RS-3100催化剂在柴油加氢装置上的工业应用
2021-11-08王哲卜磊鞠雪艳刘建军张乐
王哲,,卜磊,鞠雪艳,刘建军,张乐
(1.中国石化石油化工科学研究院,北京 100083;2.中国石化燕山分公司,北京 102400)
为减少发动机尾气排放出的SOx和固体颗粒对大气的污染,我国从2017年7月1日开始全国启用国V柴油质量标准[1];2019年1月1日起,全国启用国VI柴油质量标准,对柴油中的硫含量、多环芳烃含量等指标做出了严格的限制。北京作为我国最大的城市之一,人口密集、车流量大,机动车排放污染对空气质量的影响较大。为此,北京地区一直走在车用燃料质量升级的前列[2],从2017年1月1日北京市开始实施第六阶段车用燃油标准。在车用柴油方面,对多环芳烃和密度的范围进一步收紧,并加入生物柴油和清净剂的指标,可有效减少颗粒物和氮氧化物的产生。
中国石化燕山分公司(简称燕山石化)现有一套120万吨/年柴油加氢装置,以直馏柴油、焦化汽油、焦化柴油和催化柴油为原料,生产满足京VI标准的柴油产品,作为全厂清洁柴油产品调和组分。
1 装置简介
120万t/a柴油加氢精制装置由反应部分(包括压缩机、循环氢脱硫)、分馏部分及公用工程等组成。装置初始设计规模100万t/a,为满足国IV排放要求的汽柴油质量标准要求,装置于2008年进行扩能改造,改造内容为串联第二反应器,并增上一台“二合一”压缩机、膜分离系统、高压换热器及压缩机新氢无级气量调节系统等。
装置上周期自2017年12月开始采用石油化工科学研究院(简称石科院)研制开发,中国石化催化剂长岭分公司生产的RS-2100/RS-2110催化剂进行生产。至2020年8月,燕山石化对装置所用催化剂进行了再生并补充部分RS-3100催化剂。
2 催化剂性能
2.1 催化剂相对脱硫活性和稳定性
基于反应分子与活性最优匹配技术理念,石科院开发了不同活性金属组分的超深度脱硫催化剂[3],其中以NiMo为活性金属的RS-2100催化剂具有较高的加氢脱硫、脱氮活性和芳烃饱和性能,适用于中、高压力,加工含有二次加工柴油等劣质原料的装置。工业应用结果表明[4],该催化剂具有良好的脱硫活性及活性稳定性。
RS-3100催化剂是在上一代催化剂的基础上开发的新一代柴油超深度加氢脱硫催化剂。表1是以上一代催化剂为参比剂进行的活性对比。结果表明,对含有20%催化柴油的混合原料,生产硫含量10~15μg/g柴油产品时,两种催化剂的相对脱硫活性差别在5%以内,表明RS-3100催化剂的初期活性与上一代催化剂基本相当。

表1 RS-3100与上一代催化剂脱硫活性的对比1)
在相同条件下,采用两种催化剂进行生产国Ⅴ柴油的稳定性考察实验。通过动力学归一化计算,相同时间段内RS-3100催化剂和上一代催化剂活性损失分别是1.91℃和2.84℃。由此可知,RS-3100催 化剂的失活速率比上一代催化剂低32.7%。稳定性评价结果表明,相对于上一代催化剂,采用RS-3100催化剂可以获得更长的运行周期,有利于提升装置整体经济效益。
2.2 催化剂的堆密度比较
RS-3100催化剂与上一代催化剂的相对装填堆密度对比见表2。由表2可知,RS-3100催化剂的堆密度比上一代催化剂降低了24%。这意味着在相同的反应器体积内,采用RS-3100催化剂的装填质量可以减少20%以上,可以大幅降低催化剂采购成本。

