采煤机割煤时粉尘质量浓度检测技术研究
2021-11-19刘国庆
刘国庆
中煤科工集团重庆研究院有限公司 重庆 400037
粉尘危害是作业场所主要的危害之一,易引发尘肺病和粉尘爆炸性事故。对粉尘质量浓度的监测是判断防降尘措施效果、考察从业人员接尘情况的主要手段。在综采工作面,采煤机在割煤时会产生大量的粉尘,粉尘质量浓度有时会高达几千甚至上万毫克每立方米,而现有常用的粉尘质量传感器的量程基本在 1 000 mg/m3以内,采煤机割煤时的粉尘质量浓度远远超过现有粉尘浓度传感器的测量范围[1-2],使用现有的监测设备无法准确监测采煤机割煤时的粉尘质量浓度。笔者设计了一种基于光吸收法的粉尘质量浓度检测技术,可实现粉尘高质量浓度的精确检测。
1 光吸收法的基本原理
光吸收法检测原理如图 1 所示[3],入射光强为I0的光经过质量浓度为C、光程为L的介质,经介质对光吸收后,输出光强为I。
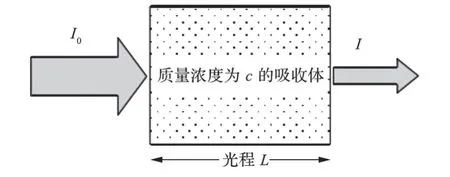
图1 光吸收法检测原理Fig.1 Detecting principle of light absorption method
在吸收光谱学中,一般用吸光度A来表征被测物质的吸收光强的程度。吸光度是指光线通过某一介质(液体或气体)前的入射光强度与该光线通过该介质后的透射光强度比值的对数。

式中:I0为入射光强度,cd;I为吸收光强度,cd;K为吸光系数,m2/mg;C为粉尘质量浓度,mg/m3;L为光程,m。
由式(1)可以看出,当检测系统中的光程和吸光度不变的情况下,吸光度与介质质量浓度成线性关系。因此当入射光波长不变时,只要测出粉尘的吸光度A,即可检测出粉尘的质量浓度;而当检测系统确定后,其入射光强度I0就是固定值,因此吸收光强度

2 硬件设计
2.1 光源
从光吸收粉尘检测理论分析可以看出,选定光源、确定结构及光电转换器件是研究采集信号与粉尘质量浓度对应关系的前提。目前煤矿井下发光源(主要为防爆日光管与矿灯)中含有较多 600~700 nm 波长的光,且含量很高。为消除可见光对粉尘质量浓度测量的影响,提高测量的精度,必须选择该波段范围以外波长的非可见光激光器作为发光光源。常用的非可见光主要包括红外光和紫外光线 2 种,而红外光激光器在制作周期、成本方面都优于紫外光激光器。因此选择 850 nm 波段的红外激光管作为发射光源。
