淬火引轨早期失效分析和预防对策
2015-12-27赵鹏飞汪广志
赵鹏飞,汪广志
道岔钢轨全长表面感应淬火时,为了保证轨件两端头钢轨淬火质量,需要在淬火钢轨两端加一个淬火引轨工装,感应加热器、喷雾盒、行走装置必须走过引轨长度。淬火引轨主要由手柄、夹板、引轨头等零件组成,如图1所示。
引轨在使用中存在使用寿命短,使用850~900次后淬火引轨端头便烧损肿胀的十分厉害,影响行走装置顺利前进和轨件结束端淬火质量等弊端。引轨平均月消耗8台,年工装制造费高达8万~9万元,造成公司道岔产品生产成本居高不下。
引轨使用寿命短成为制约公司道岔热处理生产发展和难以降低成本的一大顽疾。钢轨淬火引轨早期失效报废有引轨头烧肿龟裂和夹板脱焊两种形式。
为此,本文对淬火引轨早期失效原因进行了分析,并对引轨工装进行了设计结构和材料改进。
1. 淬火引轨早期失效原因分析
引轨使用寿命与引轨头的材质结构和现场使用维护等因素有关。
(1)引轨头烧肿龟裂 引轨的引轨头一般由U71Mn轨道钢制作,有效工作长度范围为600mm,其中易烧损肿胀和产生网状龟裂在轨顶面部位,长度约160mm,如图2所示。
原因分析:U71Mn轨道钢材料的主要化学成分:wC=0.65%~0.76%,wMn=0.65%~0.76%,wSi=0.11%~0.58%。
可以看出,C、Mn等易氧化元素较多,导致引轨头高温稳定性和热循环性能不良,高温抗氧化性能低。在钢轨加热冷却过程中,引轨头上轨顶面160mm长位置反复承受20℃→980℃→20℃→980℃循环热冷作用,引轨头轨顶面发生严重的氧化脱碳现象,表层为脱碳后的铁素体,基体为珠光体。
发生热疲劳龟裂的裂纹源首先从渗碳体尖端处的基体上产生,并向附近的基体不断生长扩散成为裂纹。由于裂纹在铁素体中抵抗裂纹扩展的能力比在珠光体中低的多,且裂纹在铁素体中扩展传播的速度也比在珠光体中快得多,因此导致引轨头表面形成龟裂。
引轨头肿胀的主要原因是组织变化引起的。受冷热交替作用,引轨头的横断面上形成温度梯度,在同一界面上会同时存在奥氏体、珠光体和铁素体区域。由于各相的密度不同,在整个轨头断面上产生很大的热应力和组织应力。在奥氏体 铁素体、奥氏体 珠光体转变过程中,在基体周围积累的微裂纹缝隙数目不断增加,潮湿空气中的氧顺着微观裂缝及缺陷向轨头内部不断扩散,氧化生长伴随着产生不可逆的体积膨胀,使轨头表面成为疏松组织体,严重的肿胀变形导致引轨头几何尺寸发生超差,车轮无法顺利通过。
(2)夹板易脱落 夹板易脱落主要是由于引轨在加工制造过程中存在焊接不牢固、虚焊等缺陷引起的。
原因分析:长钢轨淬火移动期间,钢轨弯曲变形严重,重心偏移倾倒,导致夹板头部承受巨大的侧向扭力,撕裂夹板与引轨头上下颚的焊缝。另外,在引轨使用中,由于固定轴两端螺栓松动严重、挡套间隙过大等因素也会导致引轨头失稳倾斜,夹板受力不均被拉裂。
