压褶效果褶皱机织物设计与织造
2021-11-28何恬颖田伟金肖克贺荣白楚钰祝成炎
何恬颖 田伟 金肖克 贺荣 白楚钰 祝成炎

摘要:
压褶因其良好的立体效果,广泛应用于面料设计中。现有压褶面料大多采用机械压褶获得,这对原料的耐热性有一定要求,限制了原料的种类。文章提出利用特殊打纬方式和纱线间收缩性差异两种直接织造方法实现面料的压褶效果,既可增加原料种类,又能省去中间压烫工序。通过对这两种方法织造所获得的试样进行分析比较,最终选择铺设弹性纱的方式,织造1、2、3 cm三种不同褶皱宽度的压褶效果试样,并对三种试样进行弹性回复测试,结果表明铺设弹性纱方式可成功织造出保形性较好的压褶效果褶皱机织物。
关键词:
压褶;成形工艺;褶皱织物;包覆纱;重经组织;立体效果;纺织品设计
中图分类号: TS105.1
文献标志码: A
文章编号: 10017003(2021)11010805
引用页码: 111301
DOI: 10.3969/j.issn.1001-7003.2021.11.018
Design and weaving of woven pleated fabric with compressive fold effect
HE Tianying1, TIAN Wei1, JIN Xiaoke1, HE Rong2, BAI Chuyu1, ZHU Chengyan1
(1.College of Textile Science and Engineering (International Institute of Silk), Zhejiang Sci-Tech University, Hangzhou 310018, China;2.Hangzhou Sericulture Ancient Silk Network Technology Co., Ltd., Hangzhou 310018, China)
Abstract:
Compressive fold is widely used in fabric design because of its good stereoscopic effect. Most of the existing compressive fold fabrics are weaved by mechanical pleating, setting certain requirements for the heat resistance of fabrics and limiting the types of raw materials. In this paper, two methods to directly weave compressive fold fabrics were proposed: special beating-up method and the method of using different shrinkage between yarns. Both can increase the types of raw materials and eliminate the intermediate pressing process. Through the analysis and comparison of the samples obtained by these two weaving methods, the method of laying elastic yarns was finally selected to weave samples with different fold widths of 1 cm, 2 cm and 3 cm. Through the elastic recovery tests on three samples, the results show that the woven pleated fabric with good shape retention can be successfully woven through the method of laying elastic yarns.
