包钢采用万能孔型法轧制槽型轨工艺研究*
2021-11-17陈沅郭利宏席红岩王艺慈
陈沅,郭利宏,席红岩,王艺慈
(1.内蒙古包钢钢联股份有限公司技术中心,内蒙古 包头 014010;2.内蒙古包钢钢联股份有限公司轨梁厂,内蒙古 包头 014010;3.科赫工业设备技术(上海)有限公司,上海 200072;4.内蒙古科技大学材料与冶金学院,内蒙古 包头 014010)
有轨电车具有速度快、运量相对较大、噪声低、环保经济的特点[1],代表着未来城市轨道交通发展的方向,具有很好的市场前景,为此,包钢开发槽型轨(钢质为U75V)以满足城市轨道交通对槽型轨的需求.目前,国内钢轨生产厂生产钢轨的主要方式是万能孔型法.槽型轨是钢轨中断面最为复杂的,主要是钢轨头部要轧制出凹型槽,在轧制凹型槽时既要切出合格的断面形状,又要保证尺寸要求,为此包钢采用万能孔型连轧方法对槽型钢轨的孔型系统进行了设计并进行了轧制,在轧制过程中出现了轨头外侧圆弧充填不好、轨头槽内“切铁丝”、轨腰下部连接部位产生折叠缺陷以及断面尺寸波动较大等问题,为此,包钢对槽型轨的孔型及其系统进行了优化,上述问题得到了根本解决,产品质量如断面尺寸、外形及性能等均满足标准要求.
1 槽型轨断面形状
槽型轨被誉为“轨中之王”,与普通钢轨相比,这种钢轨的轨头上有一个不对称的槽,形状复杂,是钢轨中最难轧制的品种[2].目前世界上只有乌克兰、德国等为数不多的几个国家掌握这种生产技术.槽型轨有59R2,60R2 2个断面,其主要外形尺寸相同,外观略有不同,其断面图如图1,2所示.

图1 槽型钢轨59R2断面图
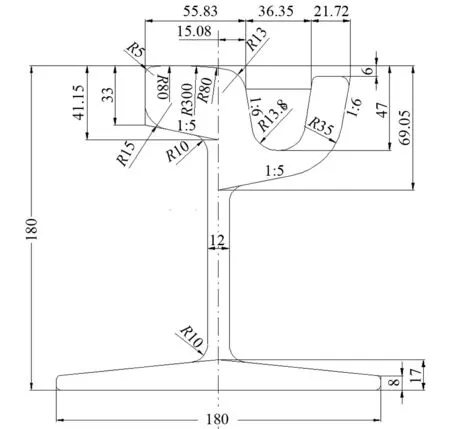
图2 槽型钢轨60R2断面图
2 孔型设计
孔型设计的作用是将钢坯在设计好的轧辊孔型中经过若干次轧制变形,使钢轨的断面几何形状和尺寸允许偏差控制在标准范围内,孔型设计起到稳定控制轧制过程、减少表面缺陷,改善机械性能等作用.孔型系统设计是否合理不仅直接影响到最终成品尺寸,对轧制出钢影响也非常大,而成品尺寸和轧制出钢则是钢轨生产的关键[3].万能孔型法的孔型系统是由l对主动水平辊和1对被动立辊共同组成,且四辊的轴线位于同一平面上,形成万能孔型,平辊对重轨的腰部进行加工,两侧立辊与平辊的侧面形成加工变形区分别对轨头、轨底进行加工[4].
2.1 孔型设计方案的确定
槽型轨断面形状复杂,轧制过程中金属变形不均匀,孔型设计存在较大难度,需要通过合理的孔型设计以及工艺制度来保证轧制的稳定性.
包钢钢轨轧制工艺流程为加热炉加热→高压水除鳞→BD1轧制→BD2轧制→CCS万能轧制(UR→ER→UR→EF→UF).
为了保证产品质量,要求轧件的总压缩比不小于9∶1,槽型钢轨采用的坯料是连铸矩形坯,断面是280 mm×380 mm,采用这种断面连铸坯轧制59R2,60R2槽型轨,压缩比可达到14∶1.压下率控制为:BD1,BD2开坯机15%~25%;CCS粗轧20%~25%;CCS精轧5%~10%.轧制速度为:BD1,BD2开坯机3~5 m/s;CCS轧机4~7 m/s.
