝化废酸主要组分为质量分数60%~70%的硫酸,1%~5%的硝酸、1%~5%的芳烃硝化物,其余为水。粗略统计,2020年全国硝化废酸产生量约2 500 kt。目前这部分废酸通过多效蒸发浓缩工艺提浓到w(H2SO4)80%~90%,返回系统循环使用。
1.4 染料废酸
染料是指能使纤维和其他材料着色的物质,它能使纤维、纺织品、皮革、纸张、木材等多种材料着色。染料生产工艺复杂,涉及到磺化、硝化、还原、重氮、偶合等诸多单元反应。目前,我国染料生产量较大的依次是分散染料、活性染料、硫化染料、还原染料、酸性染料等。全国生产的染料品种大约有2 000多个,常年生产的染料有800多种,涵盖各大染料类别。各种染料品种基本都用到硫酸或发烟硫酸,绝大部分硫酸最终转移到染料废酸中。染料废酸包括w(H2SO4)约50%的磺化废酸,w(H2SO4)10%~30%的酞菁蓝颜料废酸,w(H2SO4)10%~20%的分散染料废酸等。粗略统计,2020年全国染料废酸产生量约2 000 kt。染料废酸浓度低、组分复杂,这部分废酸基本没有得到有效处理,少部分采用浓缩工艺回收硫酸或生产硫酸铵等产品,大部分采用中和工艺处理。
1.5 石油炼制废酸
我国石油的加工与炼制过程中产生的废硫酸主要来自硫酸烷基化装置和石油精炼装置。生产高标号清洁汽油调合组分油(烷基化油)时需要使用浓酸作为催化剂,1 t 烷基化油(异丁烯)产出烷基化废酸80~90 kg。其主要组成是w(H2SO4)80%~90%、烃类质量分数8%~14%,其余为水。2020年全国烷基化油产量约11 Mt,烷基化废酸产生量约1 000 kt。石油精炼要用浓硫酸除去汽油和润滑油中的杂质(硫化物和不饱和碳氢化合物),2020年全国原油加工量达到6.7亿t,产生废硫酸量约1 000 kt。目前石油炼制废酸大多采用裂解再生工艺生产w(H2SO4)98%硫酸返回系统循环使用,但仍有相当一部分废酸未配套再生装置,用酸罐储存待处理或外送处置。
1.6 氯化工废酸
氯化工废酸主要是氯碱企业氯气干燥废酸和聚氯乙烯乙炔净化废酸。氯碱生产中废硫酸主要是氯气干燥环节所产生,以保证产品氯气有足够低的含水率。氯碱废酸w(H2SO4)75%~80%,含有少量氯气或氯离子等。2020年我国氯气干燥废酸产生量约500 kt,这部分硫酸主要通过浓缩或气提方式回收利用。乙炔是聚氯乙烯主要原料,近几年电石干法乙炔技术在国内得到较快推广应用,乙炔净化过程产生大量废酸。乙炔净化废酸w(H2SO4)80%~90%,有机物质量分数8%~15%,其性质与烷基化废酸大致相当。2020年全国聚氯乙烯行业产生乙炔净化废酸量约600 kt,这部分废酸一般采用浓缩氧化、裂解再生、电石渣中和等方式处理,裂解再生逐渐成为主导技术。
1.7 甲基丙烯酸酯废酸
在甲基丙烯酸甲酯(乙酯、丙酯、正丁酯、异丁酯)等生产中使用硫酸进行酯化反应,会产生大量废酸,废酸中w(H2SO4)约40%、w[(NH4)2SO4]约35%,还含有硫酸氢铵、丙烯腈、丙烯醛、氰化物等杂质。2020年全国甲基丙烯酸酯废酸产生量约1 000 kt,目前这部分废酸主要浓缩回收硫酸铵、裂解再生硫酸。
1.8 氢氟酸干燥废酸
