吐丝温度对30CrMnTi钢组织及性能的影响
2021-11-09彭学艺任学堂肖丙政
彭学艺,任学堂,肖丙政
(南京钢铁股份有限公司,江苏 南京 210035)
30CrMnTi作为一种中碳合金结构钢,具有较高强度、韧性及淬透性,主要用于制造高负荷、高耐磨的销轴类重要零部件[1-4]。目前下游用户的主要工艺流程为:热轧盘条→拉拔→下料→加工→热处理→检验→入库。从工艺流程来看,拉拔性能对后道深加工具有很大的影响,但该钢种含有较高的C、Cr、Si、Mn等合金元素,盘条在轧后冷却过程极易形成强度、硬度高、塑性低的马氏体和贝氏体组织,从而影响到客户的拉拔加工工序[5]。因此,研究轧后的控冷工艺对30CrMnTi组织转变的影响对轧钢工艺的制定具有重要的影响。
1 试验方案
鉴于斯太尔摩风冷线长度布局,为确保盘条进入罩盖后能有充分的时间进行组织转变,风冷辊道辊速设定为25 r/s。若风冷辊道辊速设定太慢,搭接点堆积太厚,不利于搭接点过程温降及组织转变。因此,对30CrMnTi钢控冷工艺试验方案设定如表1所示。

表1 30CrMnTi钢控冷工艺试验方案Table 1 Test scheme of controlled cooling process for 30CrMnTi steel
2 试验结果及分析
2.1 显微组织
图1为不同试验工艺条件下30CrMnTi钢盘条的显微组织。试验方案1#~4#条件下30CrMnTi钢盘条显微组织分别为:铁素体+贝氏体+马氏体+少量珠光体、铁素体+珠光体+马氏体+微量贝氏体、铁素体+珠光体+少量马氏体和铁素体+珠光体。结合工艺条件及组织形貌可知:随吐丝温度的降低,盘条内部的贝氏体、马氏体含量逐渐减少,直至完全消失。

(a)方案1#;(b)方案2#;(c)方案3#;(d)方案4#图1 不同试验工艺条件下30CrMnTi钢盘条的显微组织(a)scheme 1#;(b)scheme 2#;(c)scheme 3#;(d)scheme 4#Fig.1 Microstructure of 30CrMnTi steel wire rod under different test process conditions
2.2 力学性能
图2为不同试验工艺条件下30CrMnTi钢盘条的力学性能。由图2可知,随着吐丝温度的降低,盘条的抗拉强度由950 MPa降至645 MPa,面缩率由31%提升至74%。这是因为随吐丝温度的降低,盘条内部组织转变更充分,强度高、硬度大的贝氏体及马氏体在不断的减少,而硬度低、变形能力强的铁素体在不断增加。

图2 不同试验工艺条件下30CrMnTi钢盘条的力学性能Fig.2 Mechanical properties of 30CrMnTi steel wire rod under different test process conditions
3 分析与讨论
图3为30CrMnTi钢的CCT曲线。由图3可知,当冷却速度<1.25 K/s时,盘条内部组织可完全转变为铁素体+珠光体;当冷却速度为1.25~3 K/s时,未完全转变的奥氏体组织将向贝氏体发生转变,此时盘条内部组织为铁素体+珠光体+贝氏体;当冷却速度>3 K/s时,则开始出现马氏体转变,此时盘条内部组织为铁素体+珠光体+贝氏体+马氏体;当冷却速度>4 K/s时,盘条内部则不会出现珠光体转变,此时组织为铁素体+贝氏体+马氏体;当冷却速度>18 K/s时,则盘条仅进行马氏体转变[6]。
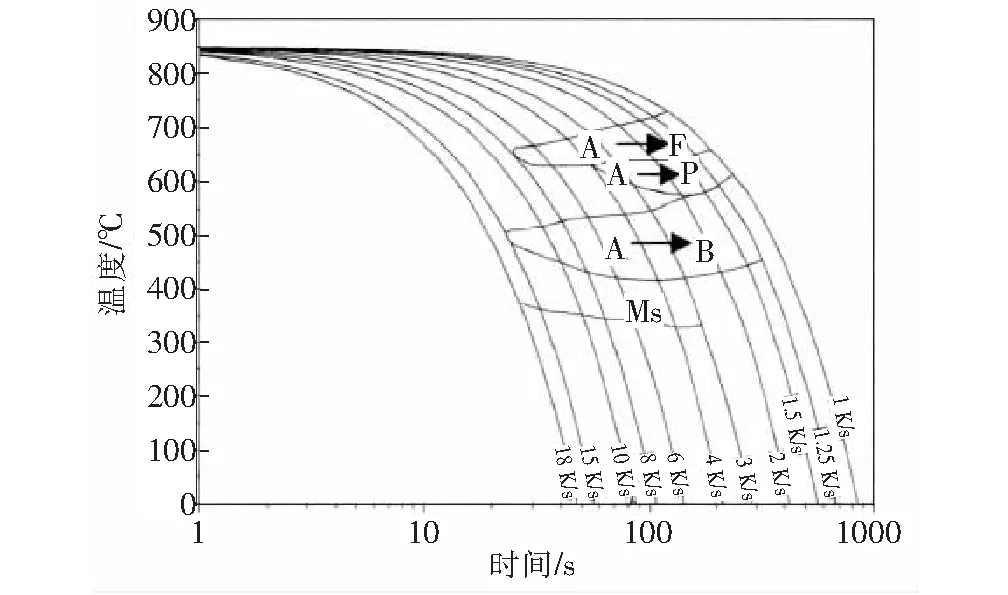
图3 30CrMnTi钢CCT曲线分析[6]Fig.3 CCT curve analysis of 30CrMnTi steel[6]
对于热轧30CrMnTi钢,其后道拉拔需要进行较大的变形量,其最理想的组织为铁素体+珠光体,应尽量避免产生强度高、硬度高、塑性低的马氏体和贝氏体组织。所以在制定轧制工艺时,应尽量使奥氏体在斯太尔摩风冷线上完全快速转变为铁素体+珠光体。根据现场实际温度测量,当辊速一定时,吐丝温度控制在910±10、860±10、820±10和780±10 ℃,盘条在罩时间约250 s,出罩搭接点温度控制在730±10、705±10、675±10和640±10 ℃。结合30CrMnTi钢的CCT曲线分析,当吐丝温度控制在910±10 ℃时,出罩温度为730±10 ℃,此时仅部分奥氏体向铁素体发生转变,在集卷过程中,由于冷速大,未转变的奥氏体向贝氏体、马氏体转变。当吐丝温度进一步降低,较低的吐丝温度缩短了盘条组织转变的孕育期,增加了奥氏体晶界处形核能,促使晶粒更多的向铁素体进行转变[7],同时,间接的延长了盘条在罩发生相变时间,使得奥氏体向铁素体+珠光体转变量不断增加[8-9]。但心部由于受偏析影响,合金含量高,奥氏体稳定好,使得心部残余奥氏体仅在较低温度下向马氏体转变,故此在较低的吐丝温度下,盘条仅存在马氏体,而几乎很少存在贝氏体,而马氏体转变区也随吐丝温度的降低逐渐减少,直至完全消失。
4 结论
1)降低吐丝温度可使盘条更接近相变转变点,有利于促使奥氏体完全转变为铁素体+珠光体,避免强度、硬度高、塑性低的马氏体和贝氏体组织,进而降低盘条的抗拉强度,提高盘条的面缩率。
2)为降低心部偏析对组织性能的影响,吐丝温度应控制在780±10 ℃,以保证奥氏体完全转变为铁素体+珠光体。