小直径GCr15轴承钢管工艺开发与应用
2021-11-30王增海高和平
王增海,温 博,高和平,林 震
(内蒙古包钢钢联股份有限公司钢管公司,内蒙古 包头 014010)
轴承钢是用来制造滚珠、滚柱和轴承套圈的钢。轴承钢有高而均匀的硬度和耐磨性,以及高的弹性极限[1]。轴承钢对其化学成分均匀性、非金属夹杂物的含量和分布、碳化物的分布等要求都十分严格,是所有钢铁生产中要求最严格的钢种之一[2]。
轴承钢分为全淬透型轴承钢、表面硬化型轴承钢、不锈轴承钢、高温轴承钢等四类共17个钢号。全淬透型轴承钢采用高碳铬的成分设计,铬含量为0.6%~1.7%;碳含量0.45%~1.50%。目前我国采用的高碳铬轴承钢主要有GCr4、GCr15、GCr15SiMn、GCr18Mo,其中应用最广泛的是GCr15轴承钢,该钢种具有高的抗疲劳性、高的延伸性、良好的耐磨性、合适的弹性和韧性、一定的防锈能力,经过球化退火处理后具有良好的切削加工性能,因而在机械设备基础件中得到广泛的应用,占世界轴承钢生产总量的80%以上[3-4]。
国内轴承圈套生产基本还是以“圆钢锻造+冲孔+辗压”传统锻造工艺为主,部分为“退火+冷拔”工艺[5]。改进的轴承钢生产工艺是“热轧轴承钢管+退火+热辗+精密冷辗+淬火、回火”轴承套圈,改进轴承钢的生产工艺是为了提高生产效率、降低生产成本、提高轴承服役寿命。
1 GCr15轴承钢管检验要求
(1)无损探伤检验。钢管应逐根进行纵向和横向超声波探伤,超声波探伤按GB/T 5777—2019《无缝和焊接(埋弧焊除外)钢管纵向和/或横向缺欠的全圆周自动超声检测》执行,合格级别为L2。
(2)钢管几何尺寸及允许偏差。按照轴承厂家的使用要求,热轧的供货规格为Φ73 mm×7.2 mm,定尺长度6.0~8.5 m,外径允许偏差要求为0~1%D或±0.50 mm,取其中较大者;椭圆度要求不超过外径公差的80%;对于壁厚S允许偏差,当壁厚≤15 mm,要求为-8%S~+12.5%S;壁厚不均匀度要求不超过壁厚公差的80%;弯曲度要求≤1.5 mm/m。
2 钢种设计
GCr15是一种高碳高铬的过共析钢,GCr15钢种用作轴承钢具有较高的淬透性,热处理后可获得全淬马氏体组织;热处理后的硬度高且均匀,有较好的耐磨性,接触疲劳强度高,另外GCr15钢种有较好的尺寸稳定性和抗蚀性,但易出现白色的质量缺陷[6-7]。
试制的轴承钢管规格使用Φ150 mm连铸坯料,材质为GCr15,GCr15连铸坯料的熔炼成分见表1。

表1 GCr15连铸坯料熔炼成分(质量分数) %
3 生产工艺流程介绍
热连轧工艺生产轴承钢管流程为:高炉铁水→铁水处理→顶底复吹转炉→LF钢包精炼炉→VD真空脱气炉→圆坯连铸机→环形炉加热→穿孔机轧制→连轧管机轧制→张力减径机轧制→冷床冷却→锯切定尺→退火热处理→热辗→精密冷辗、打磨→淬火、回火。
采用热连轧工艺生产GCr15轴承圈套用钢集成技术,包含了“高纯净度GCr15轴承管坯冶炼工艺技术”“热连轧机组生产GCr15轴承钢管工艺技术”“连铸坯生产轴承钢管的显微组织调控技术”“热连轧无缝钢管+辗压成型工艺技术”4项技术创新。
4 小批量试制工艺控制
4.1 环形炉加热制度
环形炉加热GCr15轴承钢前出空炉内坯料,出料区开始降温到700℃,加热区和均热区根据该材质的加热制度降温。该钢种的加热速度低于普碳钢,按照11.5~12.0 min/cm进行加热;试验热连轧机组使用Φ150 mm连铸坯料,环形加热炉144个料位,所以确定轧制该钢种的出料节奏为75 s/支,环形炉加热一区温度830~870℃,加热二区1 080~1 120℃,均热一区1 100~1 120℃。
4.2 主要工艺参数
轧制Φ73 mm×7.2 mm轴承钢管热连轧工艺主要工艺参数见表2,穿孔机和连轧管机轧制该材质钢管时不开水,连轧管机和张力减径机前的除鳞水打开。

