激光和TIG焊接304L奥氏体不锈钢力学性能的比较研究
2021-11-25罗晔魏丽华
罗晔,魏丽华
1.宝钢中央研究院武钢有限技术中心 湖北武汉 430080
2.北京中机天达科技发展有限公司 北京 100036
3.北京·埃森焊接与切割展览会组委会 北京 100036
1 序言
不锈钢具有优异的耐腐蚀性能和力学性能,广泛应用于家用电器、厨具、汽车、核能等领域[1-3]。特别是奥氏体不锈钢具有优异的加工性和焊接性,温度在900K左右也具有优异的机械强度,因此可用于核能工业结构物的结构材料、覆管材等。而核电工业大型结构物大多采用焊接制作,主要采用SMAW、TIG等电弧焊工艺。电弧焊具有经济性,最大优点就是没有接合材料厚度的限制。但由于热源能量密度低,形成传导型焊透,且焊透深度浅,因此厚板材料的焊接往往需要多焊道,从而导致对材料的热输入量变大[4]。奥氏体不锈钢与普通碳素钢相比,热膨胀系数高约1.5倍,热导率低至1/3,是一种要求低热输入焊接的材料。热输入量过大时,焊缝可能会产生严重的热变形和残余应力[5-9],形成较宽的热影响区,从而导致焊缝的质量和强度降低。
为了解决这些热输入的问题,近年来业内开始采用激光焊接。激光焊接使用集束于狭窄范围的激光束作为热源,因此热源的能量密度非常高,利用锁孔(Keyhole)机制可以发生焊透。借助锁孔机制发生焊透时,因为热传导小,所以用相对较少的热输入量就能实现深度焊透。因此,尽管热影响范围有限,也可以获得高质量的全焊透区[10,11],并实现高速焊接,在生产效率方面也有优势[12,13]。
YAN等[14]曾在304不锈钢上进行TIG焊接、激光焊接和激光-TIG混合焊接,并研究了焊缝的显微组织和拉伸性能。报道称,激光焊接和激光-TIG混合焊接时,焊缝表现出细微组织和良好的拉伸性能。除此之外,相关研究人员也曾对奥氏体不锈钢的电弧焊与激光焊接开展过很多比较研究[15,16],并报道称,在激光焊接中表现出良好的力学性能,但并未对其他拉伸性能进行细致研究。为了评估焊缝的牢固性,依据ASME第九卷焊接和钎焊评定标准实施拉伸、弯曲和冲击试验[17]。
