不同胶粉对RNR/NR/BR/SBR轮胎垫带材料性能的影响
2021-11-24雷惠举韩佳赤
冯 宇,雷惠举,韩佳赤,徐 聪,郎 钺,赵 光,计 强,王 重*
(1.沈阳化工大学 材料科学与工程学院,辽宁 沈阳 110142;2.朝阳华兴万达轮胎有限公司,辽宁 朝阳 122100)
进入21世纪以来,随着国内机动车数量及行驶里程的不断增大,废旧轮胎的数量也会不断的增大。据不完全统计,“十三五”期间我国轮胎翻新量约为3 100万标准折算条,废轮胎规范处理量约为3 100万t(约占总量的55%)[1]。我国废旧轮胎利用方式中,再生橡胶占71.3%,轮胎翻新占11.8%,胶粉生产占7.5%,其他形式占9.38%[2]。其中,再生橡胶(RNR)生产工艺复杂,能耗大,存在污染环境等问题;轮胎翻新技术要求高,认可度低;热能利用和热裂解过程会产生废气、废渣及有害物质[3]。相比之下,胶粉生产不但工艺简单、能耗低、回收率较高,而且胶粉使用范围广、经济价值高,因此生产胶粉是目前最有前途的轮胎回收再利用方式[4]。
垫带是轮胎在使用过程中的辅助部件,保护内胎和外胎不受轮辋的磨损,其质量以及性能要求必须达到行业标准[5]。而在满足质量要求的前提下,其生产成本越低越好,因此本文通过引入常温粉碎[6]制备的胶粉,以达到降低胶料成本的目的。巩雨注等[7]介绍了现阶段制备胶粉的几种不同工艺。郭怀庆等[8]通过研究不同工艺制备的胶粉对丁苯橡胶(SBR)性能的影响,得知胶粉表面粗糙程度、以及比表面积对SBR硫化胶性能的影响。王凯凯等[9]通过分析不同粒径胶粉的成分以及其在胎面胶的应用,得知不同胶粉的各成分含量差别较小,并且胶粉粒径越小,对硫化胶的物理机械性能影响越小。本文对粒径为550 μm普通胶粉、250 μm普通胶粉、550 μm胎面胶粉、250 μm胎面胶粉进行热失重分析以及在胎面RNR/NR/BR/SBR载重轮胎垫带材料中应用性能进行研究,期望能为胶粉在垫带更加成熟地使用提供参考。
1 实验部分
1.1 原料
天然橡胶(NR):牌号SCR 5,海南天然橡胶产业集团股份有限公司;顺丁橡胶(BR):牌号BR 9000,中国石化齐鲁石化分公司:SBR:牌号SBR 1500,中国石化上海石化分公司;胎面RNR、胶粉:华兴万达轮胎有限公司;炭黑:通化双龙化工股份有限公司;氧化锌、硬脂酸、防老剂、硫磺、促进剂、芳烃油等均为市售工业级产品。
1.2 仪器及设备
X(S)K-160型双辊开放式炼胶机:上海双翼橡塑机械有限公司;XLB-DQ400×400×2E型平板硫化机:青岛环球机械股份有限公司;GT-M2000-A型橡胶无转子硫化仪:台湾高铁科技股份有限公司;XHS型邵尔硬度计:营口市材料试验机厂;RG D-5型电子拉力试验机:深圳市瑞格尔仪器有限公司;GT-7017-M型热空气老化试验箱:台湾高铁科技股份有限公司;UM-2050型门尼黏度实验机:优肯科技股份有限公司;RPA8000型橡胶加工分析仪:高铁检测仪有限公司;TGA-Q50型热失重分析仪:美国TA仪器公司。
1.3 实验配方
基本配方(质量份)为:NR 10,BR 10,SBR 10,胎面RNR 70,氧化锌2,硬脂酸 1,防老剂0.6,炭黑7,芳烃油1,硫化剂及促进剂 2.3,胶粉10。胶粉种类为变量,分别为不添加胶粉、添加粒径为550 μm普通胶粉、250 μm普通胶粉、550 μm胎面胶粉、250 μm胎面胶粉,配方编号分别为1#、2#、3#、4#、5#。
1.4 试样制备
先将NR、BR、SBR、RNR在开炼机上分别塑炼充分后混匀,然后依次加入胶粉、氧化锌、硬脂酸、防老剂、炭黑、芳烃油、硫磺、促进剂。待胶料混匀后薄通打三角包6~8次后压片。停放后用橡胶无转子硫化仪测定正硫化时间(t90)。然后在平板硫化机上硫化,硫化温度为155 ℃,硫化时间为t90。
1.5 性能测试
硫化特性按照GB/T 9869—2014进行测试;力学性能按照GB/T 528—2009进行测试;邵尔A硬度按照GB/T 531.1—2008进行测试;门尼黏度按照GB/T 1232.1—2016进行测试;热空气老化性能按照GB/T 3512—2014进行测试,老化温度为70 ℃,老化时间为24 h;热失重分析按照GB/T 27761—2011进行测试,升温速率为10 ℃/min,升温区间为20~800 ℃;橡胶加工性能表征:测试频率为1 Hz,应变扫描温度为60 ℃,应变为0.1%~200%。
2 结果与讨论
2.1 热失重分析
普通胶粉是由废旧轮胎的橡胶部分经粉碎后制得,胎面胶粉是由载重子午线轮胎胎面部分经粉碎制得,通过对胶粉热失重分析,可以得知不同胶粉的各种组成成分以及含胶率,四种胶粉的热失重曲线如图1所示。