氢氟酸生产以硫酸和萤石为原料,主要副产物为氟石膏。在无水氢氟酸生产中用浓硫酸作为干燥剂干燥氟化氢气体,产生含氟废酸。废酸w(H2SO4)75%~85%,还含有质量分数7%~10%的氢氟酸、质量分数2%~8%的氟硅酸。2020年国内氢氟酸干燥废酸产生量约600 kt,目前这部分废酸主要采用中和处理工艺。
1.9 铅蓄电池废酸
铅蓄电池用硫酸作为电解液,在废铅蓄电池回收再生过程中产生大量废硫酸和铅石膏渣,废酸w(H2SO4)约40%,还含有铜、铁、铅等杂质。2020年我国铅蓄电池产量为2.273 56×108kVAh,铅蓄电池废酸产生量约600 kt。由于正规回收比例不足50%,大量废铅蓄电池被随意拆解处置,大量废酸倾倒处理,产生的环境问题非常严重。
1.10 有色冶炼废酸
有色金属(如铜、铅、锌、镍)冶炼烟气制酸及其他硫铁矿、硫化氢、石膏干法制酸生产过程中,在净化工序采用稀酸洗绝热蒸发工艺会产生w(H2SO4)5%~10%的废硫酸,含有砷、氟及其他重金属离子。按照2020年冶炼烟气和硫铁矿制酸总产量55.1 Mt推算,净化废硫酸产生量约4 000 kt,这部分废酸少部分回收处理,绝大多部分中和成石膏渣。另外,在铜铅锌冶炼中需要采用电解工艺,排出大量w(H2SO4)约15%的电解液,折合废硫酸量约2 000 kt。
1.11 电子废酸
电子级硫酸是半导体、显示平板、光伏生产中的关键湿电子化学品,目前电子级硫酸使用量在300 kt/a左右,这部分硫酸全部转变为电子废酸,废酸w(H2SO4)40%~50%,含有双氧水及多种重金属离子。
1.12 其他废酸
除上述废酸产生量较大的行业外,我国大量废酸还集中在精细化工、矿产采选、化纤行业、轻工业、军工、核材料等行业。由于这些行业企业数量多且分散、单个企业产生废硫酸量较小,因此废酸量统计困难。
我国工业废硫酸主要来源见表1。

表1 我国工业废硫酸主要来源
2 废硫酸利用产业政策
作为一种强腐蚀性危险化学品,国家对工业废硫酸管控严格,废硫酸处理一直是困扰企业的一大难题。
根据《中华人民共和国固体废物污染环境防治法》、《危险废物转移联单管理办法》和《废弃危险化学品污染环境防治办法》等相关法规,废硫酸必须委托有相应经营类别和经营规模的持有危险废物经营许可证的单位进行回收、利用、处置。这些规定导致现有硫酸装置、废酸再生装置难以处理企业之外的废硫酸。
在最新的《国家危险废物名录(2021年版)》的危险废物豁免管理清单中将仅具有腐蚀性危险特性的废酸进行了豁免,其豁免条件有2个:①作为生产原料综合利用时,利用过程不按危险废物管理;②作为工业污水处理厂污水处理中和剂利用,且满足以下条件:废酸中第一类污染物含量低于该污水处理厂排放标准,其他特征污染物含量低于 GB 5085.3 《危险废物鉴别标准浸出毒性鉴别》限值的1/10时,在利用过程不按危险废物管理。豁免条款为废硫酸资源化利用提供了便利,但实际操作中仍有许多问题有待破解。
为了合法合规处置工业废硫酸,各行业都在从政策层面努力,GB/T 36380—2018《工业废硫酸的处理处置规范》、GB/T 40124—2021《再生硫酸技术要求及试验方法》等国家标准相继颁布实施,为企业处置废硫酸及再生硫酸产品销售找到出路。
3 废硫酸综合利用与循环经济
废硫酸高效处理已成为国内外研究的焦点,常规有真空浓缩、裂解再生、中和处理、生产化工产品、膜分离、化学氧化、萃取、气提等8种途径。从硫资源循环利用角度看,裂解再生、真空浓缩和生产化学品是目前最有前景的3种工艺。