本研究采用奥氏体不锈钢的代表钢种即304L不锈钢,进行激光焊接和TIG焊接,并对焊缝的显微组织,以及弯曲和冲击性能进行了比较和分析。
2 试验方法
2.1 试验材料
本研究中使用厚度6mm的304L不锈钢板材。TIG采用豫林公司φ1.2mm的ER308焊丝,化学成分见表1。对激光焊试样的接合面进行了铣削,以尽量减少材料之间的间隙;TIG焊接试样采用45°坡口,组对间隙为3.2~3.5mm,便于熔敷金属的渗透。

表1 原材料的化学成分(质量分数) (%)
2.2 焊接
焊接采用对接接头,氩气保护。激光焊采用最大功率16kW碟片激光器(Trumpf TruDisk18002),将试样固定在试验台上,然后移动激光束进行焊接。TIG焊使用填充金属,与激光焊一样,将试样固定在试验台后移动电弧进行焊接。TIG焊的拉伸和弯曲试样分别按照ASME第九卷QW-462.1(a)和QW-462.3(a)制作。采用HYWEL-305A模型,为实现完全焊透,采用4道焊[17]。焊接工艺模型如图1所示,焊接参数见表2。

表2 焊接参数
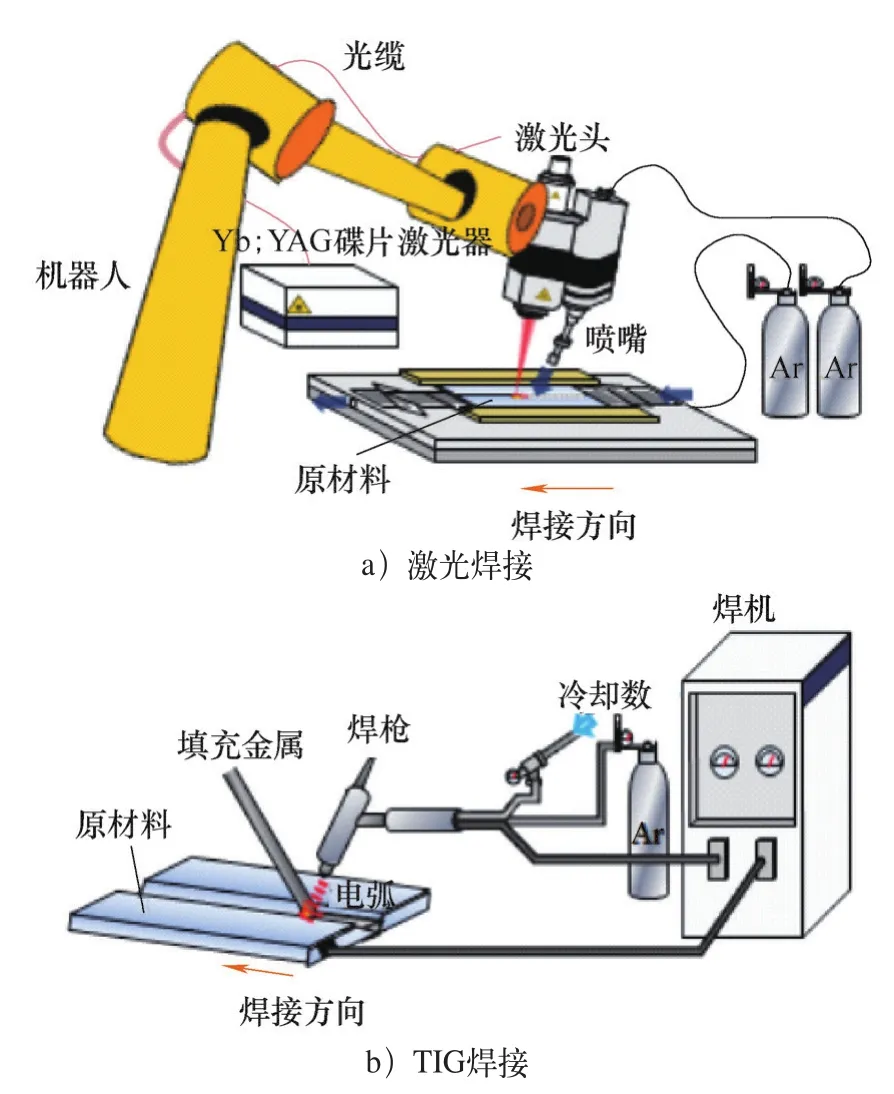
图1 焊接工艺模型
2.3 力学性能试验
焊缝的力学性能通过硬度、拉伸、弯曲和冲击试验进行评价。硬度采用崧泽MMT-X显微维氏硬度计,沿焊缝宽度方向进行测定。压入载荷为0.2kg(1.96N),压入时间为10s,测定时考虑到压痕的大小,在表面600μm以下进行测定。
拉伸和弯曲试验试样分别按照ASME第九卷QW-462.1(a)和QW-462.3(a)制作[17]。拉伸试验以10mm/min的速率进行。弯曲试样对焊缝的正面和背面进行了180°弯曲。拉伸和弯曲试验采用岛津UHF100KNX拉伸试验机。
冲击试样按照ASME第二卷A篇 SA370的夏比V型缺口A制作[17]。缺口在母材、熔合区、HAZ中分别加工,冲击试验在室温下进行,图2所示为试样。
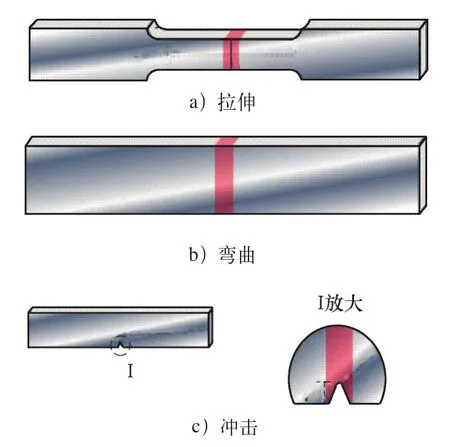
图2 力学试验的试样模型