2.2 光电传感器
光电传感器作为光源光强的接收终端,是将透射过含尘气流的光能转化为电信号,是光电系统的核心组成部分。光电传感器在光电系统中起着发现、测量信号,为 MCU 提供用于运算的数值信号,对整个传感器的设计至关重要[4]。目前市场上光电传感器的类型有硅光电池、光电倍增管、光照度传感器和弱光传感器。其中光电倍增管具有光强输入范围宽、灵敏度高和性能稳定的优点,因此选择光电倍增管作为光电转换器件。
2.3 光路结构设计
采掘面采煤机工作前后粉尘质量浓度变化相差很大。在粉尘质量浓度较低的情况下,若还是采用光吸收法来检测粉尘质量浓度,就会造成较大的测量误差,从而不符合设计要求。为此我们采用光吸收法与光散射法相结合的方式来设计传感器光路,如图 2 所示。当粉尘质量浓度较低时,采用散射式进行测量;当粉尘质量浓度超过散射式测量范围时,自动切换为光吸收法进行测量。
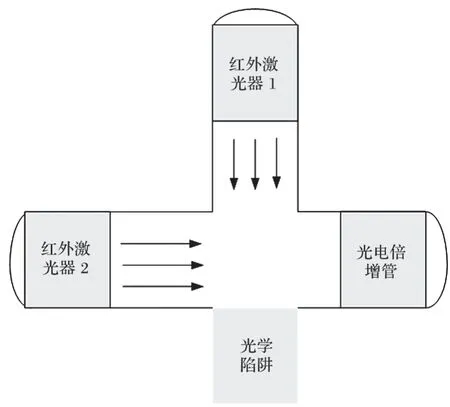
图2 光学结构示意Fig.2 Optical structural sketch
通过在光学结构中增加衰减片、带通滤光片、光学陷阱等方式,降低激光管反射光强度,从而减小反射光对光电倍增管输出信号的影响,有利于减少干扰,提高传感器的检测精度。
2.4 暗室结构设计
暗室结构如图 3 所示。将进尘口与出尘口设计为一体,暗室腔体内的气流运动并不剧烈,同时空间大小也限制了粉尘的运动。当粉尘运动在光电倍增管之路上运动一段距离后就会自动停止,通过实际的样机试验,把光电倍增管布置到距进气管一定距离后,几乎不再有粉尘沉积,减少了光学窗口的污染情况。
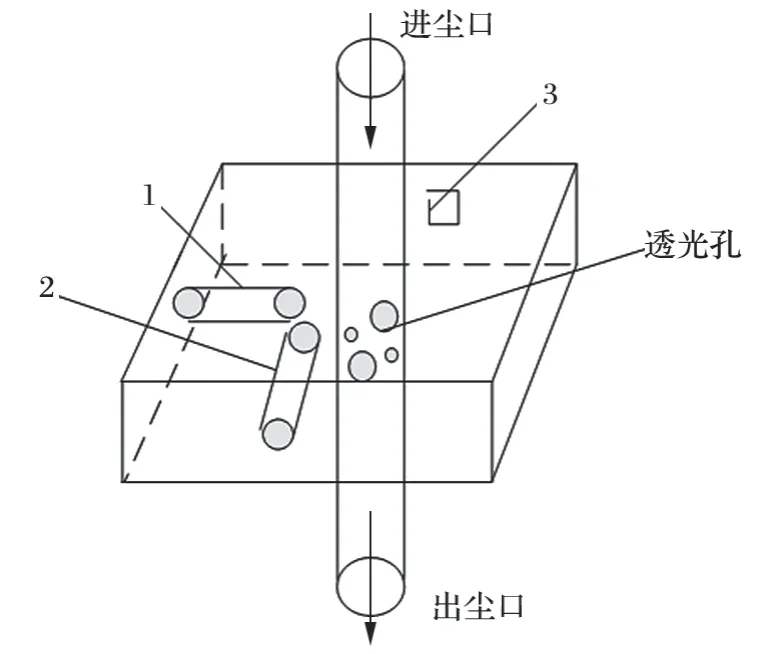
图3 暗室结构Fig.3 Structure of darkroom
为了避免粉尘在暗室中沉积,采用 Fluent 软件对设计的暗室结构进行流场仿真,如图 4 所示。
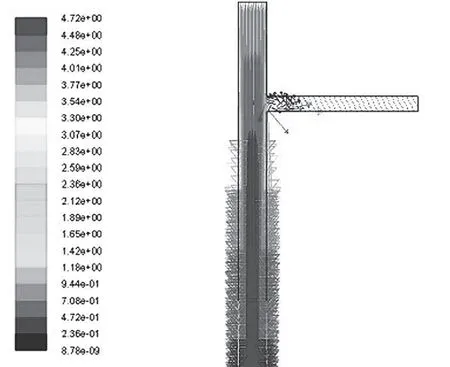
