小型枣夹花生一体机设计
2021-12-04郜海超韩海敏陈会涛
郜海超 - 韩海敏 - 陈会涛 -
(1. 河南应用技术职业学院机电工程学院,河南 郑州 450042;2. 河南理工大学机械与动力工程学院,河南 焦作 454010)
大枣色美味甜,具有益气安神、美容养颜等保健作用,是中国特有产品[1]。花生是中国消费量最大、最受市场欢迎的坚果食品[2]。大枣夹花生可以提高口感、充分发挥大枣和花生的营养价值,通过检索发现目前对枣夹花生的机械设备研究尚未见报道,借鉴大枣去核机的研究,如王华等[3-4]设计的新型大枣去核机,把三杆三点式顺位机构应用在大枣的上料定位,能实现大枣的准确定位,但是对顺位后的大枣如何进行上料未涉及,而且结构复杂,效率较低;郜海超等[5-7]设计的小型大枣去核机,采用曲柄移动导杆机构,简化了推杆结构,但稳定性、准确性无法保证;高举[8]设计的新型大枣深加工设备,机构庞大,主要对大枣进行去核和切片处理,效率较高,但是其中的曲柄滑块结构如果应用在小型枣夹花生一体机中易出现“卡死”现象;张红等[9]提出了一种手持式大枣去核器,通过两个按压弹簧固定大枣,然后按住压板去核,效率低,劳动强度大;张宝锋等[10]采用了大型链式传输结构输送大枣,但是链式传动机构笨重,无法应用在小型设备中。
研究拟提出一种小型枣夹花生设计方案,推杆机构采用空间曲柄滑块结构,上料机构采用三轴自定心旋转送料结构,能完成自动上料、定位、去核、枣夹花生、去成品等操作,结构便捷紧凑,以期解决针对枣夹花生大型化设备加工选材无法保证,手工操作食品卫生保证的问题。
1 小型枣夹花生一体机的总体方案设计
1.1 设计总体要求
(1) 结构便携紧凑、小型化,操作简单,效率高。
(2) 实现5个“自动”:自动上料,自动定心,自动去核,自动枣夹花生,自动推出成品。
(3) 设备柔性化加工,满足不同类型枣和花生加工要求。
1.2 整机设计方案
根据小型枣夹花生一体机(以下简称一体机)完成工作所需要的工艺流程,制定技术指标:大枣自定心上料、自动核果分离并顶出枣核、自动花生定心上料并送进枣肉中、自动顶出成品并把成品与枣核分别存放。依据这一设计指标,提出了枣夹花生一体机,如图1所示。该设备主要包括三轴自定心上料机构、驱动机构、去核机构、枣夹花生机构、成品推出机构等,其中推杆机构(空间曲柄滑块机构)主要应用于去核机构、枣夹花生机构、成品推出机构中。