3.1 真空浓缩
近年来我国废硫酸浓缩技术日趋成熟,据不完全统计,国内有上百套废硫酸浓缩装置在运行中。钛白粉废酸、硝化废酸、氯碱废酸等主要采用该工艺处理回收,在染料废酸、铅蓄电池废酸、钢材及金属酸洗废酸、电子废酸等领域也在逐步推广应用该工艺。
我国在引进芬兰Rauma-Repola废酸浓缩技术的基础上,经过多年消化吸收再创新已形成独特的废酸浓缩技术。废酸浓缩技术关键在于:①蒸发浓缩设备结构优化和材质选用,w(H2SO4)55%以下低浓度硫酸选用石墨材质蒸发器,w(H2SO4)55%以上浓度硫酸采用钽材蒸发器,主体设备均采用内衬搪瓷;②真空度控制,根据不同硫酸浓度及杂质组分、蒸汽压力选择合适的真空度;③强化节能与余热利用,根据企业热源和工艺特点,进行工艺嫁接梯级回收利用各种热源以达到节能降耗的目的;④工艺设备优化设计,防止钙盐、铁盐、钠盐等在设备管道内结垢堵塞;⑤浓缩后硫酸及固渣回收利用,根据企业特点,回收酸直接返回系统循环使用或者生产硫酸锰、聚合硫酸铁、硫酸镁及其他化学品。
目前含杂质较低的废酸处理通常采用三效蒸发浓缩工艺,最大限度梯级利用蒸汽余热,在硝化废酸、氯碱废酸、电子废酸回收中效果良好。含杂质较高的废酸通常采用一效强制循环浓缩工艺,最大限度减轻盐类结垢堵塞,在钛白粉废酸、钢材及金属酸洗废酸回收中效果良好。
3.2 裂解再生
裂解再生技术利用硫酸在高温下完全热分解的原理,在1 000~1 200 ℃还原气氛下废硫酸发生分解最终生成主要组分为SO2的烟气,这部分烟气可以采用干法或湿法工艺生产洁净的浓硫酸。裂解再生技术具有工艺成熟可靠、能耗相对较低、最终产品纯度高、无二次污染等优点,特别适合处理流量大、浓度高的废酸。目前国内有近百套裂解再生装置在运行中,主要用于处理烷基化废酸、乙炔净化废酸、甲基丙烯酸酯废酸。近年来国内对裂解再生技术持续改进优化,主要创新点有:①将稀酸提浓后返回裂解炉焚烧或过滤后用作成品酸补水,以减少干法制酸净化系统稀酸产出量;②采用干法除尘的湿法制酸工艺;③采用硫磺、硫化氢及其他含硫气体作为热源,并且采用400~500 ℃预热空气或富氧空气助燃,以减少天然气、瓦斯气、焦炉煤气等燃料消耗;④采用大空腔集灰、在线清灰系统设计的余热锅炉,以减轻锅炉炉管堵塞;⑤对于Na+含量高的废硫酸处理,尝试采用大管径空气冷却器代替余热锅炉;⑥利用石膏制酸煅烧窑、硫铁矿制酸沸腾炉、硫化氢制酸焚烧炉等炉窑混烧废硫酸;⑦根据企业特点将制酸工艺与尾气脱硫工艺有效嫁接,将氨法、双氧水法脱硫副产物返回裂解炉处理;⑧将真空浓缩工艺与制酸工艺嫁接,低浓度废酸提浓后裂解处理。
3.3 生产化工产品
从资源化利用角度来看,预处理后废硫酸作为原料直接生产磷酸铵、硫酸铵、普钙、硫酸镁等化肥产品无疑是成本最低的工艺,但实际上绝大多数废硫酸并不能用于生产化肥。为防止废硫酸中有害杂质转移到化肥中危害农作物和土壤,HG/T 5771—2020《肥料生产用硫酸》对化肥用硫酸提出严苛要求,基本杜绝了不符合要求的再生硫酸向这一领域转移。
近年来国内外都在积极探索废硫酸制硫酸盐类化工产品技术,目前国内废硫酸用于生产工业级硫酸锌、硫酸镁、硫酸锰、半水硫酸钙晶须、白炭黑、聚合硫酸铝、聚合硫酸铁、聚硅酸硫酸铝钙铁絮凝剂等产品的研究较多,部分产品实现工业化生产。废硫酸制硫酸盐类化工产品关键是要解决废硫酸纯化问题,获得满足一定要求的硫酸原料。