3 结果与讨论
3.1 焊缝的形状
激光焊和TIG焊选取了形成优质接头的条件。图3所示为接头的外观和横截面。激光焊在接头的正面和背面没有出现母材区域的变色,在横截面中可观察到较大宽深比的焊透。
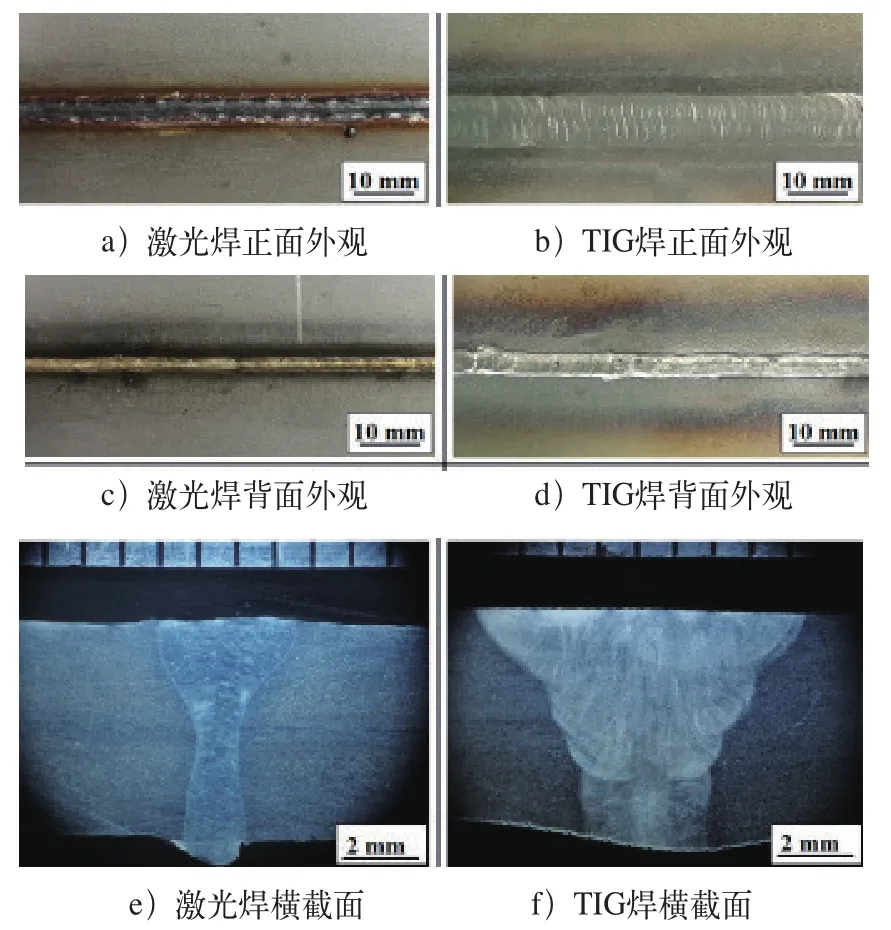
图3 焊件的外观和横截面
由于激光束的能量密度非常高,熔敷金属在蒸发的同时也因锁孔机制发生了渗透[10]。而TIG焊接在焊缝的正面及背面焊道约10mm以内的母材区域出现变色,可见发生了大量的热传导。观察到TIG焊缝的截面是宽深比相对较大的半球形焊透。电弧的能量密度相对较低,据判断是由于传导机制而发生了焊透。
3.2 焊缝的显微组织
图4a、图4b所示分别表示激光和TIG焊接接头的显微组织,激光焊的接头可以确认热影响区很少出现。
图4c所示为激光焊接的熔合区附近母材的显微组织,表明焊接过程中母材组织没有发生变化,而TIG焊接在熔合区附近的母材中出现了显微组织的变化。
图4d所示为TIG焊接的熔合区附近母材的显微组织,与图4c相比,可以确定晶粒粗大化,这是由于TIG焊接的热输入量高和导热所致。
304L不锈钢以铁素体-奥氏体模式凝固,初晶形成δ-铁素体。304L不锈钢在缓冷时发生δ→ γ的相变,具有γ相组织,但急冷时,无法完全发生相变,导致δ相残留,从而具有γ+δ相组织。
图4e、图4f所示为激光和TIG焊接的熔合区显微组织,分别由γ-奥氏体和Skeletal及Lacyδ-铁素体组成。图4f出现了相对较多的δ-铁素体。通常来说,凝固时δ-铁素体的生成量随冷却速率和Creq/Nieq升高而增加[18,19]。
TIG焊接的热输入量相对较高,冷却速率较慢,因此在图4f中,δ-铁素体的生成量被认为是因为填充材料导致Creq/Nieq增加所致,两种焊接工艺的熔合区由于冷却速率快,表现出比母材更细微的晶粒。不过,图4f已经证实出现部分粗大化晶粒,这是由TIG焊接的多焊道造成的。
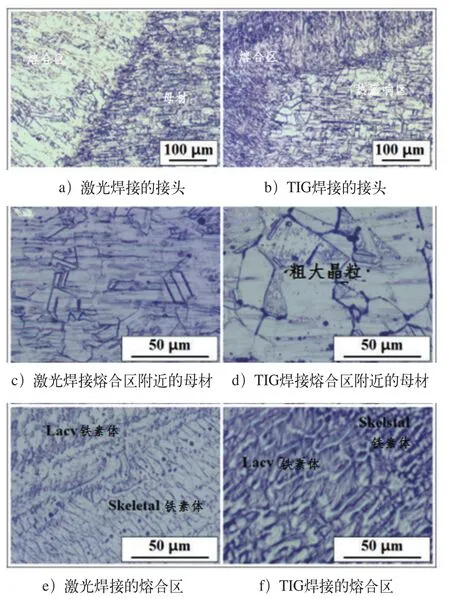
图4 对接接头的显微组织