整体机构实施方案:
大枣和花生分别放在大枣料仓11、花生料仓10中,通过三轴自定心上料机构13把大枣输送到具有定位模套[5]的内齿分度齿轮4中,实现大枣精准定位上料。不完全齿轮3与内齿分度齿轮4的传动比为3∶8。内齿分度齿轮4上设计10个工位,主传动电机5主要驱动内齿分度齿轮4、推杆机构。工作时,不完全齿轮3驱动内齿分度齿轮4作间歇传动,齿轮3旋转96°,齿轮4旋转36°,此时,推杆机构中推杆的冲头在支撑板15上方,实现切换工位;不完全齿轮3继续旋转264°,内齿分度齿轮4定位停止旋转,而去核机构12、花生上料机构19、成品推出机构7通过传动齿轮8、同步带9进行同速转动,各机构推杆完成一次冲程循环。
控制系统包括AT89C51单片机[11]、2个位置传感器、2个力传感器、1个金属传感器、3个电机等,如图2所示。设置霍尔传感器检测系统装置是否在初始位置,设置力和位置传感器用来检测大枣上料、去核、花生上料、去成品等工序工况。
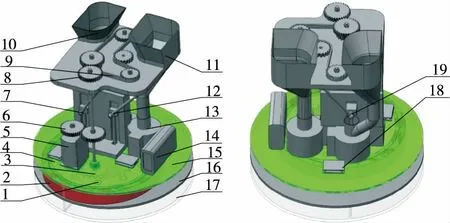
1. 定位模套 2. 轴承 3. 不完全齿轮 4. 内齿分度齿轮 5. 主传动电机 6. 驱动齿轮 7. 成品推出机构 8. 传动齿轮 9. 同步带 10. 花生料仓 11. 大枣料仓 12. 去核机构 13. 三轴自定心上料机构 14. 控制器 15. 支撑板 16. 底板 17. 托盘 18. 电机驱动器 19. 花生上料机构
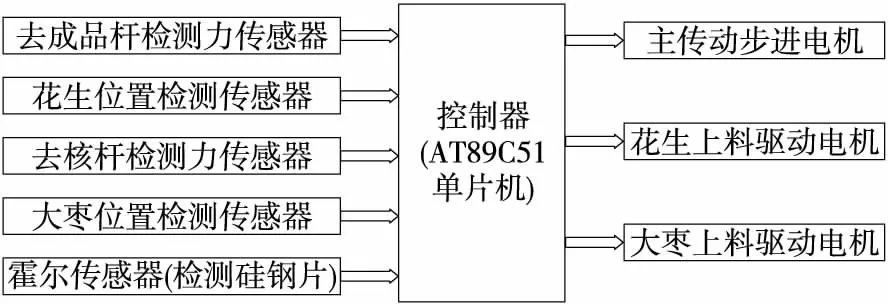
图2 一体机电路控制系统图Figure 2 Control system of the electric circuit of theintegrated machine
1.3 主要零部件工艺参数
根据枣夹花生加工工艺要求,制定装置主要设计参数如表1所示。
2 主要部件设计
2.1 花生上料定位机构
花生的上料定位采用三轴自定心上料机构,包括花生上料驱动电机、定心桶、螺旋定心柔性辊等零部件。利用三轴自定心原理,使用三个距离定心桶中心相等的螺旋定心柔性辊,相互之间夹角为120°,通过同步旋转可以达到精确定心的目的;螺旋定心柔性辊的柔性材质和螺旋导向槽可实现花生自动送料,如图3所示。