温度/℃(a) 550 μm普通胶粉

温度/℃(b) 250 μm普通胶粉

温度/℃(c) 550 μm胎面胶粉
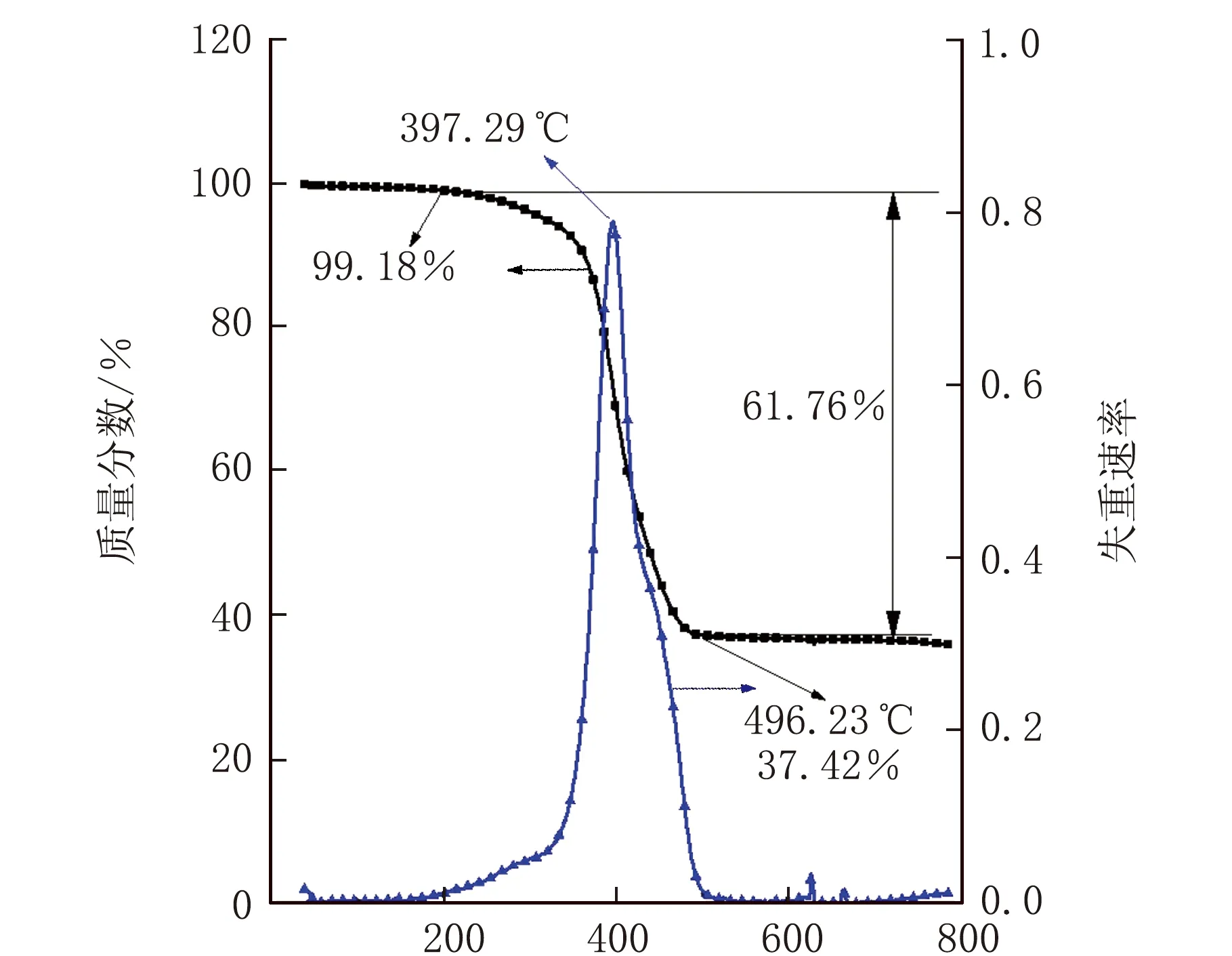
温度/℃(d) 250 μm胎面胶粉图1 不同胶粉热失重曲线
由图1(a)可以看出,粒径为550 μm普通胶粉在200 ℃之前分解缓慢,主要是小分子组分(如增塑剂等)发生挥发,其含量较少,剩余质量分数为99.31%。200 ℃时分解速率开始加快,胶粉中的橡胶组分开始分解并加速,此时主要是橡胶主链中的不饱和键发生分解,在397.12 ℃出现最大分解速率,产物为更小分子的有机物。直至493.96 ℃时分解速率降至最低,对应剩余质量分数为37.61%,此时胶粉中的橡胶组分分解完毕。在氮气气氛下,剩余组分应为炭黑和其他无机填料[10]。由于在200~500 ℃胶粉中的一些其他组分(如树脂等)也会发生裂解,但其所占比例不高,因此可推断普通胶粉的含胶率最多为61.7%。
由图1(b)~图1(d)可以看出,添加粒径为250 μm普通胶粉的含胶率最多为62.12%;550 μm胎面胶粉的含胶率最多为60.68%,550 μm胎面胶粉的含胶率最多为61.76%。
由图1和上述分析可以看出,不同种类的胶粉的含胶率相差细微。
2.2 硫化特性
不同胶粉对RNR/NR/BR/SBR轮胎垫带材料硫化性能焦烧时间(t10)、t90、最小转矩(ML)、最大转矩(MH)以及转矩差(MH-ML)的影响如表1所示。
由表1可知,共混胶的ML在加入胶粉后有所提高,这是由于胶粉是轮胎在常温下粉碎制备而成,胶粉内部的交联网状结构没有被破坏,其本身强度要高于未硫化的共混胶体系,胶粉的引入会降低共混胶的流动性,同时胶粉粒径较小,比表面积较大,表面有很多裸露的硬质炭黑,有剩余化合价,可以吸附分散在再生胶中的天然胶,以此形成结点,甚至在混炼时可以形成化学键,因此共混胶可以形成一定的网状结构,导致NR的大分子链运动受限[11],共混胶ML变高;NR/BR/SBR这些生胶因没有经过硫化、使用、脱硫等过程,其分子链的活性更强,可更好地与胶粉表面的补强因子发生反应。因此在引入胶粉后,共混胶的MH增大。同时由表1可知,胶粉种类以及粒径对t10、t90基本无影响。