3.3 焊缝的硬度分布
图5a所示为激光和TIG焊接焊缝水平方向的硬度分布。两种焊接都观察到熔合区上显著的硬度变化。在激光焊接的熔合区中,出现了250~300HV的硬度分布,高于母材的233HV。试验中使用的材料是低碳钢材料,因此碳引起的硬度变化被认为是微小的,而硬度上升是因为快速冷却速率引起的晶粒细化。母材和熔合区几乎没有出现硬度变化,这意味着几乎没有出现热影响区。在TIG焊接的熔合区中,硬度分布为220~257HV。与母材的硬度值相比,硬化和软化同时出现。
在焊道作用下,多数热履历在熔合区内生成了局部软化区域。图5b所示为焊缝在垂直方向的硬度分布。两种焊接工艺均在表面附近呈现出相对高的硬度值。这是因为表面部位冷却相对较快。TIG焊接垂直方向与水平方向一样也出现软化区域。

图5 对接焊的维氏硬度分布
3.4 焊缝的拉伸性能
为测定焊缝的强度,进行了拉伸试验。表3和图6所示为拉伸试验的结果和断口的形状。激光焊接时焊缝的抗拉强度略高于母材,且断口位于母材。在图4e中,由于快速冷却速率而出现细微的熔合区晶粒,由此使得强度上升。伸长率略低于母材,这主要受到了熔合区内硬化组织的影响。TIG焊接焊缝的抗拉强度和伸长率均低于母材,并位于熔合区。热影响区内粗大晶粒和熔合区内部分存在的粗大晶粒就是强度和伸长率下降的主要原因。熔合区粗大晶粒发挥了应力集中区的作用,从而出现裂纹。TIG焊接断口呈现出撕裂岭。扫描电镜观察TIG焊缝的断口(见图7),表现出具有细微韧窝的延性断口。
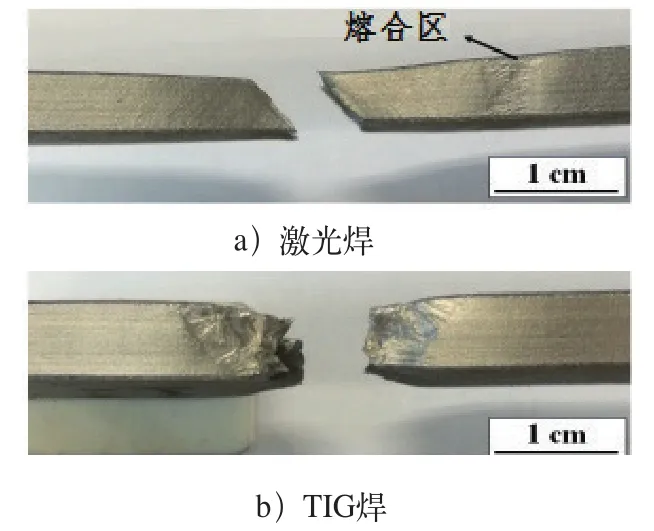
图6 横向侧向拉伸试验照片
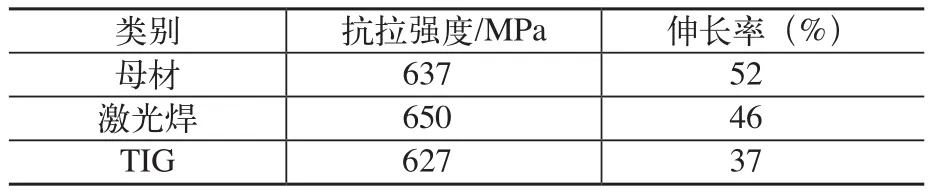
表3 母材和焊接接头的拉伸性能

图7 拉伸试验后TIG焊接试样的SEM断口分析
3.5 焊缝的弯曲性能
为评价焊缝的弯曲性能,在焊缝的正面和背面进行180°弯曲后,对弯曲部位表面有无裂纹产生进行了考察。图8所示为试样的弯曲部位。两个焊缝区都未出现ASME第九卷提及的、超过3.2mm的不连续部位。不过,激光焊缝的正面和背面出现了1mm以下的裂纹,这是因为焊道较窄,由硬度较高的组织组成,因而出现较大的应力集中。
