钝化处理对热轧酸洗钢板SPHC 防锈性能的影响
2021-12-02王占业
王占业
(马鞍山钢铁股份有限公司 技术中心,安徽 马鞍山 243000)
热轧酸洗钢板主要是热轧钢卷在酸洗机组中通过盐酸酸洗法去除钢板表面的氧化铁皮、经过切边、平整和涂油等工序制成的热轧酸洗钢板的成品[1],可直接应用于汽车家电制造业的多种类型产品,压缩机外壳就是其中一种常用的产品[2]。热轧酸洗钢板以较高的性价比替代冷轧钢板广泛用于制造压缩机的壳体[3]。压缩机壳体制造过程中,如果钢板开卷落料后的半成品裸露与高温高湿的环境中,表面易产生锈点,影响后续使用。
热轧酸洗钢板生产过程中,在漂洗中添加钝化剂,可以使钢板表面产生保护层,增强防锈能力,同时可以增加钢板表面白度,更加美观[4]。本文针对MB2 钝化剂的浓度和钝化时间对热轧酸洗钢板防锈性能的影响,找出合理的钝化剂浓度和钝化时间,使热轧酸洗钢板在40℃、90%湿度条件下7 天内不产生肉眼可见锈点,满足使用要求。
1 实验材料与实验方法
1.1 实验材料
实验所用钢板是工业生产的SPHC 热轧酸洗钢板,其化学成分(质量分数,%)见表1。采用线切割制备成。

表1 实验材料化学成分/wt%
1.2 实验方法
电化学性能测试是在型号为普林斯顿2273 电化学工作站上进行,采用三电极体系,图1 位三电极体系示意图,工作电极面积1cm2,铂丝网电极为辅助电极,饱和甘汞电极(SCE)为参比电极。实验溶液的钝化剂浓度(体积百分数)分别为0、0.5‰、1‰、1.5‰、2‰、2.5‰、3‰、3.5‰,测定温度为室温。电化学阻抗谱测量的频率范围为100kHz 到10mHz,交流激励信号幅值为5mV,动电位极化测试中,扫描速率为0.5mV/s,扫描范围为-0.25mV~0.25mV。湿热实验采用RGDJ-250 高低温交变湿热试验箱,实验条件40℃、湿度90%。
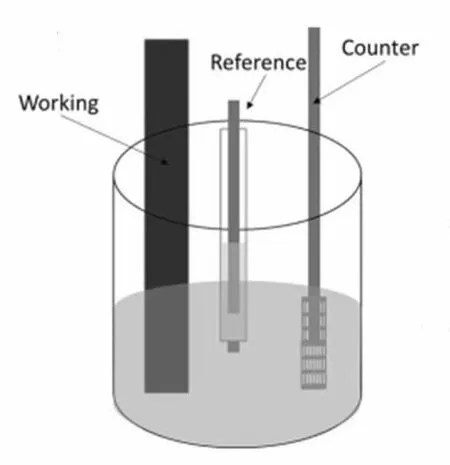
图1 三电极体系示意图
2 热轧酸洗钢板在不同浓度的钝化剂中的电化学行为
图2 为不同浓度的钝化剂浓度中的热轧酸洗钢板SPHC 的Bode 图,图3 为不同浓度的钝化剂浓度中的热轧酸洗钢板SPHC 的Nyquist 图。可以看出,阻抗谱均由一个容抗弧弧组成,电极系统只有一个时间常数,电荷转移过程与电荷转移过程有关。

图2 热轧酸洗钢板SPHC 在不同钝化浓度中的Nyquist图的Bode 图

图3 热轧酸洗钢板SPHC 在不同钝化浓度中的Nyquist 图
结合实际腐蚀体系,得到如图4 的拟合电路,其中Rs 代表溶液电阻,Rct 表示电荷转移电阻,Cdl 为双电层电容。采用ZSimpWin 软件拟合的EIS 实验数据如表2,可以看出,随着钝化剂浓度的增大,Rct 增大,表明钝化剂对基体金属有保护作用,反应阻力增大,减缓了腐蚀的发生。钝化剂浓度才从0 增加到0.5‰时阻抗值变化不明显。钝化剂浓度增加到1‰时,电荷转移电阻增大72%。钝化剂浓度逐步增加至3‰,电荷转移电阻比1‰时增大一倍。

表2 热轧酸洗钢板SPHC 在不同钝化浓度中的电化学阻抗谱的拟合数据

图4 拟合电路
图5 和为不同浓度的钝化剂浓度中的热轧酸洗钢板SPHC的极化曲线,表3 为拟合结果,可以看出,添加1‰钝化剂明显提高了钢的腐蚀电位,从-0.75V 正移至-0.6V 附近,说明钝化剂提高酸洗板耐蚀性,说明添加钝化剂提高腐蚀反应的吉布斯自由能来实现的。随着钝化剂浓度的提高,腐蚀电流总体呈减小的趋势。