表1 胶粉种类对硫化性能的影响
MH-ML可以在一定程度上反应共混胶的交联程度[12],由图2可知,胶粉粒径越小,交联程度越大,同粒径的胶粉,胎面胶粉的交联程度越大。这是因为胶粉表面所存在的断裂的橡胶分子链和断裂的硫键可在硫化过程中与共混胶中的橡胶分子链发生交联,胶粉粒径越小,比表面积越大,提供的交联点越多,使共混胶的交联反应更易发生,硫化胶中形成的交联键变多,交联密度增大。

编号图2 胶粉种类对MH-ML的影响
2.3 门尼黏度
不同胶粉对RNR/NR/BR/SBR轮胎垫带材料门尼黏度的影响如图3所示。

编号图3 胶粉种类对门尼黏度的影响
由图3可知,加入不同的胶粉,门尼黏度差异不大;随着胶粉的引入,共混胶的门尼黏度变大。这是由于胶粉经常温粉碎,比表面积大,表面裸露的硬质炭黑可以吸附天然胶,经混炼甚至形成化学键,形成网状结构,在一定程度上抑制共混胶橡胶分子链的运动能力,同时生胶的分子链更长,更易与胶粉表面发生缠结,因此在引入胶粉后,共混胶的门尼黏度变大。
2.4 力学性能
不同胶粉对RNR/NR/BR/SBR轮胎垫带材料各项物理机械性能的影响如表2所示。

