阀门堆焊焊接工艺评定的差异及思考
2021-11-25刘莹
刘莹
河南省锅炉压力容器安全检测研究院洛阳分院 河南洛阳 471000
1 序言
在石油、化工、冶金和能源工业中,阀门是得到广泛应用的流体控制设备之一。作为管道系统的重要组成部分,阀门的规格和种类很多,作用也不同。阀门的制造工艺将直接影响到管道设备的安全运行,阀门密封面堆焊在整个制造过程中是关键工序之一。阀门密封面堆焊就是在阀门密封位置基体材料上焊接一定厚度的金属材料,以满足阀门的使用性能,如耐磨性和耐蚀性,因此阀门制造的堆焊分为耐蚀堆焊和耐磨堆焊。堆焊需要编制焊接工艺文件,而焊接工艺文件最重要的就是焊接工艺规程(以下简称WPS),WPS的编制由焊接工艺评定报告(以下简称PQR)支撑。
目前,我国关于压力管道与元件制造有关的焊接工艺评定标准、规范比较多,主要有NB/T 47014—2011《承压设备焊接工艺评定》[1]、GB 50236—2011《现场设备工业管道焊接工程施工及验收规范》[2]、GB 50369—2014《油气长输管道工程施工及验收规范》[3]、SY/T 0452—2012《石油天然气金属管道焊接工艺评定》[4],SY/T 4103—2006《钢质管道焊接及验收》[5]、GB/T 31032—2014《钢质管道焊接及验收》[6]、DL/T 868—2014《焊接工艺评定规程》[7]和GB/T 22652—2019《阀门密封面堆焊工艺评定》。国内外针对阀门密封面堆焊采用的工艺评定标准大致有欧盟的EN 15614-7—2016、美国的ASME IX以及我国的NB/T 47014—2011和GB/T 22652—2019。本文基于实施堆焊的目的,主要从试样的准备、检验检测的要求和评定的覆盖范围几个方面分析国内NB/T 47014—2011和GB/T 22652—2019之间的一些差异,为阀门企业同行掌握理解相应标准,顺利实现堆焊工艺评定、成功完成合同订单提供帮助。
2 堆焊工艺评定的目的和一般要求
NB/T 47014—2011和GB/T 22652—2019在一般要求中都明确了工艺评定的一般过程,工艺评定的目的是验证施焊单位拟订的焊接工艺是否正确,评价是否焊出符合有关要求的堆焊层,但对于工艺评定的焊工,两个标准要求有所不同,见表1,标准都强调了使用本单位的熟练焊工,而GB/T 22652—2019明确了使用本单位设备完成。另外,GB/T 22652—2019包括耐蚀堆焊和耐磨堆焊,而NB/T 47014—2011只有耐蚀堆焊。
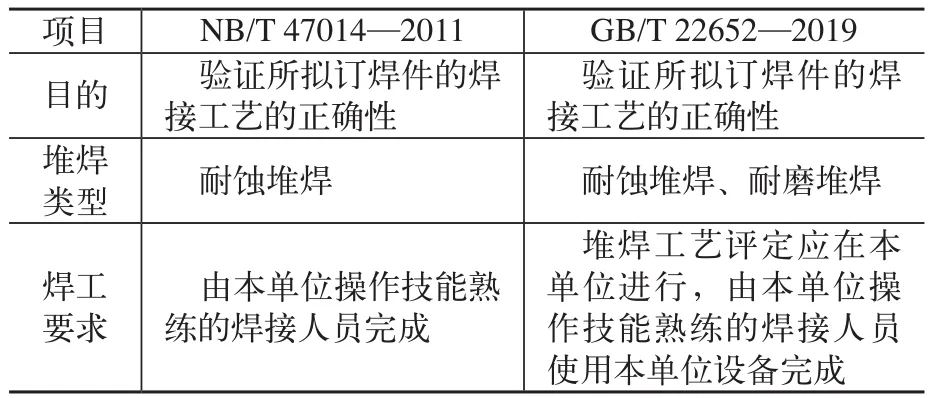
表1 NB/T 47014—2011和GB/T 22652—2019总要求比较
3 工艺评定覆盖范围的区别
焊接工艺评定的覆盖范围与焊接的基本变素密切相关,基本变素是焊接方法的主要参数。如果其变化超过一定的限值,就必须制定一项新的焊接工艺。在NB/T 47014—2011和GB/T 22652—2019的体系中都确定了一些基本变素,这些基本变素包括焊接方法、堆焊层厚度、母材种类及厚度、填充金属、焊接位置、热处理、焊接工艺措施等,它们必须写入焊接工艺规程(WPS)中,并注明每一变量的范围。试验条件记录于另一份文件——工艺评定报告(PQR)。一份PQR可能对应着一系列的WPS文件,或反之。但在GB/T 22652—2019中规定了焊条、合金粉末或焊丝要求应符合GB/T 984—2001、JB/T 4744—2006和NB/T 47044—2014,与NB/T 47014—2011不同。