表2 轧制轴承钢管Φ73 mm×7.2 mm热连轧工艺主要工艺参数
穿孔机轧制完成后毛管温度1 137~1 150℃,低于普碳钢的轧制后毛管温度50~60℃;连轧管机开轧温度为1 070~1 100℃;张力减径机出口温度860~870℃;钢管到冷床的平均温度764℃,用时42 s,所以这段温度区间的温降速度是2.52℃/s;到冷床后钢管温度降到700℃用时35 s,所以这段温度区间的温降速度是1.31℃/s。轧制该材质轴承钢的穿孔扭矩和连轧管机的轧制力略高于同壁厚的普碳钢管。
5 试验结果分析
5.1 钢管几何尺寸
GCr15材质钢管轧后长度25 m,切损率5%,随机抽检Φ73 mm×7.2 mm规格轴承钢管壁厚情况,统计样本10支,测量没有分切定尺和切头尾的热轧后钢管。头端位置壁厚值是距离头端相应长度,对应角度所取样本10支钢管壁厚平均值,尾端位置壁厚同样如此。切成定尺后钢管几何尺寸见表3,成品钢管壁厚均匀,壁厚按照上偏差控制。
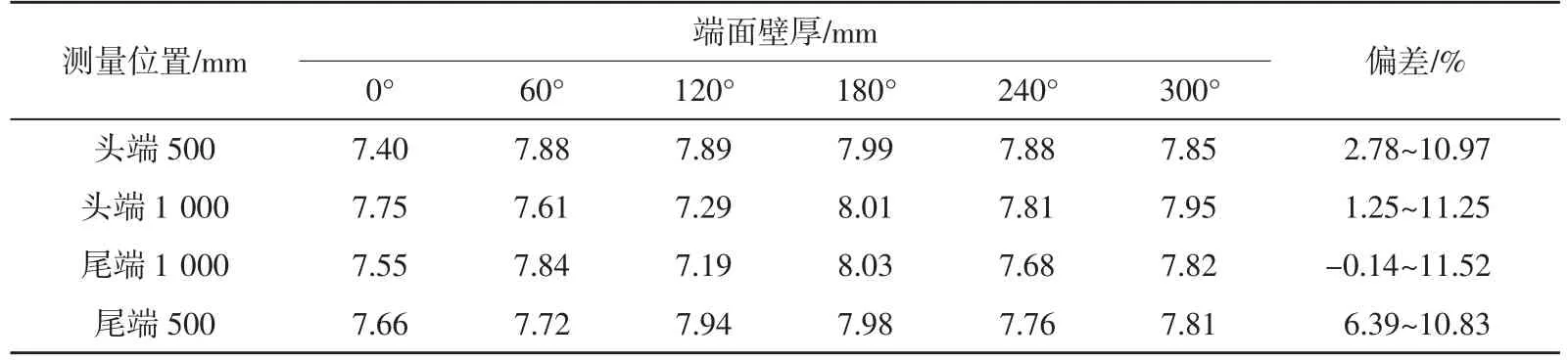
表3 切成定尺后钢管几何尺寸
钢管外径73.1~73.6 mm,外径椭圆度为0.4~0.5 mm。成品钢管几何尺寸在技术协议要求范围内。
5.2 轴承钢管质量
试验轴承钢管成材率87%,影响成材率指标的主要因素是钢管头端有小的片状内折。
5.3 化学成分
GCr15轴承钢轧态钢管化学成分见表4。

表4 GCr15轴承钢轧态钢管化学成分(质量分数) %
5.4 退火后组织
GCr15轴承钢热轧后的组织为片层状珠光体加网状碳化物,经过合理的退火工艺,共析渗碳体可在铁素体的基体上呈球状分布,称为球状(或粒状)珠光体。球状珠光体的强度比片层状珠光体低,但塑性、韧性有改善,为后续加工创造条件,退火后的球状珠光体金相组织如图1所示。
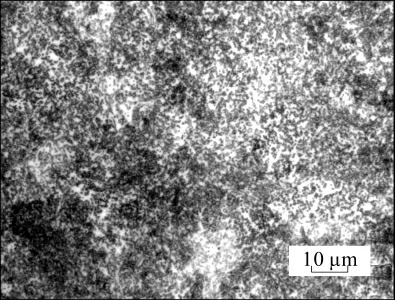
图1 退火后的球状珠光体金相组织
6 结 语
(1)此次生产只是小批量试轧,针对此钢种加热特性,下一步制定连续批量生产的加热工艺制度。
(2)横截面壁厚均匀度达到预期目标,在此基础上优化钢管切头尾量,增加成材率。
(3)GCr15轴承钢管化学成分符合GB/T 18254—2016《高碳铬轴承钢》要求;非金属夹杂物小于0.5级,达到技术要求;退火后的组织为球状(粒状)珠光体,组织均匀,硬度降低,为后续机加工创造条件。
(4)此次热连轧生产突出质量问题为内折,较大可能原因是连铸坯料有中心疏松或裂纹等缺陷,环形炉加热制度不合理,穿孔机工艺参数设定不合理。下一步将深入研究,最终解决内折问题。
