焊夹具在汽车厂中的应用
2019-03-22姜正宝
姜正宝
焊夹具在汽车厂中的应用
姜正宝
(江苏盐城东风悦达起亚汽车有限公司,江苏 盐城 224000)
中国的汽车市场进入了一个寒冬期,目前的形势来看,产销高速增长的时期可能已经过去了,低增长恐怕是未来发展的一个常态。企业的汽车企业在这个非常时期竞争更加的激烈。文章主要介绍焊夹具的一些设计理念的变更。为适应现在的快节奏,夹具的设计也越来越倾向于柔性化。
焊装夹具
1 夹具的简单介绍
1.1 焊装夹具的主要构成
夹具底座:主要起固定夹具的作用。
汽缸:一般的夹具都有运动机构,当部件没有装载的时候,夹具的夹紧机构处于张开的状态,当部件装载完了以后,汽缸开始工作,通过连杆机构夹紧。
限位块:限位块顾名思义就是限位用的,阻止零件的移动行程不能超过限位块所在的位置。在这里在作为定位元件来用。
定位形面:这个是夹具的核心部件,定位部件的作用。
夹紧机构:用来夹紧部件,防止在工作过程中脱落。
支撑板:辅助支撑作用。
上述为夹具的一般构成,此外夹具上还有许多电气元件,用来感应确认夹具的工作是否到位,部件放置位置是否良好等。
1.2 焊装夹具的定位
汽车车身焊装夹具的定位主要根据部品的外形面、工艺孔、装配孔、外部边缘等进行定位。焊装夹具的造型必须根据这些部品的形状特点进行制造,所以焊装夹具的组成元件必须有特殊的形状。焊装夹具要对被焊接的工件分别进行定位,保证其之间没有干扰;其次在固定定位元件的时候要充分利用每个工件的装配相互依赖关系来进行自然定位。如图一夹具为形面定位夹具。
2 焊装夹具应用的变化
2007年初东风悦达起亚二工厂正式投入使用,由于投入初期车型品种相对较少,夹具的设计基本上都是针对单一车型设计。由于这个基础夹具的设计也相对复杂,夹具的定位比较理想化。下图1为MAIN BUCK LDc4DR主要的定位夹具图。
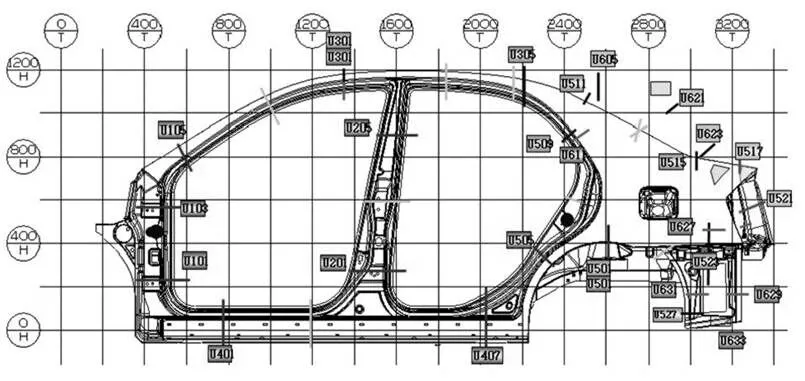
图1 定位夹具图
图中共有定位夹具29套,定位销2个。这个夹具的主要的特点就是采用的面定位的方式比较多,这样的定位精度要求很高,对夹具的表面磨损量特别敏感。焊装由于焊接的非常多,难免会有焊渣飞溅,由于面定位块的接触面积相对比较大,所以夹具的表面容易粘上焊渣。这样导致的结果就是部件放在定位块上容易将部件的表面划伤,增加后序工位的工作量,一定程度上影响焊装的生产线的UPH;还有严重点的可能会导致车身的精度发生偏差,到总装装配时装配精度达不到要求。
其主要靠的是面定位,其与部件的接触面非常大,对夹具的表面要求很高。随着产能不断的提高夹具的设计运用也越来越合理,根据现有的出现的状况有效简单的在原有夹具上进行改善。
首先,在夹具的排管布线上做了重大改善,尽量使程序简单化,操作简单化,大大减少了不必要的夹具的动作,使布线日趋简洁。现在焊装最复杂的工位310#MIANBUCK合成工位,其主要分为10个步骤,全部动作完成大概需要50S。
1.车种 (TURN'G)→2.BASE 前进→3.1次UNIT SWIN'G→4.ROOF PNL SET'G→5.2次UNIT CLAMP→6. KEY 焊接→7.全UNCLAMP→8.BASE 后退→9.RESPOT 2次焊接→ 10. 设备及机器人原位置。
其次,在夹具设计方面在保证精度的前提下尽量的使夹具简单化。
同时也在定位方面作了重大的突破。将原先的全部面定位进行筛选,将一些不太重要的面定位进行改善,改成止口定位。同时还减少了一些定位夹具,大大减少了夹具的占用空间,也降低了对夹具调整时的难度,也使夹具整体看上去非常简洁。
当然这些夹具的改善是在保证精度的前提下进行的,通过改善的结果确认,我们的这种改善是完全可行的。车身的精度依然保持在95%以上,同时还大大的降低了后序工位的工作量,也降低了工艺人员对夹具调整的难度。