根据槽型轨的断面特点以及该钢轨生产所执行的标准,结合设备特点,确定了轧制59R2,60R2槽型钢轨BD1,BD2,CCS轧机的孔型方案如下:
(1)BD1轧机(第一架开坯机):设计1个箱型孔,1个梯形孔,3个帽型孔,往复轧制7道次,使轧件初步成形.
(2)BD2轧机(第二架开坯机):设计5个轨型孔,往复轧制5道次,将轧件初步轧成轨形.
(3)CCS轧机(万能连轧机组,由UR,E,UF机架组成,其中E机架有ER和EF2种孔型):设计4个轨形孔,分别为UR,ER,EF,UF孔型,往复轧制3道次,使轧件达到成品形状,保证成品断面尺寸符合标准要求.
2.2 孔型系统的确定
根据59R2,60R2槽型钢轨断面形状特点,结合现有生产工艺及设备状况,设计孔型方案为:BD1开坯,轧制为帽形后送BD2,BD2设计为包括切深孔型在内的5个孔型,轧件经过BD2轧制后送CCS轧机,轧件在CCS完成开槽过程并轧制为成品.经过讨论分析和试轧实践摸索,根据试轧情况分析总结,该方案可以有效控制CCS轧制尺寸的稳定性.
2.3 轧辊孔型设计
2.3.1CCS万能精轧机UF孔型设计
成品孔型采用万能孔型法轧制,就是UR和UF轧机传动侧立辊采用平辊,操作侧立辊采用开槽辊,设计时综合考虑产品标准尺寸公差(执行标准是EN14811:2006+A1:2009[5])以及金属热膨胀系数.
2.3.2CCS万能粗轧机UR孔型设计
(1)水平辊.腰高比成品孔UF腰部略高,以使UF腰部得到良好的加工,腰部两侧斜度按标准断面设计,圆弧R比UF水平辊相应处圆弧大.
(2)传动侧立辊使用平辊.
(3)操作侧立辊使用开槽立辊,圆弧R的尺寸与标准断面尺寸相同.
(4)腿部长度.在万能UR孔型中,轧件的腿端完全开口,腿部长度决定于传动侧立辊压下形成的展宽量.
2.3.3CCS万能轧机轧边机孔型设计
轧边机孔型为两辊孔型,起到控制钢轨头宽和腿长的作用,轧边机孔型的腰部通常与轧件的腰部轻微接触或不接触,配置2个轧边孔ER和EF,形状相似.
2.3.4BD2轧辊孔型设计
根据槽型钢轨的生产工艺在帽形孔后面设计了5个轨形孔,轨形孔配置在BD2轧辊上.轨型孔是开坯机的成形孔,为万能孔型提供符合轨头、轨腰、轨底相互变形关系的中间轨形轧件,因为槽型钢轨是不对称断面,为满足万能孔型的供料要求,轨形孔设定为闭口孔型.
2.3.5BD1轧机孔型设计
BD1轧机孔型配置有箱形孔、梯形孔和帽形孔,使用280 mm×380 mm坯料轧制成中间坯,在经过帽形孔加工为符合要求的坯料,然后送BD2轧制.
2.4 轧辊和导卫设计
根据轧制59R2,60R2槽型钢轨各轧机的轧辊孔型设计图,结合轨梁厂生产的实际情况,设计了59R2,60R2槽型钢轨的BD区和CCS区各架轧机导卫装置.导卫装置对轧件进出孔型起定位作用,同时可以一定程度的矫正轧件的弯曲程度.
3 存在的问题及解决方案
(1)针对槽型轨槽内侧切铁丝现象以及断面尺寸波动较大的现象,一方面修改了E机架轧辊图,EF孔型对钢轨的头部宽度不进行变形控制(避免轨唇变形),而仅对钢轨底部进行轧制控制,并逐步摸索出了一套轧制调整方法,即通过调整轧辊辊缝大小、轧机轧制线高度、轧辊轴向位置等办法保证槽型轨出、入钢状态稳定.EF孔型图见图3.