定量拨叉是一体机的重要部件,利用传感器与继电器定量控制花生上料频率;撑口装置利用3个弹片受花生推力而张紧去核后大枣的内腔,避免花生与大枣内腔产生较大摩擦力影响装填效果。工作时,定量拨叉每次输送一颗花生,随着推杆的前进,花生在三轴自定心上料定位机构离心力作用下,逐渐与3个柔性旋转辊同时接触,速度一致并实现居中定心,向下输送至撑口装置,撑口装置受力向下撑开已去核大枣内腔,花生推送到位后,推杆返回复位,撑口装置复位,完成花生装填大枣内腔作业。花生上料定位工作状态如图4所示。
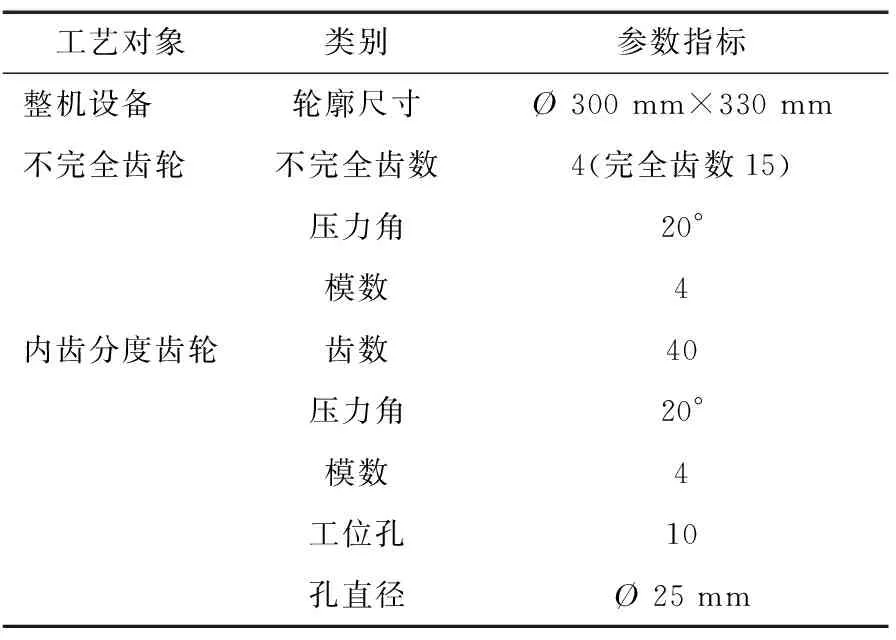
表1 一体机主要零部件工艺参数†
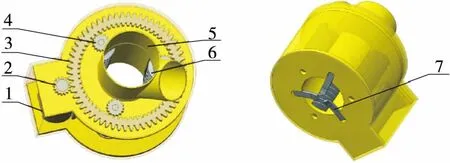
1. 花生上料驱动电机 2. 小主动齿轮 3. 中间齿轮 4. 定心齿轮 5. 定心桶 6. 螺旋定心柔性辊 7. 撑口装置
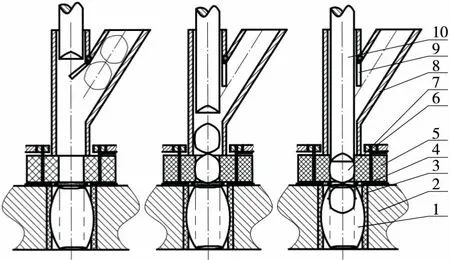
1. 去核后大枣 2. 内齿分度齿轮 3. 定位模套 4. 撑口装置 5. 三轴自定心上料机构 6. 定心齿轮 7. 花生 8. 花生上料桶 9. 定量拨叉 10. 推杆
2.2 推杆机构设计
经实践验证,由于一体机结构尺寸较小,推杆机构采用曲柄滑块机构,容易出现“卡死”现象;采用曲柄移动导杆结构[5-7],能解决这一问题,但因为传动都是低副连接,误差较大,容易出现晃动;而采用空间曲柄滑块机构,一个旋转副,一个移动副,两个球副,传动稳定不会出现“卡死”现象。
2.2.1 运动模型分析 空间曲柄滑块机构三维模型如图5(a)所示,主要包括曲柄、连杆、滑块组成,其中曲轴为主动件,在XOZ平面内,长度为L1绕Y轴旋转;滑块为执行件,在ZOY平面内,沿Y轴方向移动,连杆长度为L2作空间运动。
根据推杆三维模型建立空间曲柄滑块机构数学模型如图5(b)所示,L1、L2分别为曲柄长度和连杆长度,α1z为曲柄与Z轴夹角,α2为连杆的空间角,A点坐标为(xA,yA,zA),B点坐标为(xB,yB,zB),建立空间矢量方程,如式(1)所示。

(1)
将式(1)各矢量向坐标平面投影得:
(2)
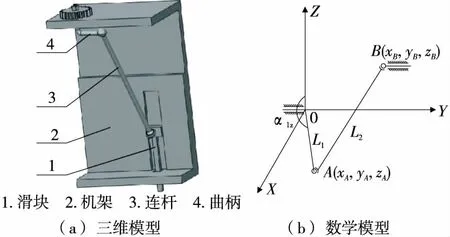
