浅谈提高异种钢焊接接头弯曲检测合格率
2021-11-25连杰李军薛永平
连杰,李军,薛永平
1.太原钢铁(集团)有限公司先进不锈钢材料国家重点试验室 山西太原 030003
2.山西太钢不锈钢股份有限公司技术中心 山西太原 030003
1 序言
近年来,随着现代工业的快速发展,一些更新更好的材料大量进入工程应用中。为了充分利用金属材料的一些特性,把它们的性能做到物尽其用,在钢铁结构的焊接工艺评定工作中,会涉及一些异种金属材料的焊接,在焊接接头的检测中,一般会涉及拉伸、弯曲、冲击和疲劳等项目。焊接接头的弯曲检测,一般是必检项目,检测中经常遇到一些个性化的问题。焊接接头的弯曲试验就是将一定形状和尺寸的试样,置于弯曲装置上,以规定直径的弯心,将试样压弯到所要求的角度后,检测试样承受弯曲变形能力,并显示缺欠的一种工艺性试验[1]。通过对焊接接头弯曲试验,可以评价焊接接头中焊缝、熔合区及热影响区的质量,充分验证焊接材料及焊接参数选择是否正确。
同种材料等强度焊接接头的弯曲试验,由于其母材与焊接材料性能相当,弯曲试验合格率较高;异种材料焊接的焊接接头进行弯曲检测时,遇到的问题较多。在焊接工艺评定中,焊接方法、焊接参数选择不当或焊缝中有焊接超标缺欠,焊接接头的弯曲检测不合格是必然的。因此焊接接头弯曲性能的保障,是建立在优质焊接接头质量基础上的。
近年来,在焊接工艺评定工作中,遇到的一些异种材料焊接接头弯曲不合格问题,通过采取一些措施,在符合相关标准和技术要求的前提下,取得了良好的效果。通过总结弯曲不合格的原因和应对措施,旨在提高异种钢焊接接头的合格率,提升工作质量及工作效益。
2 弯曲不合格原因及应对措施
2.1 焊接接头弯曲检测评价标准差异
我公司焊接接头的弯曲检测,一般是委托钢厂材料检测部门代检的。焊接接头的弯曲检测,有别于母材的检测,其评价标准是有所区别的。最早广泛使用的JB 4708—2000《钢制压力容器焊接工艺评定》中,引用的标准就是检测母材所使用的GB/T 232—2010《金属材料弯曲试验方法》,而最新的NB/T 47014—2011《承压设备焊接工艺评定》、GB/T 19869.1—2005《钢、镍及镍合金的焊接工艺评定试验》及GB 50661—2011《钢结构焊接规范》等,更新为GB/T 2653—2008《焊接接头弯曲试验方法》专用标准。