表2 RNR/NR/BR/SBR并用胶的物理机械性能
由表2可看出,加入胶粉的共混胶的抗拉强度比未加胶粉的抗拉强度大,加入粒径250 μm胶粉的共混胶的抗拉强度大于加入粒径为550 μm胶粉的共混胶的抗拉强度。这是因为胶粉表面的橡胶存在双键和α氢,而且胶粉表面裸露的炭黑可提供活性基团和自由基,在硫化时可与共混胶中的橡胶分子链形成交联或吸附,形成一定量的补强网络[13]。胶粉的粒径越小,其比表面积越大,在相同质量时可提供的补强因子更多,生胶带来的更长的橡胶大分子链更易与其发生缠结,因此加入粒径为250 μm的胶粉的抗拉强度比加入粒径为550 μm的抗拉强度大。由于胎面胶胶粉是由载重子午线轮胎胎面经破碎后制得,橡胶成分是天然橡胶,本体强度通常在25 MPa以上,且有大量的硬质炭黑等补强剂,而普通胶粉的橡胶组分比较复杂,本体强度略低。因此胎面胶粉补强效果要比普通胶粉好,所以加入胎面胶粉的拉伸强度更大。
由表2可看出,加入胶粉的共混胶的断裂伸长率比未加胶粉的断裂伸长率大。加入粒径为250 μm胶粉的共混胶的断裂伸长率大于加入粒径为550 μm胶粉的共混胶的断裂伸长率。这是由于将胶料中加入胶粉后,生胶提供的更长的橡胶分子链更易被胶粉表面的支化结构吸附,留在胶粉周围形成强度较高的橡胶层,在受到外界作用时,大量的微裂纹会在胶粒与橡胶层之间产生,从而得到了类似于银纹剪切带的外硬内软结构,在裂纹生成的同时可消耗外力所施加的能量,提高了材料的韧性,因此提高了胶料的断裂伸长率。胶粉粒径大,比表面积小,能够形成的交联网状结构越少,强度越小,其断裂伸长率越低;同时粒径大的胶粉在橡胶中的分散性和结合力也较差,容易形成应力集中点,补强效果较差,因此加入粒径为550 μm胶粉的共混胶的断裂伸长率较小。
根据硬度公式可知,在其所用橡胶种类和份数都相同前提下,其他填料种类与用量相同,加入的胶粉对总体硬度的影响力不大,且加入胶粉的用量相同,所以各组的硬度差别不大。
2.5 加工性能
以胶粉种类为变量,在温度为60 ℃、频率为1 Hz的条件下测试,应变对RNR/NR/BR/SBR轮胎垫带材料的动态力学性能的影响,如图4所示。
由图4可知,随着应变增加,混炼胶的储模能量(G′)急剧下降,胶粉的引入会有利于模量的增加,在相同应变下,粒径为250 μm胎面胶粉的配方G′最高。随应变的增大,其G′而减小的现象为Payne效应。随着应变的增大破坏了填料网络,使得橡胶G′降低;另一方面,低应变时橡胶大分子充分地被吸附在胶粉和炭黑表面,会使得填料粒子表观的体积增大,胶料获得大的G′;而随着应变增大,被包容的橡胶由于填料聚集体的破裂而重新回到橡胶状态,参与形变,这会导致G′降低[14-15]。同时在未硫化时,胶粉对橡胶大分子链间的结合能力较弱,受应力影响较大,会加剧G′的下降。粒径为250 μm胎面胶粉橡胶成分与胎面再生胶相同,相容性相对较好,因此其G′也最高。在低应变下,胶粉的引入会使损耗因子(tanδ)降低,但随着应变的增大,tanδ会明显增大,这是由于应变小时橡胶分子链与炭黑之间存在氢键作用,同时会被胶粉表面的支化物缠结和吸附,分子间运动困难,tanδ较小;但随着应变增大,分子间距离增大,氢键作用力急剧衰减,链段运动加剧,tanδ随应变增大而迅速增大。

应变/%

应变/%图4 并用胶的应变扫描曲线
3 结 论
(1)添加粒径为550 μm普通胶粉、250 μm普通胶粉、550 μm胎面胶粉、250 μm胎面胶粉的含胶率相差细微。
(2)胶粉的引入会对胎面RNR/NR/BR/SBR共混胶进行补强。同种胶粉粒径越小,交联程度越高,补强效果越好;胶粉粒径相同时,胎面胶粉交联程度越高,补强效果更好。与未加入胶粉的垫带材料相比,加入胶粉的垫带材料的门尼黏度有所增加,加入的胶粉粒径越小,门尼黏度越低。当加入10份粒径为250 μm胎面胶粉时,补强效果最好,抗拉强度提高了30%,断裂伸长率提高了19%。
(3)引入胶粉可以改善胎面RNR/NR/BR/SBR共混胶的动态力学性能。同种胶粉粒径越小,G′越大;胶粉粒径相同时,胎面胶粉G′大。