对于无机废酸预处理,研究突破点有:①采用蒸发结晶(冷冻结晶)+多级精密过滤工艺除去废酸中的盐类;②采用空气气提+浓缩蒸发工艺除去废酸中的氟、氯、双氧水等挥发性杂质;③采用扩散渗析、反渗透等膜过滤技术除去废酸中钙镁砷及其他重金属离子。
对于有机废酸预处理,研究突破点有:①采用双氧水、臭氧、纯氧等氧化剂将废酸中有机物转变为CO2排出;②采用木质纤维素酯催化剂与氧化剂配合处理废酸,木质纤维素酯兼具催化和吸附脱色功能,除去废酸中有机物杂质[4];③利用浓硫酸强氧化性特点,配合使用催化剂使废酸中有机物发生聚合、炭化、磺化等反应生成碳材料,过滤方式予以除去[5];④采用蒸发浓缩氧化+活性炭脱附工艺除去废酸中有机物。
3.4 水处理利用
水处理药剂大体可以分为三类:污水处理类药剂、工业循环水处理药剂、油水分离剂。硫酸在水处理中用作硬水的软化剂、离子交换再生剂、pH值调节剂、氧化剂、洗涤剂、碱性废水中和剂等。危险废物豁免管理清单允许废硫酸作为工业污水处理剂使用,企业可以考虑废硫酸制污水处理剂及直接使用。
3种废硫酸资源化处理工艺比较见表2。
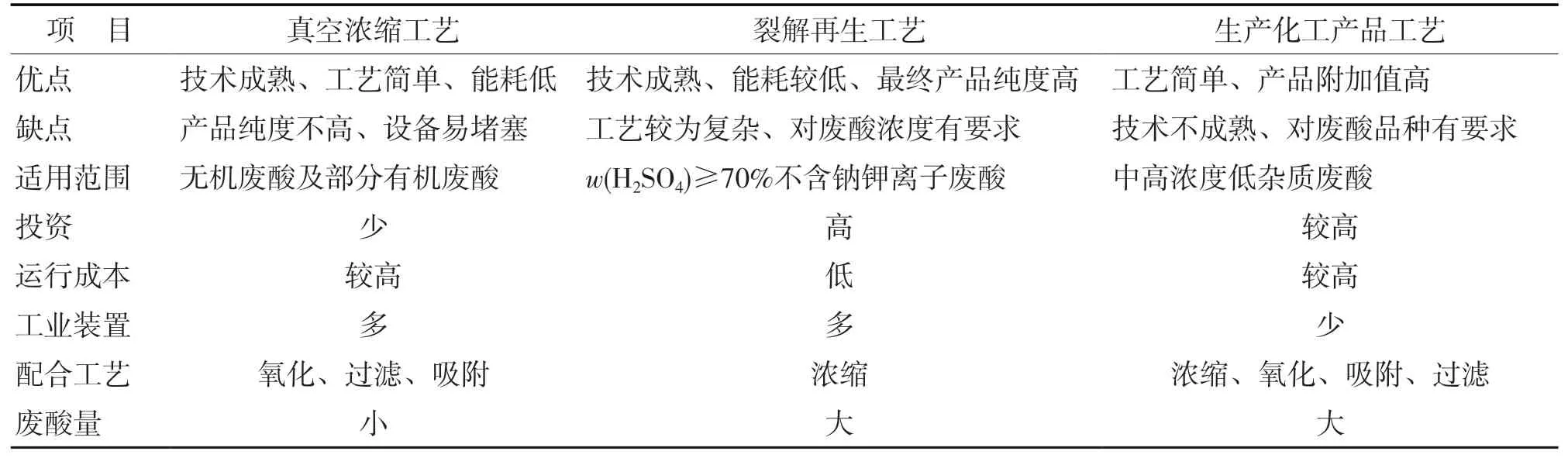
表2 3种废硫酸资源化处理工艺比较
4 关于废硫酸回收循环经济几点思考
1)钢铁、钛白粉、有色冶炼及硫酸等企业产出的高浓度废酸处理工艺已经成熟,低浓度废酸处置较为困难,目前常规中和工艺产生的石膏渣品质不高且渣量大,难以实现硫元素的资源化利用。目前看浓缩技术应是首选,未来随着膜过滤技术的不断进步,低浓度废酸膜过滤提浓回收硫资源是一个重点方向。
2)高浓度有机废酸处理宜优先选择裂解再生工艺,废硫酸高温裂解+一转一吸或湿法制酸工艺适用性强、能效高,洁净硫酸产品用途广泛,并且可以协同处理其他含硫废物,实现硫资源的高效回收。
3)低浓度有机废酸处理难度大、运行成本高,中和制取石膏渣也不可取。未来可选择的技术方向有浓缩技术、催化氧化技术、制化学品技术等。
4)随着电子工业的发展,电子废酸产生量会有大的增长,这部分废酸品质相对较好,通过蒸发浓缩技术提浓后可以作为产品直接销售,或者继续精制生产优级纯硫酸产品。
5)从提升产品附加值角度考虑,高浓度废硫酸通过裂解再生工艺产出SO2原料气,再生产精制硫酸、液体二氧化硫、焦亚硫酸钠、电子级硫酸等产品也会有一定发展。
6)目前我国硫磺进口量在10 Mt/a左右,硫资源(以S计)进口量超过20 Mt/a,如果50%废硫酸得到资源化回收利用,相当于节约硫资源6.5 Mt/a左右,对缓解我国硫资源紧缺局面大有裨益。
5 结语
废硫酸是一种有腐蚀性且难以处理的工业废物,同时也是一种潜在的硫资源。我国是硫酸生产消费第一大国,也是硫资源进口第一大国,随着国内硫资源紧缺和环保要求的日益严格,对废硫酸资源化利用迫在眉睫。“十四五”期间我国废硫酸产生量仍将保持增长态势,提高废硫酸资源回收利用率不仅需要企业加大投入、提升技术,强化前端控制和末端治理,更需要政府层面的配套政策支持(比如税收优惠、资金扶持)。针对大部分企业废硫酸量少、品种杂的特点,借鉴国外成熟经验,依托当地化工园或产业集中区建立区域性废硫酸浓缩/再生工厂,协同处理区域内废硫酸。建议政府扩大危险废物豁免管理清单范围,对区域内废硫酸储存、运输、回收不认定为危险废物转移。
