连接盘类零件高精度加工提质增效问题的协同创新技术*
2021-11-18姜薇薇秦瑞军
刘 超 姜薇薇 秦瑞军
(内蒙古第一机械集团有限公司,内蒙古 包头 014030)
目前,国内机械行业零件大批量生产加工中,还是以单机单件、流水线加工方案为主,注重工序流程的整合,特殊材料刀具使用还不够广泛,在合理利用机床加工空间、最大化机床加工能力方面考虑还不够周全。该连接盘类零件,以适应大批量生产形势在多方面优化、创新的工艺技术案例值得推广和借鉴,具有一定的示范和推动作用。
1 连接盘类零件孔系的加工工艺现状
连接盘类零件孔系的加工需要配备多规格的刀具,加工中需要多次更换刀具,需采用相应刀具进行钻孔、扩孔、铰孔、划沉孔、划倒角等工步的加工,生产效率低;零件外形加工要素相对位置对称,铣削位置加工余量大,单件零件加工耗时长,不利于批量生产加工;对于接盘类零件的外圆,为保证粗糙度要求,零件需进行精车、磨内孔(用于磨外圆时安装心轴)、磨外圆、抛光等工序,需要多次装夹、多次转运、多设备加工才能完成,工艺流程长,制约了零件生产效率,不能满足大批量生产形势要求。
2 连接盘批量加工工艺创新要求
连接盘是传动部件常用传递动力的典型零件,其基数较大。形状及结构类似,端面具有多数量和多规格的孔系,用于安装相应规格螺栓进行连接,孔系要求进行孔口倒角及沉孔的加工;根据装配和使用要求,零件外形为避免干涉,需要进行加工;且连接盘类零件的外圆在使用过程中起密封作用,粗糙度要求0.4,以保证零件的密封效果,零件简图如图1所示。
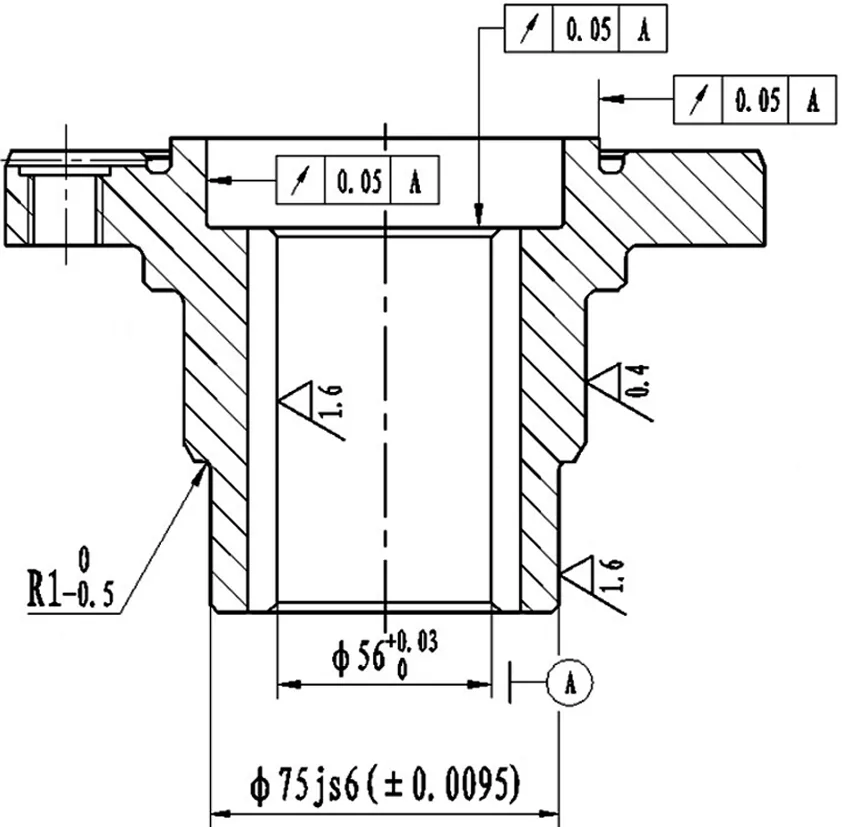
图1 零件简图
为满足批量加工的生产要求,需对零件工艺技术方案进行创新优化,缩短零件的加工周期,在生产能力不变的情况下,最大化资源利用率,保障批量生产任务顺利完成。
3 加工思路及方法
通过分析连接盘类零件结构特征和加工精度要求,梳理零件孔系规格,设计复合刀具,尽可能将多工步的加工内容复合在一把刀具上,减少刀具使用数量;综合考虑机床的加工空间、零件尺寸、加工要素、刀具路径等方面因素,设计专用夹具,一次加工多件,一次走刀完成多项外形要素的加工,使加工效率得到成倍提升;根据零件高精度外圆尺寸、粗糙度及装配要求,尝试利用特殊材料刀具及外圆微变形挤压成型技术进行加工,提高和稳定外圆加工精度,保证零件的加工要求,替代原精车、磨内孔、磨外圆的加工流程,加工效率和加工质量实现同步提升。
3.1 设计多孔系复合刀具实现一钻多孔径的工艺加工方法