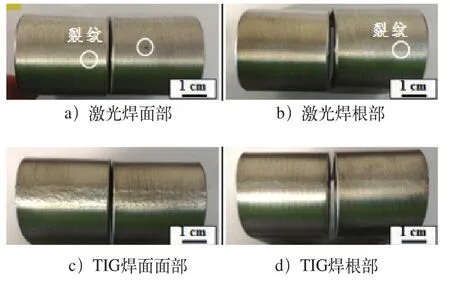
图8 横向侧弯试验照片
3.6 焊缝的冲击性能
考虑到焊缝的厚度,制作了3.3mm的小尺寸试样,在室温下进行夏比V型缺口冲击试验。根据试样缺口的加工方向,试样分别命名为BM、L-F(Laser-FZ)、L-H(Laser-HAZ)、T-F(TIGFZ)和T-H(TIG-HAZ)。图9所示为室温冲击试验的冲击吸收能量,可见冲击吸收能量散布因缺口加工位置而略有不同。在材料的力学性能上,为了提高评价精度,采用概率统计方法,冲击吸收能量代表统计变动值,而不是确定值。采用双参数和威布尔分布进行参数估计。威布尔分布中表达式为
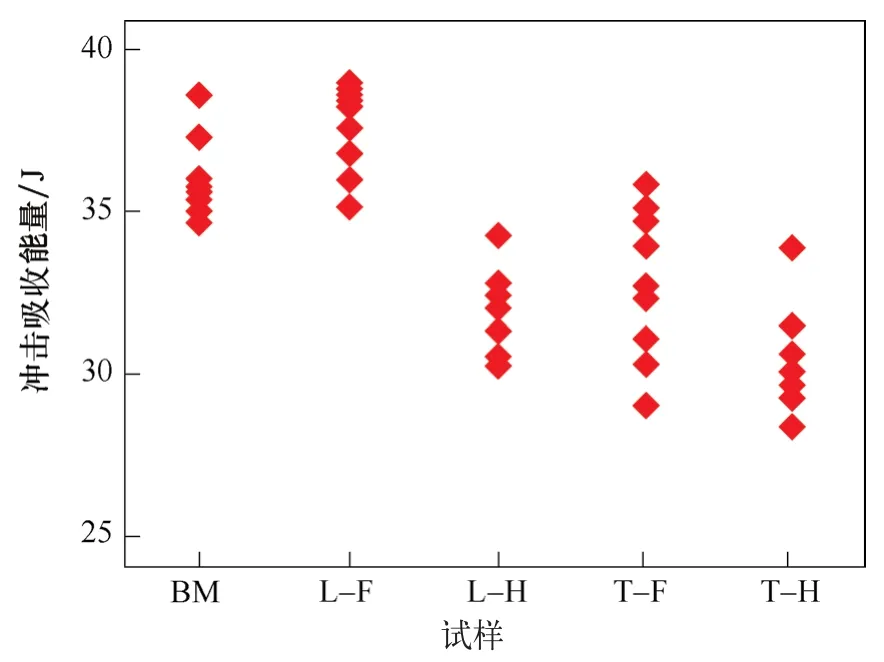
图9 室温下冲击吸收能量与缺口位置的关系

其中,α和β分别指形状参数和尺度参数[20]。
图10所示为不同缺口加工位置的冲击吸收能量,并以威布尔概率值表示。在概率值上,冲击吸收能量可用直线表示,因此完全符合威布尔概率分布。威布尔分布中估计的形状参数和尺度参数,以及算术统计得出的标准偏差、平均值和波动系数见表4。由表4可看出,激光和TIG焊接的熔合区和热影响区的几何参数都低于BM的形状参数(40.9),分散程度大于BM。值得一提的是,T-F和T-H的形状参数分别为16.9和22.7,分散程度严重。
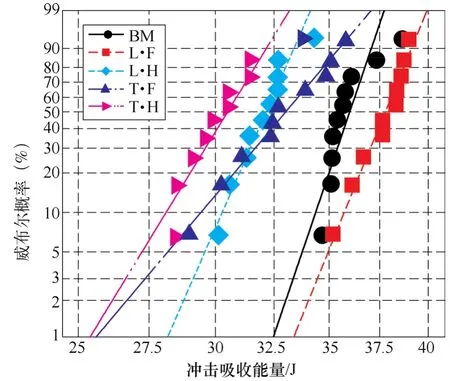
图10 室温冲击吸收能量与缺口位置相关的威布尔概率分布
表4 室温冲击吸收能量的威布尔参数估计
尺度参数表示63.2%的特征寿命。对于尺度参数,激光焊接在L-F中出现高于BM的值,而在L-H中则显示较低的值。激光焊接熔合区的冲击吸收能量提高,主要归因于快速冷却使得晶粒细化,加之凝固过程中生成的δ-铁素体引起晶界复杂化。激光焊接的热影响区在很窄的范围内生成,从而使得缺口贯穿相界加工而成。