Key words:
compressive fold; forming technology; pleated fabric; wrap yarn; double warp weave; stereoscopic effect; textile design
作者簡介: 何恬颖(1989),女,硕士研究生,研究方向为现代纺织工艺、新产品研究与开发。通信作者:祝成炎,教授,cyzhu@zstu.edu.cn。
褶皱作为一种重要的设计元素,广泛应用于服装造型和纺织品设计中,在众多褶皱种类中,压褶由于其规整灵动的特征在市场中十分受欢迎[1-2]。目前,市场上的压褶面料大多采用机械压褶制得,利用机器的压力、高温压烫的热力等改变面料的表面形态结构[3],因此机械压褶对原料的耐热性有一定的要求,限制了原料的种类,而压褶机的滚筒间距又限制了面料的厚度及面料的季节风格,在多层压褶方向上存在困难[4]。
机织成型法是将原料、组织、织造工序等各种工艺条件进行配合,从而直接织造出具有褶皱效果的面料,省去压烫过程,打破机械压褶面料中原料和面料厚度的局限性、拓宽压褶面料季节适应性并缩短生产路线的织造方式。机织褶皱织物按经纬向可区分为两种:沿经向起褶和沿纬向起褶。孙婷等[4]、侍康妮等[5]、李思等[2]利用纱线间收缩性的差异,再配合纬二重和双层组织,沿纬向起褶,设计不同褶皱宽度,织造出具有立体褶皱效果的褶皱面料。国外关于褶皱织物机织成型的研究较少,韩国KIM M S获得一种利用普通经纱和具有收缩性的纬纱的专利,配合三种不同的引纬方法来织造单向褶皱织物的织造方法;Moniruddoza等[6]通过改变褶的厚度、宽度和两褶之间的间距,开发基于形状记忆合金的褶皱机织物。相比纬向起褶,经向起褶的织造效率更高,但目前关于沿经向起褶的机织褶皱织物研究较少。因此,本文设计利用长短动程打纬方式和铺设弹性纱方式,来实现经向压褶效果。通过分析实现压褶效果的机理,进行试织,并对试样的压褶效果保形性进行测试。
1 压褶效果褶皱织物设计探索
要实现沿经向起褶,就需要在织造过程中能将织物中起褶部分沿经向隆起,这种隆起可以是双层织物中上下两层纬纱编织次数的不同,纬纱编织次数多的部分会隆起;也可以是织物中的某些部分在经向上收到两个前后拉伸的张力,由于拉伸力的缘故,这部分织物实现经向隆起。为能达到上述效果,本文设计了两种经向褶皱成型方案,分别是长短动程打纬方式和铺设弹性纱线方式。
1.1 通过长短动程打纬方式实现褶皱效果
长短动程打纬方式,即通过钢筘的长和短两种打纬动程分别对双层织物的上下两层进行织造。拟设计褶皱面料褶皱区为双层织物,上下层无交联,上层与非褶皱区采用相同的组织结构。在打纬过程中,采用长短动程打纬方式,在织造上层时进行短打纬,结束时进行长动程打纬,由于织造上层时下层为经浮长状态,长打纬时钢筘将上层的织物结尾处打入下层的织口,形成褶皱。织造过程类似于毛巾织物的制造方式,不同之处在于毛巾织物是将短打纬时留出的经浮长在长打纬时打紧,形成经浮长毛圈。本文设计的褶皱织物是将短打纬时织造出的组织在长打纬时打紧,表层形成上凸褶皱。
1.2 通过铺设弹性纱方式实现褶皱效果