2. 预防措施
针对上述问题,制定了以下预防措施。
(1)改进轨头结构形式和材料 在道岔热处理生产中,夹具工装追求的不仅仅是满足设备工艺要求,而且还有经济性,也就是淬火引轨应该价格低廉且具备较高的使用寿命。
制作引轨头的材料需要良好的高温稳定性和热循环性能,其中最重要的就是高温氧化性能。1Cr18Ni9Ti钢具有上述特点,因此用1Cr18Ni9Ti钢替代U71Mn钢制作引轨头。
具体做法:在引轨900mm长的引轨头轨顶面镶入160mm×70mm×30mm活块,活块采用1Cr18Ni9Ti耐热钢制作,如图3所示,其他零件不变。
改进型镶嵌引轨生产制作工艺流程如下。
引轨头:下料→锯切→切割→铣台→钻孔→镶嵌耐钢热活块→调整。
夹板:下料→切割→刨切→拼装焊接。
扶手:下料→切割→热弯→拼装焊接。
耐热活块:下料→锻造→划线→刨削→钻孔→拼装。
(2)加强现场工装管理 使用中发现夹板焊缝开裂要及时修补,轨头烧肿后要及时磨修,定期检修引轨座。
3. 效果
2014年6~9月,我们将改进型镶嵌结构淬火引轨安装在淬火机床上,进行使用寿命测试,并与原引轨使用情况相比对,测试结果见附表。
由表中对比结果可以看出,改进型镶嵌引轨比原先U71Mn引轨使用寿命多9~10倍。主要原因是:U71Mn引轨头的高温氧化为直线氧化曲线,表面的氧化膜不能完全覆盖金属表面,进一步氧化能够继续进行。
而1Cr18Ni9Ti引轨头的高温氧化为抛物线氧化曲线,氧化膜致密覆盖金属表面且未因内应力过大而开裂,此时氧化膜能将金属基体与雾状空气隔开,使得进一步的氧化反应需要经膜扩散才能进行。
虽然改进型镶嵌引轨采用耐热钢制作引轨头活块比原先要增加150元的投入,但耐热活块引轨头烧坏后可以制作新的予以更新,不必报废整体引轨重新制作,总体对比还是十分经济的,且每年节省的引轨夹具制造费用十分可观。
4. 结语
(1)引轨头易烧肿龟裂和夹板脱落是钢轨淬火引轨早期失效的主要方式。
(2)改进型镶嵌淬火引轨结构设计选材合理,1Cr18Ni9Ti耐热钢代替U71Mn轨道钢引轨头,使用寿命提高超过10倍。
(3)每年可为公司节省6万元淬火夹具制造费,效果显著。
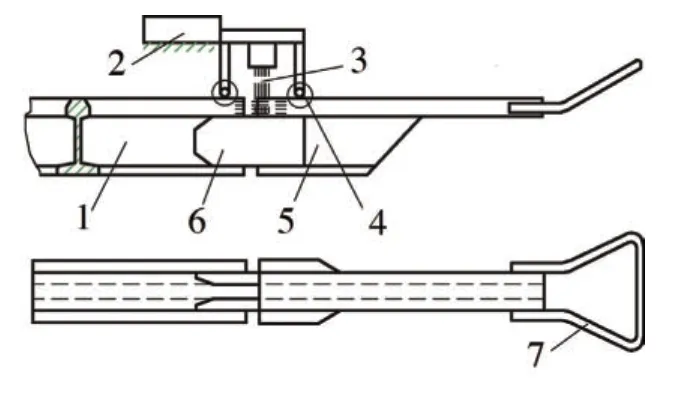
图1 钢轨淬火引轨结构示意
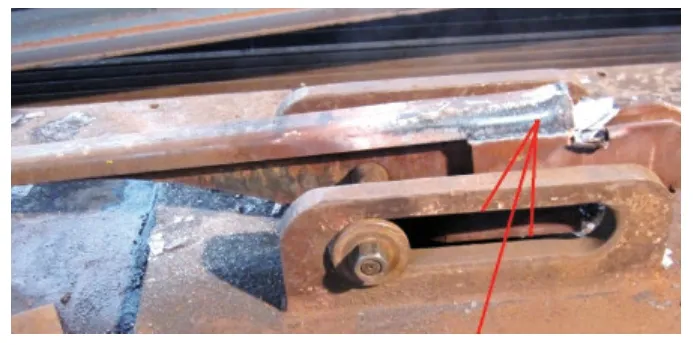
图2 烧损肿胀龟裂的引轨头
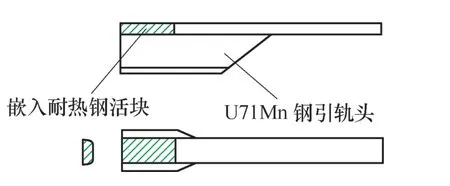
图3 嵌入耐热活块引轨头结构示意

不同引轨工装使用寿命表