图4 暗室结构流场仿真Fig.4 Simulation on flow field of darkroom
由图 4 可以看出,由于进尘口与出尘口为一体,因此暗室腔体内的气流运动并不剧烈,同时空间也限制了粉尘的运动。当粉尘运动在光电倍增管之路上运动一段距离后,就会自动停止。把光电倍增管布置到距进气管>8 cm 处后,几乎不再有粉尘沉积,满足了实际需求。
3 软件设计
3.1 总体软件流程
总体软件流程如图 5 所示。系统开始运行时,首先对传感器的运行参数进行初始化,然后对粉尘进行采样,将采集的电压值通过 A/D 转换变为数字量后,进行数字滤波,最后对数字量进行处理,计算出粉尘质量浓度值并显示。在检测过程中,如果有地面监控中心下发命令,则先执行中断服务程序。
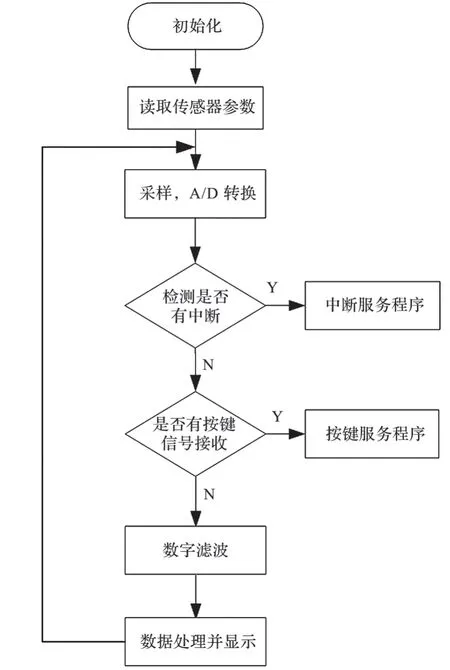
图5 总体软件流程Fig.5 Overall software flow
3.2 A/D 转换程序
A/D 转换是传感器的最重要的组成部分,A/D转换程序流程如图 6 所示。

图6 A/D 转换程序流程Fig.6 A/D conversion program flow
CS5532 带电后,首先进行一小段延时,以便芯片完成初始化过程,再按照数据手册发生数据完成复位过程,然后依次设置 A/D 芯片的 RS、VRS、CSR等寄存器,开始 A/D 转换工作,最终得到数字量[5]。
3 无线数据传输
3.1 硬件设计
无线数据传输硬件结构如图 7 所示。MCU 主控电路通过 RS485 与粉尘采集主机进行数据通信,下发读取命令和上传粉尘质量浓度数据,并根据本地功能设置,控制无线数传模块收发数据,传到下一级无线数传中继或接收主机。
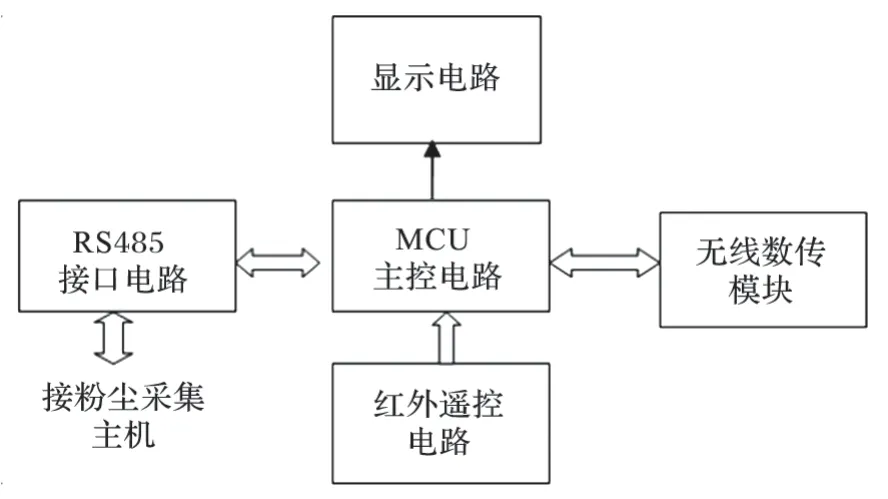
图7 无线数据传输硬件结构Fig.7 Hardware structure of wireless datatransmission system
3.2 软件设计