根据经向压褶效果的外观特征,一个完整的褶皱单元包括平整区和褶皱区。平整区为不添加弹性辅助纱线区域,褶皱区为添加弹性纱区域,分为上褶区和下褶区,如图1所示。设计将弹力纱铺在褶皱区里上褶凸起的下面和下褶凹下的上面,利用弹力纱的收缩性,配合特定的组织,在织造中通过浮线收缩实现试样的褶皱效果。为了实现压褶织物单一褶向的效果,本文在下褶区铺设弹力纱的时候,弹力纱的起点需要在上褶凸起结束之前,通过下褶区弹性纱的收缩引导上褶凸起部分向下褶区倾斜。
为了较好地实现弹性纱线在褶皱区的辅助作用,避免平整区由于弹性纱线的浮长导致面料不平整,本文将褶皱区表层组织配置为交织次数最多、浮长最短、缩率最小的平纹,而褶皱区的里层配置为长浮线的弹性纱。为实现面料上褶部分向下褶区倾斜,平整区应选择适当的组织结构,本次试织设计为经重平,设计原理如图2所示。
2 压褶效果机织物设计织造
2.1 长短动程打纬方式压褶机织物设计织造
长短动程打纬方式形成褶皱效果的试验采用Y208W型半自动小样机(南通三思机电科技有限公司)试织,组织图如图3所示,采用六片综框,顺穿法,12号筘二穿入,手动打纬,单经轴织造。甲经选择333.33 dtex FDY,乙经选择4444 dtex氨纶长丝外包83.33 dtex FDY;纬纱采用333.33 dtex FDY。为了弥补褶皱区上下层产生的送经量差异,褶皱区的经浮长纱线选择高弹氨纶纱线,但该氨纶纱线不是褶皱的主要成因,仅起到降低送经量差值的作用(若条件允许,双层织物长短动程打纬最好选择双经轴织造)。
长短动程打纬试样正面如图4所示,由于纬密较大,织物结构紧密,褶皱的保形性优,褶皱区未出现褶皱的局部凹陷和松垮变形。但和压褶实物图相比,试样截面褶皱方向性不如压褶织物明显,试样截面如图5所示。
2.2 铺设弹性纱方式压褶机织物设计织造
为了实现压褶效果织物单一褶向的效果,需要分别在上褶区织物的下层和下褶区的上层铺设弹性纱线,下褶区弹性纱线的起点要在上褶区结束之前,通过弹性纱线的收缩引导上褶区褶皱向下褶区倾斜。
2.2.1 组织设计
为使机织褶皱面料呈现出较好的压褶效果,基础组织采用平纹,经纱1、经纱Ⅰ、经纱2、经纱Ⅱ按1︰1︰1︰1排列,经纱Ⅰ表示下褶引导氨纶,经纱Ⅱ表示上褶弹性纱。上褶前的平整区由四根经纱构成经重平组织。上褶皱区,经纱1、经纱Ⅰ和经纱2依旧采用重经组织,经纱Ⅱ全经浮线。经纱Ⅰ在上褶皱区最后三纬变为经组织点,起引导上褶作用。下褶皱区,经纱1和经纱2组成平纹组织,经纱Ⅰ采用经组织点,表示上层经浮长,经纱Ⅱ与经纱1组织相同。下褶后的平整区由经纱1与经纱2构成单起平纹,经纱Ⅰ与经纱Ⅱ构成双起平纹,组织图如图6所示。根据不同的褶皱宽度设置不同的纬纱数,将循环纬纱数分别设置为a、b、c,纬循环数分别为a/2+4、b/2、c/2。
2.2.2 原料及经纬密设计
为实现机织褶皱织物压褶效果,原料采用强力较好的涤纶丝和弹性较好的氨纶包覆纱。经纱采用333.33 dtex FDY和4444 dtex氨纶长丝外包83.33 dtex FDY;纬纱采用333.33 dtex/72f FDY。经密为200 根/10 cm,纬密为248 根/10 cm。
2.2.3 褶皱宽度设计
为精确褶皱的形态,本文主要通过调整浮长来实现,设计褶皱面料的上褶宽度分别为1、2、3 cm,分别定义为1、2、3号褶。改变a区循环纬纱的根数,控制b、c区緯纱根数不变,三种褶皱宽度对应区域纬纱根数如表1所示。
2.2.4 织物成品效果
三种不同褶皱宽度的试样效果如图7所示。
将三块试样的表面形态和截面与压褶织物进行对比(图8),可见试织面料的截面形态与压褶织物相似,表面外观形态还原程度较高。