图5 推杆机构三维模型图及数学模型图
将式(2)转化后得:
(3)

(4)
由已知条件得:
(5)
将式(5)代入式(4),可得
(6)
将式(6)关于时间t求导得
(7)
可见,推杆的速度与曲柄旋转角速度呈正比,据此,可通过电机转速,连杆长度,滑块的Z轴坐标求得推杆速度。推杆速度是影响大枣和花生的上料质量、大枣去核效果、花生装填效果的重要因素,速度过大容易造成大枣定位不准、花生破碎率高、装填不到位等问题,速度过小影响一体机工作效率,因此推杆速度应同时满足加工质量和工作效率。
2.2.2 仿真分析 借助Matlab工具对运动模型进行分析,设定曲柄旋转半径为50 mm,初始角度180°,角速度5 rad/s,连杆长度为100 mm,滑块的Z轴向坐标值为40 mm,仿真结果如图6所示。
从仿真分析结果可知,位移和速度均呈正弦变化,符合推杆运动规律。t=0.00~0.25 s时,推杆伸出,速度加快,直到接触花生速度逐渐下降,推杆推力逐渐增大,推送花生向下;t=0.25~0.62 s时,推杆推送花生经过螺旋定心柔性辊、撑口装置、最后进入去核后的大枣内腔中,速度逐渐下降,因受撑口装置作用力和枣肉摩擦力,推杆推力逐渐增大,直到花生完全推进去核后大枣的内腔中,速度为零,推杆实现最大冲程,推杆推力最大;t=0.62~1.04 s,推杆逐渐返回,推杆反向速度从零逐渐增大,推杆不受力,直到到达定量拨叉处,速度达到最大;t=1.04~1.25 s,推杆速度逐渐下降直到降为零,推杆到达起始位置。
2.2.3 运动学分析 为验证推杆机构中滑块位移与速度分析的正确性,建立仿真模型对推杆进行运动学分析如图7(a)所示,设定曲柄旋转起始角为180°,曲柄、连杆、滑块均为不锈钢材质,位移曲线与速度曲线如图7(b)所示。

图6 推杆机构中滑块运动曲线图Figure 6 The movement curve of the slider in the pushing rod device
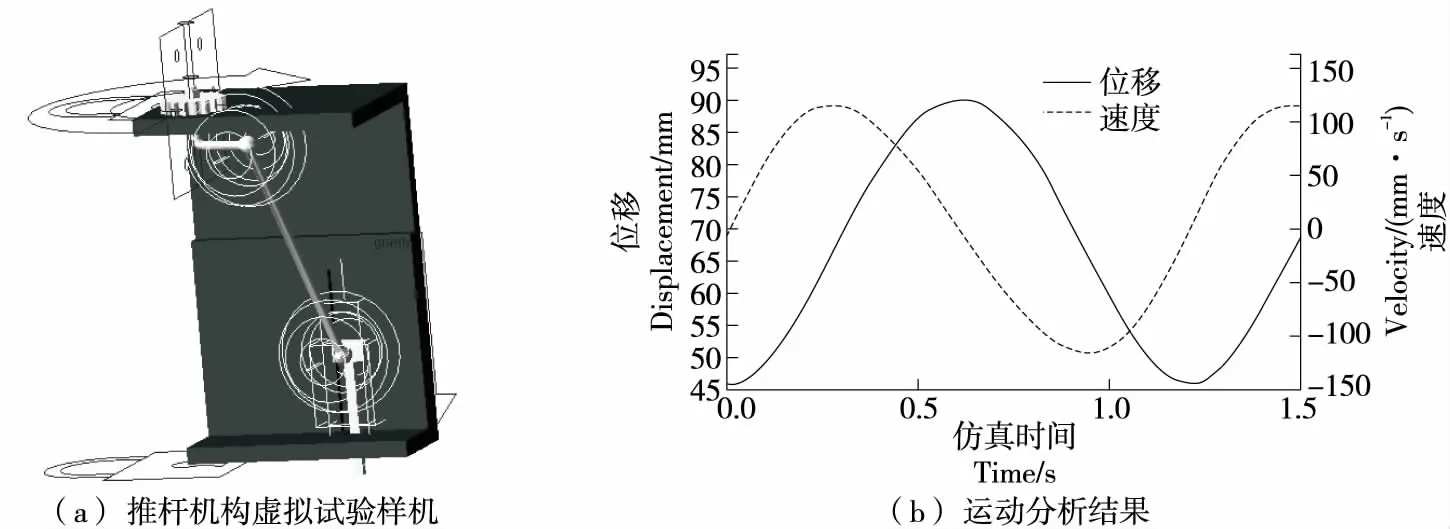
图7 推杆机构中滑块位移和速度曲线Figure 7 The displacement and velocity diagram of the slider in the pushing rod device