表2 RS-3100与上一代催化剂的相对堆密度
3 RS-3100催化剂的工业应用
3.1 装置开工
燕山石化120万t/a柴油加氢装置于2020年7月开工,催化剂装填数据见表3。对比上周期的装填数据可知,工业装填数据与实验室对比结果一致,RS-3100催化剂的工业装填堆密度较低,其相对堆密度仅为上一代催化剂的76%左右。再生催化剂的装填堆密度较上周期大幅增加,采用布袋装填的堆密度达到900 kg/m3以上。
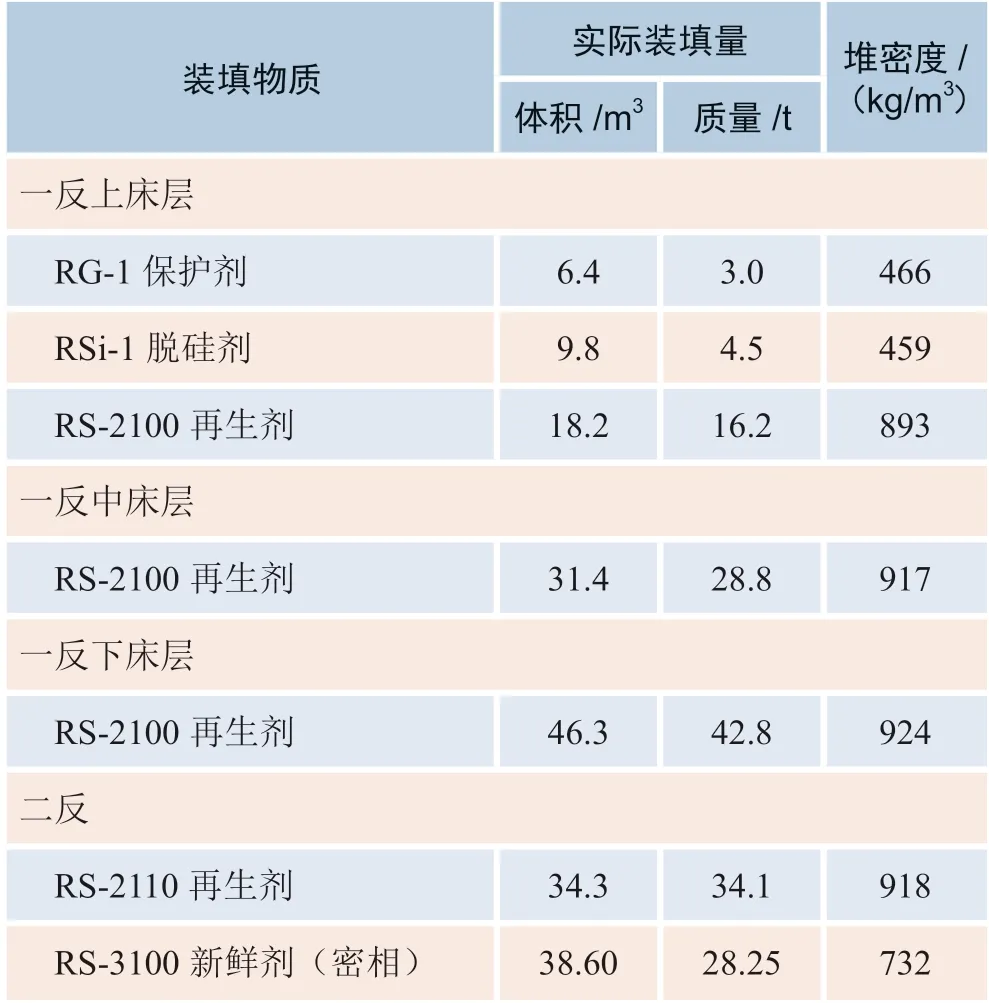
表3 催化剂装填数据*
催化剂干燥及装置高压气密结束后,开始进行催化剂的预硫化。该次催化剂预硫化采用湿法预硫化工艺,使用的硫化剂为二甲基二硫(DMDS)。硫化携带油为常二线直馏柴油,主要性质见表4。

表4 硫化携带油性质
硫化期间的主要操作参数为:操作压力6.0~ 7.0 MPa,最高硫化温度约320℃,硫化油循环量为115 t/h,循环氢压缩机采用全量循环。
催化剂预硫化期间的硫化氢浓度和反应温度的变化趋势见图1。由图1可见,催化剂预硫化过程温度控制平稳,循环氢中硫化氢体积分数最高值在1.5%左右。

图1 硫化操作曲线
3.2 催化剂反应活性
催化剂预硫化结束后,采用直馏柴油进行了48 h的钝化稳定,然后逐步切换二次加工柴油进装置。装置稳定运行一个月后进行了初步活性考察,结果见表5。由表5可以看出,RS-3100催化剂具有优异的深度脱硫活性,即使装置大部分采用再生催化剂(体积分数77.1%),仍可以在较低的平均温度下生产硫含量满足京VI标准的清洁柴油产品。因为加氢催化剂经过烧焦再生,将损失部分活性。对RS-2100催化剂而言,再生催化剂的相对脱硫活性为新鲜催化剂的95%左右。也就是说,补充的RS-3100催化剂需要完成更多的脱硫任务,才能确保柴油产品质量满足产品指标要求。

表5 装置初期应用结果
两个周期装置开工初期的运行数据比较结果见表6。上周期加工含有30%直馏柴油、40%焦化柴油和30%催化柴油的混合原料,原料硫含量较高(达到1%以上)。同时,装置存在高换内漏、循环氢纯度低等问题。因此,需要更高的平均反应温度才能确保精制柴油产品硫含量达到小于10 μg/g的要求。

表6 两个周期装置运行初期结果比较
4 结论
RS-3100催化剂在燕山石化柴油加氢装置上的应用结果表明,RS-3100催化剂适用于加工二次加工汽柴油比例较大的混合原料,生产硫含量满足京Ⅵ标准的超低硫柴油产品。
实验室和工业装置的装填数据表明,与上一代催化剂相比,堆密度降低24%左右。采用该催化剂可以大幅降低催化剂采购量,从而减少装置投资。
工业装置初期运行结果表明,RS-3100催化剂的相对脱硫活性较高,即使与部分相对活性受损的再生催化剂组合使用,仍可以在较低温度下实现超低硫清洁柴油的生产。