通过对试样分析比较,褶皱宽度不同,试样呈现的褶皱效果也不一样,在经纬线密度相同的情况下,褶皱宽度增大,织造的试样起皱效果更明显。但由于褶皱下层的氨纶浮长增加,下机后试样松弛状态较明显,褶皱区的硬挺度下降,外观美观程度也有所降低。在三种褶皱宽度的试样中,褶皱宽度最小的织物整齐美观,压褶的直线条还原效果好,褶皱区的硬挺程度也较好。
比较两种不同工艺方法织造的试样可以发现,通过长短动程打纬方式织造的试样,结构紧密,保形性好,但试样截面的褶皱方向性不明显;而通过铺设弹性纱织造的试样,面料硬挺美观,保形性也好,对机械压褶面料的还原度更高,可设计不同弹性纱浮长来实现压褶效果面料的褶皱效果和起皱程度的把控。研究认为,采用铺设弹性纱的方式还原机械压褶面料更适合。
3 性能测试
经向压褶的褶皱织物在拉伸和高负荷的场合下会产生变形,影响织物的褶皱效果[7],因此织物的保形性显得尤为重要。本文主要针对铺设弹性纱织造的三种试样,分别对试样的拉伸性能与回复性能进行测试[8]。而褶皱面料弹性伸长和回复的标准仅在面料洗涤前后规格尺寸的变化上有所规定,因此在测试面料拉伸回复性能时采用设计的测试方案尽可能对性能进行客观表征[9]。
3.1 试样伸长率、回复率测试
根据FZ/T 01034—2008《机织物拉伸弹性试验方法》标准,再结合实际试样情况,本文对定负荷拉伸测试法进行调整,使织物经受一定拉伸负荷后长度发生变化,释负后根据其变形大小计算织物伸长率、弹性回复率和塑性变形率。在面料自然状态下,将三块面料沿经向裁剪出12 cm长、5 cm宽的试样,用标记笔标下间隔10 cm记号线,即试样待测原长L0=10 cm。用织物电子强力机上钳口夹持住试样上端记号线,用2 N预加张力夹夹住下端记号线,使面料竖直悬空60 s后测量拉伸后两端记号线之间的距离L1。取下预加张力夹,将面料平放在桌面上180 s后测量两端记号线之间的距离L2。测距时随机选三点进行测距,并取平均值[10]。设定面料伸长率为δ,弹性回复率为R,计算公式如下:
3.2 结果与分析
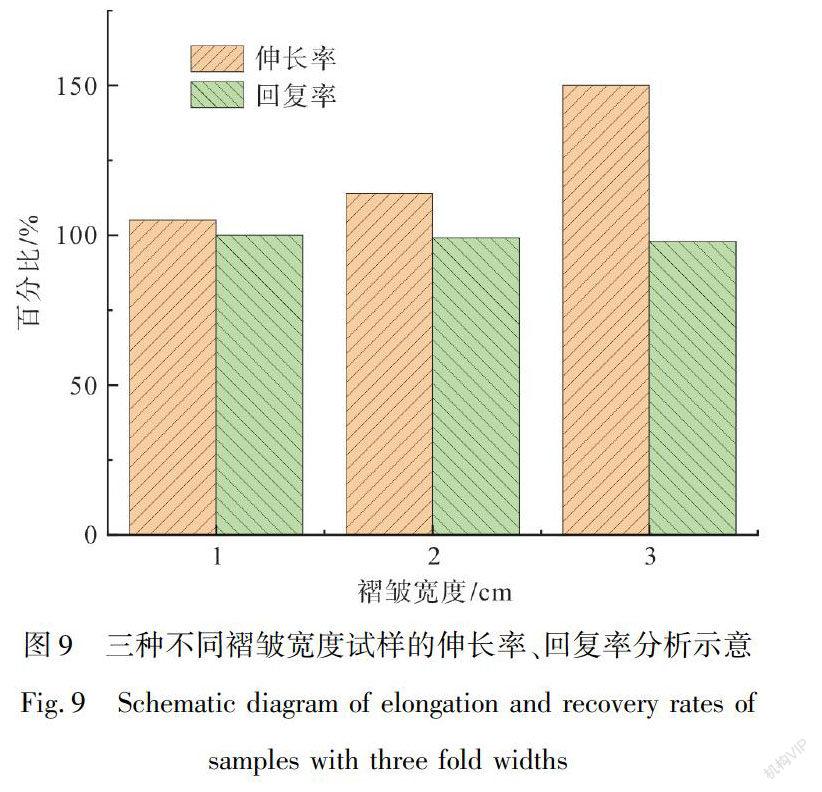
对试样的定负荷拉伸进行测试,试验结果如图9所示。
由图9可见,随着褶宽的增加,试样的拉伸弹性表现得越来越好,伸长率逐步增大,同时回复率变化不大,一直保持较高的水平。因此,织造的试样压褶效果保形性好。
4 结 论
通过对压褶效果的褶皱织物的设计织造和对试样的性能测试的研究,主要得出以下结论:
1) 长短动程打纬法与铺设弹性辅助纱线法均可以织造出压褶效果机织一体织物,但两者还原的压褶效果不同。长短动程打纬方式织造的褶皱织物中压褶效果较不明显;铺设弹性辅助纱线法的还原效果自由度更高,可以通过弹性纱线的浮长设计对褶皱进行不同方向倾斜的褶皱,还原的压褶类型更多样化。
2) 铺设弹性辅助纱线法中,分析不同褶皱宽度的试样可以发现:经纬线密度相同情况下,褶皱宽度不同,试样的褶皱效果和起皱程度也不一样,褶皱宽度越大,褶皱面料的起皱效果越明显。褶皱织物设计时可通过调整弹性纱浮长来精确褶皱的形态和起皱程度,但褶皱宽度过大时,由于氨纶浮长增加,褶皱区的硬挺度下降,织物会比较松弛,影响织物美观度。因此设计较大褶皱宽度时,可增加经纬线密度进行配合,线密度增大,织物紧度也增大,褶皱区的硬挺度会提高,褶皱效果会更好。
3) 通过对压褶效果褶皱织物的设计与织造分析总结,与传统机械定型压褶相比,一次织造成型的方法虽然在成本与织造难度都略微有所增加,但解决了机械定型压褶对原料选择和厚度的问题,拓宽了织造面料的适用范围。而试样的拉伸试验数据表明,随着褶宽的增加,试样的拉伸弹性表现得越来越好,伸长率逐步增大,同时回复率变化不大,一直保持比较高的水平,因而织造的褶皱面料具有较好的保形性。
参考文献:
[1]魏莉, 孙丹丹. 服装设计中的褶皱工艺手法解析[J]. 纺织导报, 2019(1): 92-95.