(1)焊接方法 阀门密封面堆焊方法包括等离子弧堆焊、氧燃料气堆焊、焊条电弧堆焊、钨极气体保护堆焊、熔化极气体保护堆焊和埋弧堆焊等,NB/T 47014—2011包括电渣焊堆焊,无论任何工艺评定标准焊接方法都是重要变素,焊接方法改变时要重新做工艺评定。
(2)填充金属 在堆焊焊接工艺评定标准中,NB/T 47014—2011和GB/T 22652—2019中关于所有的焊接方法共列出了变更焊剂型号、送粉速率和填充金属体积改变等12个因素,但在NB/T 47014—2011中焊接材料没有分类,焊条标准型号发生变化要重新评定,GB/T 22652—2019对焊接材料进行分类,变更焊条类别号要重新评定。
(3)基体材料 对基体材料分类和分组的目的是减少焊接工艺评定的数量,为此将化学成分、力学性能及焊接性能接近的钢材归纳在同一类中,而对具有冲击韧度要求的铁基金属母材,在类别号下再指定组号。这种分组是根据母材的特性,例如成分、焊接性、可钎接性和力学性能等类比来进行。这种分组并不意味着对于评定试验中所采用某一母材可以不加区别地用别的一些母材来代替,而不从冶金性能、焊后热处理、设计、力学性能和使用要求等观点来考虑其适配性。NB/T 47014—2011对材料进行了分类、分组,规定改变基层材料的类别号需要重新进行焊接工艺评定, GB/T 22652—2019也根据基体材料的化学成分、力学性能和堆焊性能对基体材料进行分类、分组,规定基体材料的类别号要重新评定,并对组别号的评定规则也进行了规定。
基体材料的厚度都是重要因素,NB/T 47014—2011和GB/T 22652—2019中关于基体材料厚度的覆盖范围相同。
(4)焊缝试件 焊缝试件形式可以分为板状与管状两种,NB/T 47014—2011和GB/T 22652—2019两种形式都可以,见表2。两个标准对试样的准备要求基本一致,只是表述方式稍有不同,NB/T 47014—2011更详细一些。

表2 试样的准备
(5)焊接位置 焊接位置也是焊接工艺评定因素,立焊虽然电流减小,但焊接速度也降低很多,焊接热输入大幅增加。NB/T 47014—2011和GB/T 22652—2019中,对于堆焊工艺评定的规定是一致的,标准都规定除横焊、立焊或仰焊位置的评定适用于平焊位置外,还可改变评定合格的焊接位置。NB/T 47014—2011针对管状试件5G和6G的评定进行了说明,5G评定合格堆焊工艺适用于平焊、立焊和仰焊,6G评定合格堆焊工艺适用于所有焊接位置。
(6)预热和焊后热处理 焊后能改变焊接接头的组织、性能或残余应力的热过程称焊后热处理。按NB/T 47014—2011规定,热处理类别分为:不进行;低于下转变温度;高于上转变温度;先在高于上转变温度、再在低于下转变温度和在上下转变温度之间等。
NB/T 47014—2011规定预热温度比评定值降低50℃以上,最高层间温度比评定记录值高时,需重新评定焊接工艺;改变焊后热处理类别,或在焊后热处理温度下的总时间增加超过评定值的25%时,需重新评定焊接工艺。