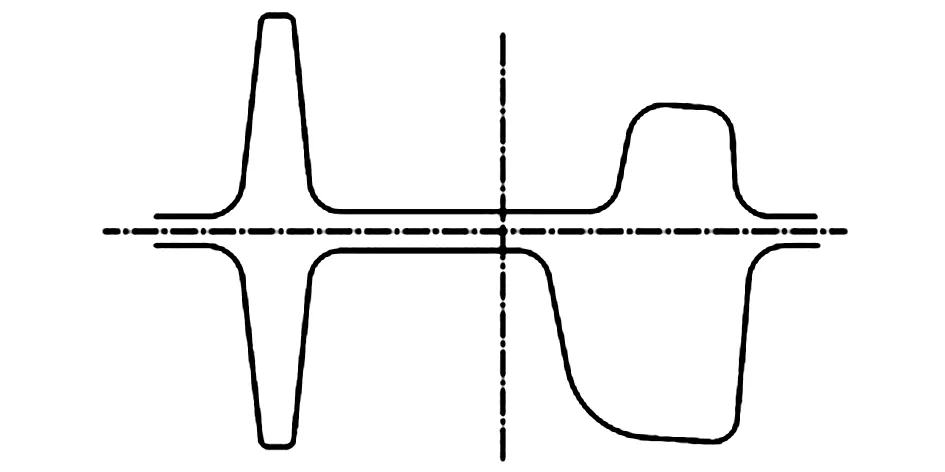
图3 槽型钢轨E轧机孔型图
(2)针对轨头外侧圆弧充填较难控制的问题,一方面调整UR轧机孔型立辊的切分位置,尽可能的让轨头与轨唇部位金属匹配合理,另一方面利用调整UR轧制线高度和立辊压下量控制供下道次轧件的尺寸大小,以保证UF孔型圆弧的大小.
(3)针对槽型轨轨腰下部连接部位易产生折叠缺陷,多次优化BD2孔型尺寸,调整轨腰下部尺寸适合UR供料需求.针对因槽型钢轨断面不对称,在BD2轧制时金属变形不均匀,出钢扭转严重的现象,修改了BD2轧机孔型尺寸,尽可能保证轧件在轧制过程中各部分延伸均匀,并设计了出口专用卫板,限制轧件的扭转程度.修改后的BD2孔型图见图4.

图4 BD2孔型图
(4)针对成品断面形状不易控制的现象,CCS机组UR轧机采用半闭口孔型,UF轧机采用开口孔型,在轧制过程中便于调整控制,有效的保证了成品断面形状.
4 槽型轨质量情况
4.1 外形尺寸
通过轧制中不断对孔型尺寸进行优化,槽型钢轨的外形(包括对称性、轨唇尺寸、轨头充填等)、断面尺寸(底宽、轨高、腰厚)均满足EN14811标准要求.具体尺寸见下表:

表1 槽型钢轨断面尺寸
4.2 产品性能
槽型钢轨(U75V)的金相组织为铁素体和珠光体,其性能满足TB/T 2344标准[6]要求,抗拉强度的范围在1 007~1 090 MPa,伸长率范围在10.0%~13.5%,布氏硬度范围在285~318 HB,具体情况如表2.
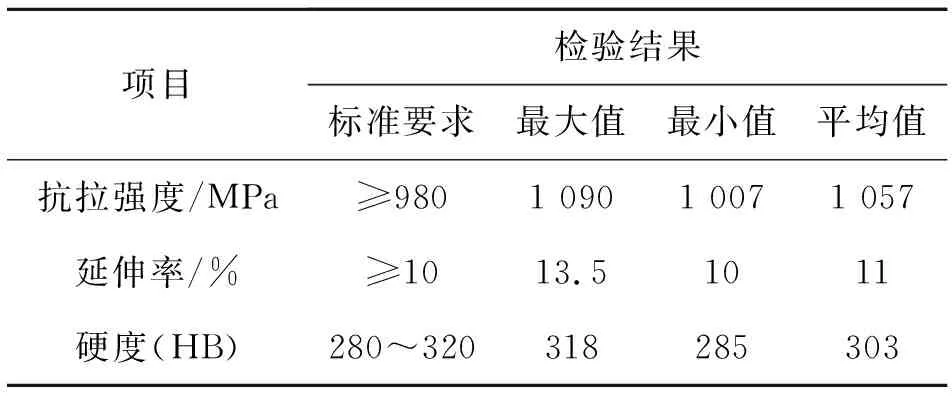
表2 槽型钢轨的力学性能
5 结论
(1)包钢经过多次的技术创新及调试,采用万能孔型法成功开发了59R2和60R2 2种断面的槽型钢轨,解决了槽型轨生产中出现的轨头外侧圆弧充填不好、轨头槽内“切铁丝”、轨腰下部连接部位产生折叠缺陷以及断面尺寸波动较大等问题.
(2)槽型钢轨的断面尺寸及外形符合EN 14811:2006+A1:2009(E)标准的规定,且其尺寸分布呈正态分布.
(3)其主要性能(抗拉强度、布氏硬度、延伸率等)满足TB/T 2344标准要求,且符合正态分布规律.