WEI Li, SUN Dandan. Analysis of fold technique in garment design[J]. China Textile Leader, 2019(1): 92-95.
[2]李思, 张红霞, 顾晨燚, 等. 立体折皱效果机织物的设计方法探讨[J]. 现代纺织技术, 2019, 27(4): 33-37.
LI Si, ZHANG Hongxia, GU Chenyi, et al. Discussion on the design method of woven fabric with three-dimensional wrinkle effect[J]. Advanced Textile Technology, 2019, 27(4): 33-37.
[2]刘素琼, 高卫东, 顾鸣, 等. 服装面料三维造型研究及其应用[J]. 纺织导报, 2010(2): 74-75.
LIU Suqiong, GAO Weidong, GU Ming, et al. Research and application of 3D sculpting of garment fabrics[J]. China Textile Leader, 2010(2): 74-75.
[3]许旭兵, 赵孟超, 周红雷. 真丝服装压褶设计手法的创新[J]. 丝绸, 2013, 50(10): 55-60.
XU Xubing, ZHAO Mengchao, ZHOU Honglei. Innovation of pleat design method of silk clothing[J]. Journal of Silk, 2013, 50(10): 55-60.
[4]孙婷, 吕智宁, 李艳清, 等. 立体几何褶皱织物的成型与织造[J]. 纺织学报, 2020, 41(2): 64-68.
SUN Ting, L Zhining, LI Yanqing, et al. Molding principle and weaving of three-dimensional geometric pleated fabric[J]. Journal of Textile Research, 2020, 41(2): 64-68.
[5]侍康妮, 吕智宁, 张鲁燕, 等. 半立体构成折皱效果提花织物設计与研发[J]. 丝绸, 2019, 56(3): 63-69.
SHI Kangni, L Zhining, ZHANG Luyan, et al. Design and development of jacquard fabric with semi-stereoscopic wrinkle effect[J]. Journal of Silk, 2019, 56(3): 63-69.
[6]MONIRUDDOZA A, JAN H, ANDREAS N, et al. Development of adaptive pleated woven fabrics with shape memory alloys[J]. Textile Research Journal, 2019, 89(12): 2330-2341.
[7]HUA T, WONG N S, TANG W M. Study on properties of elastic corespun yarns containing a mix of spandex and PET/ PTT bi-component filament as core[J]. Textile Research Journal, 2018, 88(9): 1065-1076.
[8]陈宁, 毛丽华, 沈悦明. 织物抗褶皱性能测试标准的研究[J]. 中国纤检, 2015(8): 34-35.
CHEN Ning, MAO Lihua, SHEN Yueming. Study of the wrinkle resistance standard[J]. China Fiber Inspection, 2015(8): 34-35.
[9]蔣颖刚, 赵楚楚, 眭建华. 织物抗折皱弹性测试评定方法研究[J]. 棉纺织技术, 2013, 41(4): 11-13.
JIANG Yinggang, ZHAO Chuchu, SUI Jianhua. Research of fabric anti-crease flexibilitu assessment method[J]. Cotton Textile Technology, 2013, 41(4): 11-13.
[10]梁浩祥, 华雪娟. 氨纶弹力织物的性能测试与分析[J]. 广西纺织科技, 2002(3): 46-49.
LIANG Haoxiang, HUA Xuejuan. Performance test and analysis of spandex elastic fabric[J]. Light and Textile Industry and Technology, 2002(3): 46-49.