GB/T 232—2010《金属材料弯曲试验方法》中规定,试样弯曲外表面无可见裂纹应评定为合格;GB/T 2653—2008《焊接接头弯曲试验方法》中规定,试样表面上长度<3mm的缺欠应判为合格。母材弯曲检测,不允许有开裂;而焊接接头弯曲检测,允许有一定限度的开裂,二者之间的判定合格标准有所不同。检测人员很容易按照母材检测的惯性思维,去判定焊接接头的弯曲试样,从而产生误判。因此,在工艺评定工作中,一定要及时学习最新适用标准,与时俱进,避免产生不必要的失误。
2.2 高强钢低匹配焊接接头弯曲试样加工
近年来,高强钢已广泛应用于各类焊接结构中。由于高强钢的强度提高,因此材料的塑性、韧性相应下降,如果仍采用等强原则,选用高组配的焊接接头,则焊缝的韧性不容易保证,将可能导致焊缝金属韧性不足,引起低应力脆性破坏。因此,高强钢焊接应采用等韧性原则,选择焊缝韧性不低于基体金属的低组配焊接接头比较合理[2]。由此可见,在高强钢焊接结构的工程应用中,应以低匹配方式为主,也就是焊接材料的强度比母材低,但这给高强钢焊接工艺评定带来了一些新的问题,如焊接接头的弯曲检测合格率低的现象。
高强钢焊接接头弯曲不合格的原因,大都因为焊缝区域强度低于母材。弯曲试验时,仅在焊缝处发生局部塑变,弯曲试样呈现的不是连续的弧度,表现为在焊缝处产生一个锐角变形。当焊缝塑性变形达到极限时,发生开裂,导致弯曲不合格。
针对上述问题,在加工焊接接头的弯曲试样时,焊缝不要完全加工到与母材平齐,保留适当的余高,让焊缝区域的厚度略大于母材,适当增加焊缝区域的强度,使焊缝区域与母材区域实现等强。在弯曲试验时,实现焊缝区域与母材区域达到同时变形的目的,很好地解决焊缝局部变形的问题,可以保证弯曲试验合格率的提升。
2.3 耐热钢匹配镍基焊材焊接接头弯曲检测方法的选择
在锅炉制造中,经常涉及TP347H耐热不锈钢管和T91耐热高合金钢管的焊接,该异种钢的焊接,一般选择ERNiCr-3镍基焊丝为主,焊接接头涉及3种不同的材质。其焊接工艺评定的检验中,采用广泛使用的圆形压头弯曲方法,经常出现焊接接头弯曲不合格。
分析开裂原因:焊接接头各区域的力学性能差异大是主因;试验方法选择不当是次因。3种材料的力学性能见表1。

表1 耐热钢的力学性能
GB/T 2653—2008《焊接接头弯曲试验方法》中,弯曲试验方法有两种形式:一种是圆形压头弯曲(3点弯曲);另一种是辊筒弯曲,如图1所示。3点弯曲方法较适用于同钢种焊缝等强匹配的焊接接头。因为同钢种焊接接头试样的各区域,力学性能是比较均匀的,弯曲检测时,不会产生应力集中现象,所以试样的弯曲变形是较均匀的。TP347H/T91钢添加ERNiCr-3焊丝的焊接接头各区域力学性能差异较大,不太适用3点弯曲方法。TP347H/T91钢添加ERNiCr-3焊丝的焊接接头,虽然按照NB/T 47014—2011规定,可以采用纵向弯曲取代横向弯曲,但因为是小规格管的焊接,焊缝长度及形状不能满足纵向弯曲试验条件。