无线数传功能示意如图 8 所示。无线数传采用Mesh 组网结构[6],无线 Mesh 路由器以多跳互连的方式形成自组织网络,中继最大为 256 级(编码 0~255),由粉尘质量浓度传感器采集到的数据由数据采集主机,采用多跳互联的方式,通过任意无线数传,传输到接收主机,接受主机与分站通信或本地显示。
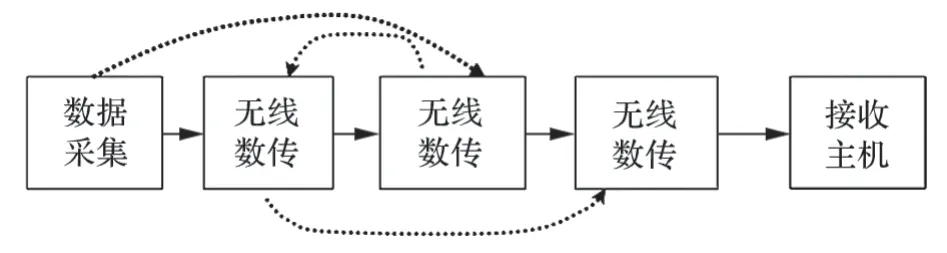
图8 无线数据传输软件结构Fig.8 Software structure of wireless data transmission system
4 标定试验
为确定光吸收法粉尘质量浓度与采集光电信号的对应关系,采用高质量浓度发尘器产生 1 500 mg/m3以上的粉尘环境,用粉尘采样器作为粉尘的标准仪器,将传感器与粉尘采样器放入粉尘环境中进行平行采样,并进行对比标定试验。光电信号的电压值通过AD 转换芯片 CS5532 转换成数字量后送入 MCU 进行采集,其试验数据如表 1 所列。
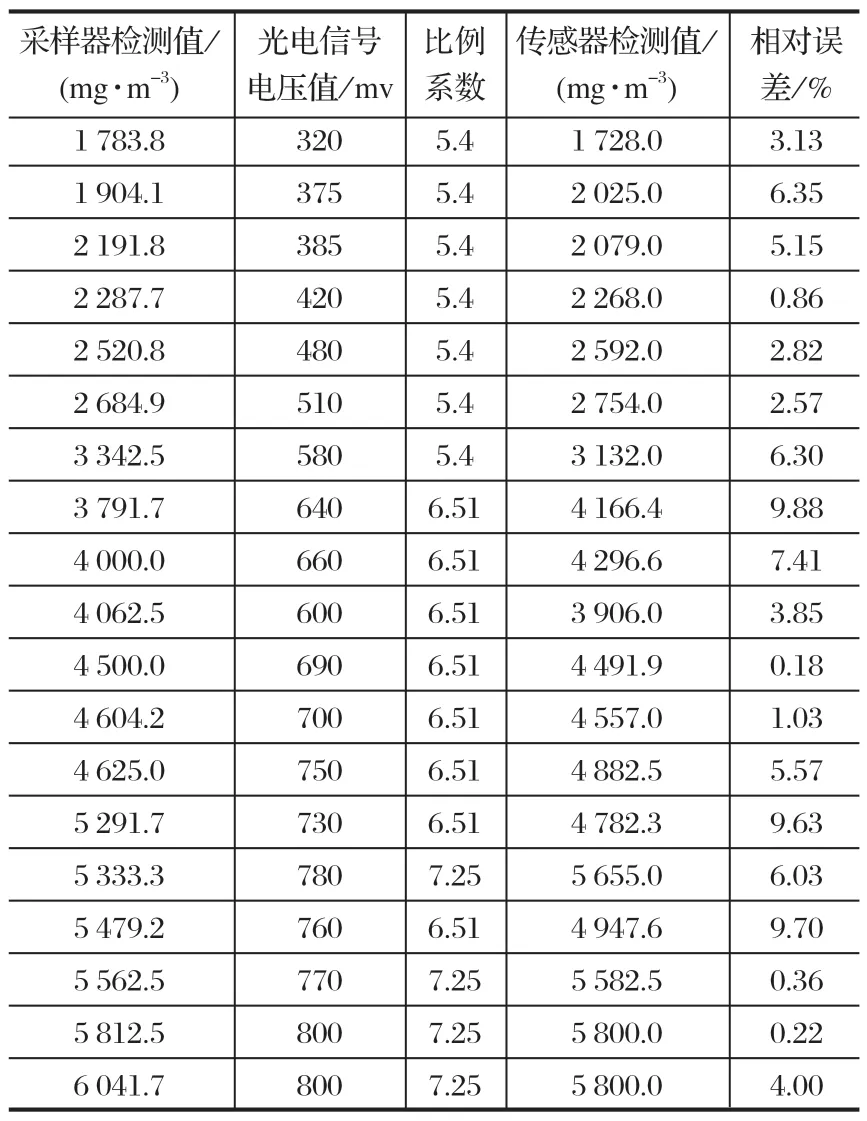
表1 光吸收法粉尘质量浓度检测试验Tab.1 Detecting test for mass concentration of dust with light absorption method
由表 1 可以看出,随着质量浓度的增加,光吸收信号与粉尘质量浓度的比例系数随之增加。质量浓度在 1 500~3 500 mg/m3范围内比例系数为 5.4,质量浓度在 3 500~5 300 mg/m3范围内比例系数为 6.51;质量浓度在 >5 300 mg/m3范围内比例系数为 7.25。经过三段拟合,测试误差不大于 10%,可以获得较好的检测结果。
5 结语
提出了基于光吸收法的高质量浓度(>1 000 m g/m3)的粉尘检测方法,根据光吸收法的基本原理,实现了粉尘高质量浓度的精确检测。通过无线Mesh 自组网形式,将检测的粉尘质量浓度数据传输至采集主机。通过标定试验证明,对不同粉尘质量浓度,采用相应的标定系数,可以使得检测误差均小于10%,实现了煤矿井下采煤机割煤时的粉尘质量浓度的精确测量,同时可以将粉尘质量浓度上传至地面监控中心,实现了对煤矿井下粉尘质量浓度的在线实时监测。