GB/T 2265—2019中将热处理类别分为两类:不进行和低于下转变温度。GB/T 2265—2019规定预热温度比评定值降低50℃以上、最高层间温度比评定记录值高250℃以上时,需重新评定焊接工艺;改变焊后热处理类别,或在焊后热处理温度下的总时间增加超过评定值的25%时,需重新评定焊接工艺。GB/T 2265—2019对焊后热处理要求进行规定,并对低于下转变温度热处理的保温时间提出了要求。
(7)保护气体 在NB/T 47014—2011和GB/T22652—2019中对于等离子弧堆焊和气体保护焊堆焊规定,当变更保护气体种类、流量,变更混合保护气体配比,以及取消保护气体时,都需要重新评定。
(8)焊接电特性和焊接工艺措施 两个标准中焊接的电特性要素相同,主要包括变更电流的种类或极性,堆焊首层时,热输入量或单位长度焊道内熔敷金属的体积增加超过评定值的10%,对于等离子弧焊还有电流改变10%、电压改变10%、功率改变10%,以及对于焊条电弧焊电流增加10%等要素的变化时,均需重新评定。
两个标准中焊接的工艺措施要素相同,主要包括多层堆焊变更为单层堆焊、取消焊接熔池磁场控制、变更同一熔池的电极数量、增加或取消电极摆动,对于等离子弧焊还有摆动改变10%、电弧类型改变和电弧喷嘴直径改变等8个要素的变化,均需重新评定。
4 焊接工艺评定试验
试验的目的是用来评估焊接工艺的影响、母材和填充金属的相容性。堆焊工艺评定中使用的常规的试验有:外观检查、渗透检测、硬度检测、化学成分分析及弯曲试验等。焊接工艺评定试验项目和方法原则上应完全按照焊接工艺评定标准,不得任意增减试验项目,也不得任意改变试验方法,否则就失去了焊接工艺评定的合法性和合理性,NB/T 47014—2011和GB/T 22652—2019规定的评定试验方法和评定的合格判据区别见表3。从检测的要求看,两个标准的要求有所不同。在实际应用中,各标准相应的试验方法和工艺都有一定细微的差异,这里不展开论述。

表3 评定试验方法和评定的合格判据区别
5 结束语
压力管道的焊接工艺评定标准执行NB/T 47014—2011《承压设备焊接工艺评定》,而压力管道阀门却执行专用的GB/T 22652—2019《阀门密封面堆焊工艺评定》,二者主要不同体现在如下几个方面。
1)NB/T 47014—2011《承压设备焊接工艺评定》中堆焊工艺评定明确的是耐蚀堆焊,GB/T 22652—2019《阀门密封面堆焊工艺评定》明确堆焊是耐磨、耐蚀和冲蚀,或者都有,因此采用哪个工艺评定标准应根据设计文件来定。
2)两个标准适用的焊接方法基本相同,NB/T 47014—2011有电渣焊焊接方法,但焊接方法的覆盖规则基本一致,但对厚度覆盖、位置覆盖和重要变素的规定略有不同
3)两个标准在工艺评定的试样、检验检测类型和取样位置规定上略有不同,NB/T 47014—2011中描述的取样规定比较详细,检验主要包括渗透检测、化学成分分析和弯曲试验等,但GB/T 22652—2019中描述的试样取样规定比较简单,检验主要包括外观检查、渗透检测、硬度检测和化学成分分析等,建议应根据堆焊的目的来决定检验要求。