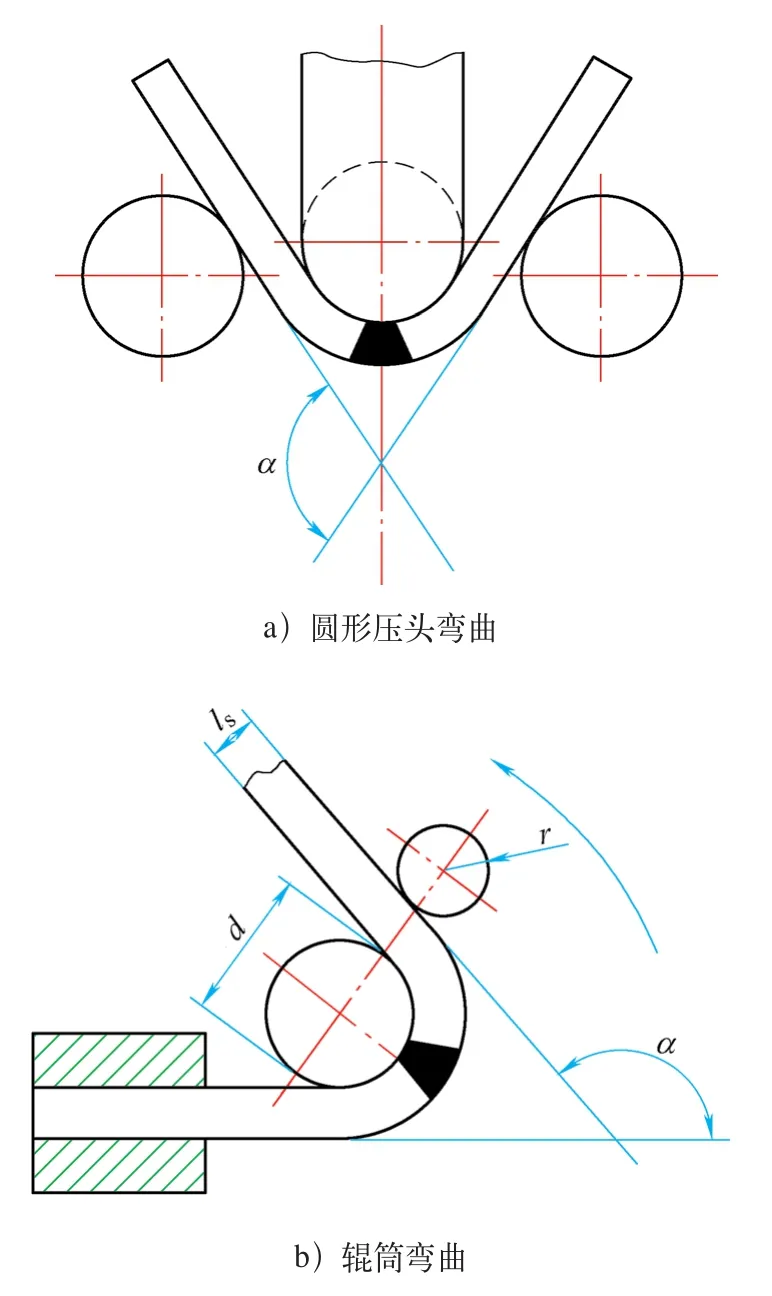
图1 弯曲方法
参照GB/T 2653—2008内容,辊筒弯曲适用于异种材料接头,对于异种材料接头其焊缝金属或一侧母材的屈服强度或规定非比例抗拉强度低于(另一侧)母材的规定和要求,TP347H/T91钢添加ERNiCr-3焊丝,属于典型的三元异种材料焊接接头。TP347H钢的屈服强度仅有T91钢和ERNiCrMo-3焊丝屈服强度的50%左右,T91钢的伸长率仅有TP347H钢的57%,TP347H钢属奥氏体钢,T91钢属马氏体钢,二者之间硬度相差较大。TP347H/T91钢添加ERNiCr-3焊丝焊接接头的焊缝、熔合区、热影响区及母材等区域,塑性、硬度及强度极不均匀。试样弯曲时的变形主要发生在强度和硬度相对较低的TP347H钢一侧,产生严重的应力集中现象,使本应连续均匀的弧度,局部形成一个锐角,当锐角处的塑性达到极限时,即会发生开裂现象。
针对上述原因,将TP347H/T91钢添加ERNiCr-3焊丝焊接接头试样的3点弯曲,改用辊筒弯曲方法。试验时,T91钢试样的一端固定在试验机上,弯曲变形从T91钢母材→T91钢热影响区→T91钢侧熔合区→ERNiCr-3焊缝→TP347H钢侧熔合区→TP347H钢热影响区→TP347H母材,是逐步进行的。而且屈服强度最低的TP347H钢侧是在屈服强度较高的T91钢和ERNiCr-3焊缝完成变形后,最后才进入变形阶段,它不会受其他区域变形力的影响,焊接接头各区域都会按照辊筒外圆形状均匀承担弯曲的变形量,避免了TP347H钢区域因强度低而过多地承担变形量的不良结果,解决了三元材料焊接接头弯曲检测合格率低的问题。
2.4 低温钢匹配镍基焊接材料焊接接头的弯曲取样方向的调整
随着国家对节能减排工作要求的逐步提高,国内对LNG(液化天然气)的需求急增,LNG储罐的制造也快速增长,LNG的储存温度为-162℃,储罐制造用材料以9Ni钢居多。为了保证9Ni钢焊接接头的低温性能,使用ENiCrMo镍基异种钢焊条最为广泛。即在9Ni钢焊接工艺评定中,焊接接头的横向弯曲较容易出现裂纹,且裂纹大都出现在热影响区。