表3 热轧酸洗钢板SPHC 在不同钝化浓度中极化曲线参数拟合结果

图5 热轧酸洗钢板SPHC 在不同钝化浓度中的极化曲线
图6 为钝化剂浓度与腐蚀电流密度的关系曲线,总的来看,添加钝化剂能降低热轧酸洗钢板SPHC 的腐蚀电流,钝化剂浓度的增加与腐蚀电流密度是非线性关系,钝化剂浓度从0 增加到2.0‰,腐蚀电流小幅降低,钝化剂浓度从2‰提高到2.5‰,腐蚀电流大幅降低,钝化剂浓度从2.5‰提高到3.5‰,腐蚀电流小幅降低。
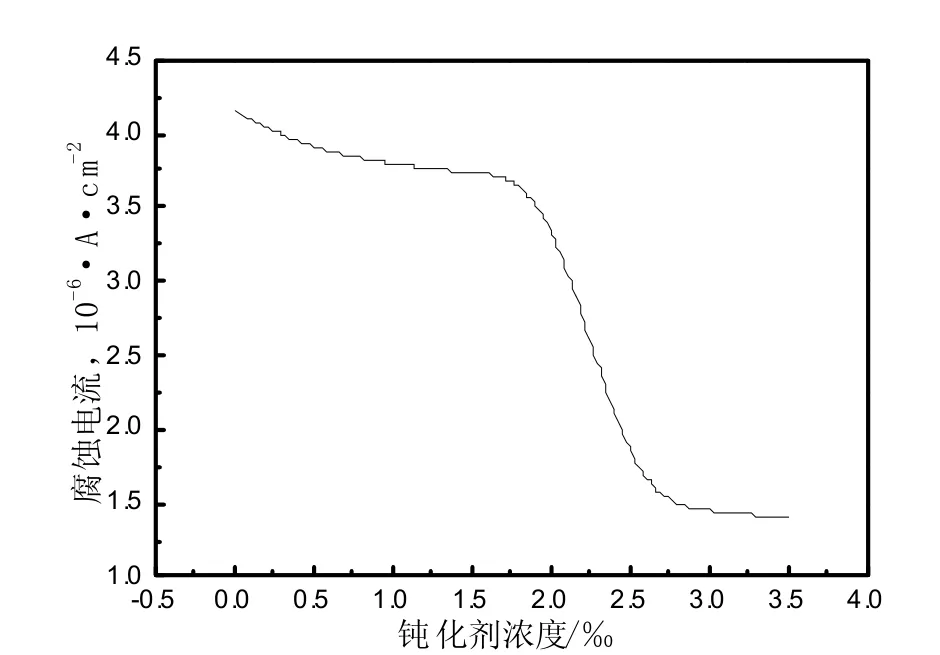
图6 σ /σ 0.2 与腐蚀电流密度的关系曲线
3 钝化剂浓度、处理时间对点锈时间的影响
热轧酸洗钢板SPHC 脱脂清洗后,在0、0.5‰、1‰、1.5‰、2‰、2.5‰、3‰、3.5‰的钝化剂溶液中分别浸泡处理0s、2s、4s、8s、12s,在温度40℃,湿度90%的湿热实验中观察点锈时间的变化。表4 和图7 为钝化剂浓度、处理时间对点锈时间的影响结果,可以看出,钝化剂浓度和处理时间对点锈时间的关系结果可以看出,提高钝化剂浓度和处理时间,可以延长点锈生成时间。钝化时间在4~8 秒可以明显延长点锈产生的时间。钝化浓度在1‰,钝化时间在4 秒,可以使点锈产生时间达到7 天。

表4 钝化剂浓度、处理时间对点锈时间产生时间(天)的影响

图7 钝化剂浓度、处理时间对点锈时间的影响
图8、图9 位未钝化钢板和采用1‰浓度钝化剂处理钢板在40℃、90%湿度条件下实验7 天后表面宏观形貌,可以看出,未钝化钢板表面有多处肉眼可见的大锈点,采用1‰钝化的钢板,表面无肉眼可见锈点。

图9 1‰钝化钢板宏观形貌
4 结论
4.1 BH-2 钝化剂钝化剂浓度才从0 增加到0.5‰时电荷转移电阻变化不明显,浓度在1‰以上时,热轧酸洗钢板SPHC 的电荷转移电阻增大72%,添加1‰钝化剂使热轧酸洗钢板SPHC的腐蚀电位从-0.75V 正移至-0.6V 附近。钝化剂浓度从2‰增加到2.5‰,腐蚀电流大幅降低。
4.2 钝化时间在4 秒以上可以明显延长点锈产生的时间。钝化浓度在1‰以上,处理时间在4 秒以上,可以使热轧酸洗钢板SPHC 点锈产生时间超过7 天。