基于对零件孔系规格、结构的梳理,整合加工刀具尺寸规格,对刀具进行优化,将钻孔、划沉孔、划倒角等刀具结合成复合加工刀具,实现1把刀具实现多加工要素的加工,设计阶梯合金钻头,配合铰刀进行孔系的加工,保证各孔系结构及精度要求,阶梯合金钻头加工孔系如图2所示。

图2 阶梯合金钻头加工孔系
3.2 利用成组多件对称加工方法进行加工
分析零件外形加工要素,利用成组多件对称加工方法进行加工。根据连接盘类零件加工设备空间尺寸,加工要素位置,综合考虑加工时走刀路线及使用刀具尺寸,设计专用夹具,进行流程优化,合并加工工步,实现两次走刀路径完成三件零件加工,零件成组对称加工可以平衡刀具切削力,增强刀具耐用性,加工中可选用较高的切削参数,进一步提高加工效率,将机床使用率最大化。成组加工夹具及加工示意图如图3所示。
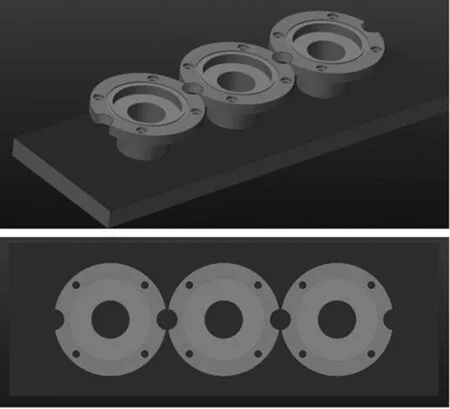
图3 成组加工夹具加工示意图
3.3 数控车床一次装夹加工方法
设计数控车床一次装夹实现车、磨、抛光工序加工的表面微变形挤压成型工艺加工方法。根据零件外圆加工精度、表面粗糙度要求,优化刀具方案,使用全新材质刀具,选用适合的切削参数,优化零件加工余量,以表面微变形加工方法代替原车削、磨削、抛光等的传统加工手段,减少零件装夹次数和定位基准的装换,保证重要加工要素基准一致性,在工序流程、加工效率和加工质量都得到进一步优化。新型挤压加工刀具如图4所示。
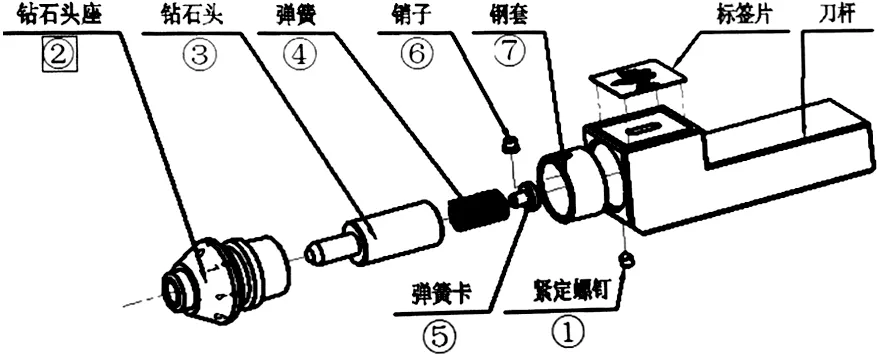
图4 刀具结构示意图
连接盘类零件外圆经过新方法的加工,图纸要求外圆粗糙度Ra0.4,表面微变形加工方法的外圆粗糙度可稳定达到Ra0.2,同时提高了零件外圆强度,增强了零件使用性能,质量更加稳定。
4 推广性及经济效益
连接盘类零件批量加工工艺技术方法的研究思路,同样可适用于外形结构、加工要素类似的其他类型零件;通过复合刀具的使用,实现多要素一次加工;设计专用夹具,合理的零件定位关系,配合相应的数控加工程序,实现一机多件加工;再通过新工艺、新技术、新材料的引进,改善零件加工效率的同时,保证零件的生产质量。
经过多方面创新优化,复合刀具加工提高孔系加工效率1.8倍,夹具一次多件加工提升加工效率4倍效率,挤压成型加工方法较原加工方法(磨削外圆、内孔及抛光)单个零件提高效率700% 。
通过对连接盘类零件批量生产形势分析,研究适应生产形势的工艺技术方案,通过对工序流程、工装夹具、切削刀具、切削参数的优化,达到满足生产要求的目标,并将成果经验扩展到类似批量生产的零件加工工艺技术方案中,解决由于零件从单件小批量加工到大批量加工的生产模式调整所带来的生产周期长,效率低等问题,满足产品订单增加所带来的生产要求。