9Ni钢焊接接头的横向裂纹产生原因是在焊接过程中,焊接热循环最高温度Ac3线以上的母材,组织全部转变为奥氏体,过热区奥氏体晶粒剧烈长大,焊后冷却速度较快时,奥氏体组织转变为马氏体组织。马氏体具有高强度与高硬度的特征,但塑性极差,同时由于原始奥氏体晶粒粗大,导致马氏体晶粒粗大,进一步降低了塑性。9Ni钢与焊条的化学成分差异较大,在熔合线附近焊缝中Cr、Mo、Nb会向母材中进行迁移扩散,形成复杂的合金碳化物,这些碳化物属于脆硬相,容易成为失塑裂纹源,即成为弯曲变形过程中裂纹萌生和长大的起点,一定程度上降低了热影响区的塑性[3]。9Ni钢使用ENiCrMo焊条焊接的焊接接头,热影响区晶粒粗大和马氏体转变,致使焊接接头塑性、韧性下降,是导致横向弯曲试样开裂的主要原因。
鉴于上述原因,按照GB/T 47014—2011中表11所列的规定,焊缝金属和母材之间的性能有显著差别时,可改用纵向弯曲代替横向弯曲。参照国际惯例,如CCS《散装运输液化气体船舶构造与设备规范》和日本船级社规范,若母材和焊缝金属具有不同的强度,则可要求以纵向弯曲试验代替横向弯曲试验[3]。这样,就可以在符合相关标准和要求的前提下,把横向弯曲改为纵向弯曲,让焊接接头的热影响区与焊接接头其他区域,共同承受方向一致、变形大小一致的弯曲力,避免了局部区域的应力集中现象,合理避开9Ni钢焊接接头横向弯曲较容易出现裂纹的问题,提高了9Ni钢焊接接头弯曲检测的合格率。
2.5 耐磨钢匹配结构钢焊接材料焊接接头的弯曲试样的预弯
工程机械用高强度耐磨钢,由于其具有高强度、高硬度、高韧性和良好的耐磨性能,大量用于渣土车、矿山车辆中。GB/T 24186—2005《工程机械用高强度耐磨钢板》中,常用NM系列钢种的布氏硬度达480HBW,抗拉强度达1000~1250MPa,现在还没有与其等强度匹配的焊接材料。在上述行业中,大量使用500MPa级别结构钢焊丝用于耐磨钢的焊接,虽然强度匹配悬殊,但该类型车辆的焊缝是类联系焊缝,经过实践应用,完全可以满足该类车辆的工况。但初期在该材料的焊接工艺评定中,焊接接头的3点弯曲检测失败率极高。
分析其原因:在弯曲试验时,因为强度匹配悬殊,弯曲应变区主要集中在焊缝区域,所以焊缝很容易达到其塑性极限而开裂,导致弯曲不合格。3点弯曲改变为辊筒弯曲,也因焊缝强度太低,很难实现与母材达到均匀弯曲变形而失败。
针对上述原因,先在焊接接头的试样上对弯曲区域进行定位,划线做标记;然后在3点弯曲检测时,减小支辊间距,对试样焊缝两侧的热影响区和母材区先进行预弯,形成中间直、焊缝两端弯U字形状;最后再把焊接接头试样的中间部位进行压弯,直至压到要求的弯曲半径和角度,预弯如图2所示。这样就可以让母材与焊缝实现共同承担弯曲变形,避开焊缝强度低、应变区域小的问题,达到按照技术要求的弯曲半径和角度不开裂,解决了耐磨钢超低匹配结构钢焊接材料焊接接头弯曲开裂的问题。