由图7可知,推杆机构中滑块的位移和速度与曲柄长度、连杆长度以及滑块位置有关,通过空间矢量方程得出滑块的速度和位移曲线与运动学分析结果一致,从而验证了计算模型的正确性,所以空间曲柄滑块机构可以应用在一体机的推杆机构中。
3 一体机样机实验验证
为了与前期大枣去核机样机[5-7]的性能进行比较,试验对象依然采用新郑大枣(规格一致)。试验一:设定5组品相一致大枣,每组70颗。测试三轴自定心上料机构对大枣上料性能。试验二:取5组,每组70颗已经去核成功的,且品相较好的大枣,140颗河南开封产花生(品相一致,大小相当),一个大枣中装填两个花生。分别测试在推杆作用下花生上料定位性能和枣夹花生性能。测试操作均为同一测试条件下进行,测试结果见表2和表3。
由表2可知,5组平均上料数为66个,平均定位成功率约为94%,比前期采用振动料斗[5]成功率93%略有提升,但成功率还是不高。原因是:三轴自定心上料机构可以准确把大枣输送到定位模套中,但因螺旋定心柔性辊送枣驱动力不足,容易造成大枣送料到位不足,应改进柔性辊材质,提高柔性辊螺旋槽表面的轴向硬度,降低径向硬度。实际应用中可采用硬度较大的螺旋槽与硬度较小的柔性辊相结合方案,这样既能扶正定位不损坏大枣又具有足够驱动力输送大枣精确到达定位模套中。

表2 一体机试验大枣上料数据
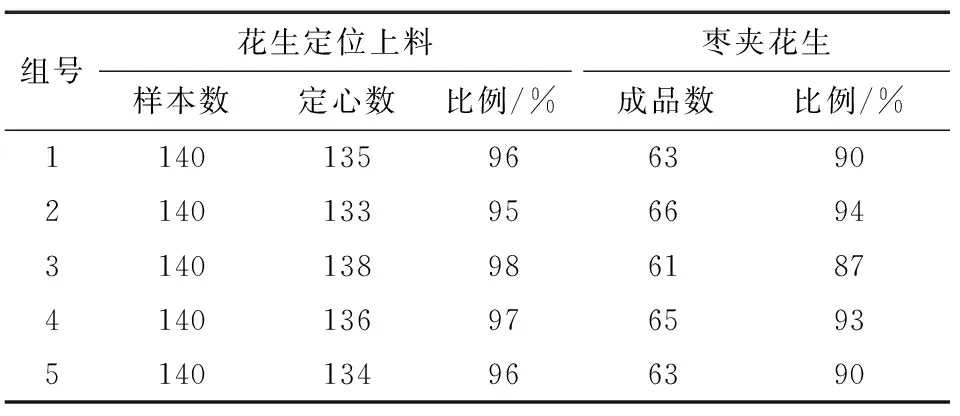
表3 一体机试验花生上料及成品数据
由表3可知,在推杆作用下花生的定心上料成功率平均97%,能够满足使用要求,但是枣夹花生成功率为91%,相对较低。原因主要是:撑口装置为自动复位,在多次装填花生后,撑口装置黏连了枣肉,造成撑口装置无法复位到位,清理后满足使用要求,实际应用中可设计自清理枣肉装置或改进撑口装置材质。
4 结论
为实现枣夹花生小型自动化功能要求,设计出小型枣夹花生一体机整体机械结构,并对花生上料机构和推杆机构进行了重点分析。通过一体机样机实验验证,采用带推杆助力的三轴自定心上料机构定位成功率较高,空间曲柄滑块机构应用在推杆机构中能实现稳定传动又不会出现卡死现象。该设计操作便捷,尺寸小巧,但因花生为双瓣结构,推杆推力易造成花生两瓣分离,从而影响装填质量,降低装填成功率,针对这一问题需进一步修正设计方案提高枣夹花生成品率。