相界作为应力集中区,使得L-H具有较低的冲击韧度。TIG焊接时,T-F和T-H都出现了低于BM的尺度参数。TIG焊接的熔合区具有比BM更细微的组织,但还包括由多重焊道产生的粗大晶粒。粗大晶粒发挥了应力集中作用,在T-F中表现低冲击吸收能量。TIG焊接热影响区冲击吸收能量降低归因于热输入量过大导致晶粒粗大化。如果考虑冲击吸收能量,激光焊接比TIG焊接更为有利。
为了考察断口形貌,利用扫描电镜观察了冲击断口。图11a所示为在BM上加工缺口的试样的冲击断口,在断裂部位的中心出现了包含韧窝的延性断口。图11b、图11c分别表示在激光和TIG焊接的熔合区上引入缺口的试样的冲击断裂部位。两个断口相比图11a更为细微,呈现出密集形状的韧窝,这是因为晶粒细化,具有韧性相对较高的基体组织。在图11c中,发现了相对偏深、密集度较低的区域,这是因为TIG焊接的熔合区内存在延性相对不足的粗大化组织。
图11d、图11e分别表示将缺口引入激光和TIG焊接热影响区的试样断口。两种断口都在断裂部位的边缘出现了典型的剪切唇,并表现出具有细小韧窝的延性断口。与之相反,在断裂部位的中心,呈现出与BM相似的断口,延性相比边缘有相对下降的趋势。
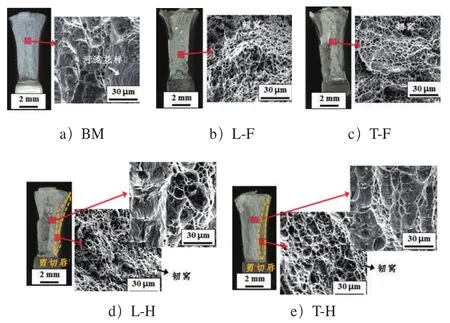
图11 夏比冲击试验后试样的宏观和扫描电镜断口分析
4 结束语
1)激光焊接因锁孔机制出现焊透,TIG焊接因传导机制出现焊透。
2)激光和TIG焊接的熔合区出现急冷组织,与TIG不同,激光焊接几乎没有出现热影响区。
3)激光和TIG焊接的熔合区硬度值高于母材。TIG焊接时,存在硬度低于母材的区域。
4)激光焊接时焊缝的抗拉强度和伸长率与母材几乎相似,但TIG焊接时焊缝则低于母材。
5)弯曲试验时,激光焊接的焊缝出现1mm以下的小裂纹。
6)对冲击吸收能量的威布尔分析结果显示,BM出现最小的散布。激光焊接的熔合区在特征寿命方面具有最佳值。
7)在弯曲试验中,激光焊接的焊缝出现裂纹,但在ASME第九卷中提及的3.2mm的允许值以内。除了弯曲性能以外,在拉伸和冲击性能方面,激光焊接均优于TIG焊接。