图2 弯曲试样的预弯
2.6 铁素体不锈钢/碳素钢匹配奥氏体焊接材料焊接接头的弯曲加垫板
T4003属于铬含量12%(质量分数)的经济型铁素体不锈钢,该材料具有良好的耐蚀性和焊接性,广泛用于铁路行业和煤炭皮带运输机行业。在皮带运输机的应用中,要使用厚度为3.5mm的T4003碳素钢,与20钢进行异种材料间的焊接,焊接一般使用ER309奥氏体焊接材料。材料的力学性能见表2。笔者在协助客户进行焊接工艺评定时,遇到焊接接头3点弯曲检测不合格问题。
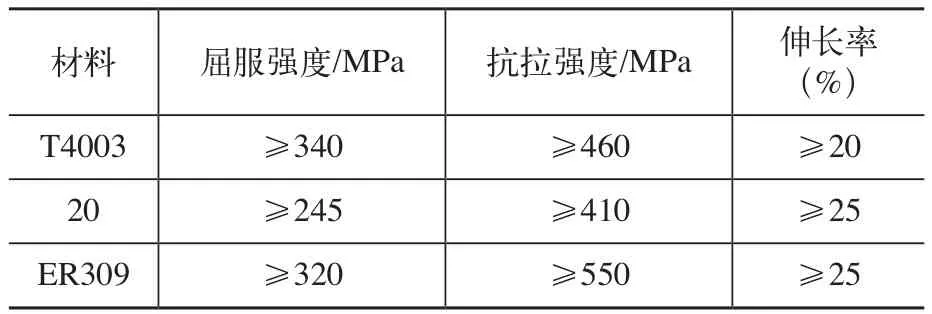
表2 材料的力学性能
弯曲检测不合格问题的表现形式为,3点弯曲检测时,异种钢焊接接头两侧母材力学性能差异较大,弯曲压头施加压力时,试样20钢侧的弯曲变形量明显大于T4003不锈钢侧,压头继续压下时,试样产生横向滑移,压头中心与试样焊缝的中心产生偏移(焊缝躲避压头),导致T4003不锈钢侧的热影响区不能完全进入弯曲部分内,不符合标准要求的焊缝金属和热影响区应完全位于试样的弯曲部分内的要求,导致上述问题,但客户没有辊筒弯曲检测设备,试验一度陷于停顿。
后经过分析,尝试采用一些非常规措施进行试验。具体方法是:试验时,在试样下垫一块比弯曲试样尺寸略宽的T4003碳素钢板材,把辊筒间距离加大至2倍试样板厚(7mm),不改变弯曲试验的参数,试验时让试样和垫块共同受压,目的是垫块给试样一定的拘束力,约束试样产生均匀弯曲变形,不产生侧向滑移,顺利地压出符合标准要求的试样,取得了良好的效果,也得到客户技术部门的认可,成功解决了弯曲试样不符合标准的问题,加垫板的弯曲试验如图3所示。

图3 加垫板弯曲试验示意
3 结束语
在异种钢焊接工艺评定中,焊接工艺和焊接材料选择得当,获得优质焊缝,是焊接接头弯曲检测合格的首要条件。
在异种钢焊接工艺评定中遇到的一些焊接接头弯曲检测不合格,属个性化问题,可以通过采取一些必要措施,在不违反相关标准和技术要求的前提下,确保试样在标准要求弯曲角度和弯曲半径技术指标内,不产生超标缺欠,达到提高弯曲合格率的目的。
虽然一些措施有待进一步商榷,但在客观上也没有违背相关标准和规定。本文涉及的异种钢焊接接头,经过若干工程的应用,均未发生问题,生产实践证明了相关工作的正确性。