再次,随着车型的逐渐增多,大大增加的混线生产的难度。为此我们还在夹具的公用化上面进行探索改善。公用化大大的减少了夹具占用的空间,也大大降低了程序的复杂程度,对夹具进行统一化标准化管理。下面列举焊装在这方面作出努力典型的一个案例。
这个夹具的能否非常效率的工作影响到整个生产线的速度。改善前的夹具,其每一个小的UNIT都有各个车种的夹具,这样在顶盖放置在上面之前,夹具必须提前进行切换,动作和程序都比较繁琐。这个夹具在混线车型2~3个时并没有什么问题。但是当车型增多时夹具的排列以及切换都非常的复杂,大大增加的该工位的工作时间,同时过多的夹具排列在狭小的空间时,有时会引发连锁的故障,增加的保全维修的难度。
随着UPH的不断提高,原有的夹具已经不能适应现有的生产现况,为此我们对该工位的中转夹具进行重新设计,设计出一个适合所有车型顶盖的夹具,而且必须的简单明了。经过一段时间的努力我们成功的设计出了图2夹具。

图2 T、L、H3个方向定位
安装感应器区分各个车型的顶盖,不用再进行夹具切换。夹具整体看上去很简单,一目了然。
3 结语
通过以上一系列的改善公司高速发展时所作出的努力。我们通过不断的改善充分的认识到焊装夹具的特点,从设计到制作不断的提高,确保其车身制造质量、减少制造周期。
[1] 陆勇.车身夹具调试验收方法及滚边工艺分析[J].汽车零部件, 2018 (09):44-49.
[2] 朱晓欢.汽车焊装夹具设计理论研究[J].中国新技术新产品,2018 (10):55-56.
[3] 苏明,张吉辉,耿滏,陈绍翰,张锦良.试制总拼夹具多车型混线生产技术研究[J].汽车实用技术,2018(07):135-137+139.
Application of welding fixtures in automobile factories
Jiang Zhengbao
(Jiangsu Yancheng Dongfeng Yueda Kia Motors Co., Ltd., Jiangsu Yancheng 224000 )
China's auto market has entered a cold winter period. From the current situation, the period of rapid growth in production and sales may have passed, and low growth is probably the normal state of future development. The enterprise's auto companies are more competitive in this extraordinary period. This article mainly introduces some changes in the design concept of the welding fixture. In order to adapt to the current fast pace, the design of the fixture is also increasingly flexible.
welding fixture
A
1671-7988(2019)05-156-02
U466
A
1671-7988(2019)05-156-02
U466
姜正宝(1983-),男,助理工程师,就职于江苏盐城东风悦达起亚汽车有限公司,研究方向:焊夹具。
10.16638/j.cnki.1671-7988.2019.05.049
