一株酿酒酵母在青稞酒生产中的应用
2021-11-08祁万军李善文陈占秀黄和强孔令武车富红冯声宝
祁万军,李善文,陈占秀,黄和强,孔令武,车富红,冯声宝
(青海互助青稞酒股份有限公司,青海互助 810500)
白酒是我国的传统蒸馏酒,也是世界六大蒸馏酒之一[4],它具有悠久的历史,采用固态酒醅发酵和固态蒸馏的传统操作,是世界上独特的酿酒工艺。白酒是以多菌种自然培养的大曲作为糖化发酵剂,利用粮食谷物为原料,经蒸煮糖化发酵,蒸馏贮存、勾兑而成的蒸馏酒。不同的酿酒坏境造就了不同的酿酒微生物,从而形成了中国丰富多彩的白酒香型,青稞香型白酒酿造地处青藏高原与黄土高原结合部,独特的地理环境造就了独特的微生物环境,也赋予了青稞酒独特的风格特点。青稞酒的酿造工艺可概括为“清蒸清烧四次清”[7],发酵窖池采用天然的昆仑山花岗岩为壁,以祁连山松木板为底,这些独特的优势,赋予了青稞酒区别于其他白酒的典型风格。青稞酒酿造装甑遵循“轻”“松”“薄”“匀”“缓”“净”,整个发酵遵循“养大米查、保二米查、挤三米查、追四米查”的原则[3],量质摘酒后分级贮存在陶缸和不锈钢罐中,基酒酒龄不少于1.5 年,调味酒酒龄不少于3 年,基酒、调味酒经过分析、尝评、勾兑、调味后,最终形成互助青稞酒“青稞清香纯正、清雅怡悦,口感绵甜柔和、悠长”的特点。
白酒的酿造方式是多微共酵,酵母菌作为主要的酿酒微生物之一存在于酿造过程中,在白酒酿酒过程中起着至关重要的作用,尤其是酿酒酵母决定着白酒产量和质量,优良的酿酒酵母应用能提高白酒品质,目前中国白酒行业对自身环境筛选菌种并在酿造生产应用的研究较少,何宏魁等[1]从大曲中分离得到1 株酵母菌,制备成酵母曲应用于白酒的生产中,可以提高白酒的出酒率,提升白酒品质。较多的白酒酿造发酵动力一般来源于传统干酵母的使用,导致酿造原酒的口感稳定性差,产品风味物质与酒质不佳。本试验利用青稞酒独特的酿造微生物环境,通过分子生物技术选育出高产醇产酯的酿酒酵母,结合菌种中试扩培设备扩大培养出酵母菌液并应用于青稞酒酿造,通过对发酵过程酒醅与原酒理化指标、原酒产量、原酒斤酒耗粮、出酒率、优级率、感官品评综合分析,研究应用高产乙醇酿酒酵母对青稞酒产量、酒质的影响。
1 材料与方法
1.1 材料、试剂及仪器
酿酒菌种:酿酒酵母S.cerevisiaeQK6,菌种从青稞酒酿造环境筛选获得,QK6酿酒酵母有较高的产醇产酯能力。
仪器设备:超净工作台(VS-1300L-V),苏州安泰空气技术有限公司;高压灭菌锅(LDZF-50L),上海申安医疗机械厂;恒温恒湿培养箱(HSX-250HC),上海岛韩实业有限公司;全温摇瓶柜(HYG-A),常州恒隆仪器有限公司;电子天平(ME3002),梅特勒-托利多国际贸易有限公司公司;电子显微镜(BX53),奥林巴斯有限公司;一级种子罐(HB-JZ),济南汉博设备技术有限公司;扩培罐(HB-KP),济南汉博设备技术有限公司;糊化罐(HB-HH),济南汉博设备技术有限公司;糖化罐(HB-TZ),济南汉博设备技术有限公司;过滤罐(HB-GX),济南汉博设备技术有限公司。
1.2 酵母培养基制备与试剂
1.2.1 培养基
WL 培养基:酵母粉2 g、蛋白胨2.5 g、葡糖糖2.5 g、琼脂10 g、青霉素500 μL、链霉素500 μL、曲拉通1 mL。
麦芽汁培养基:青稞、麦芽、无菌水。
1.2.2 实验试剂
淀粉酶(上海化学试剂有限公司);糖化酶(上海化学试剂有限公司);无水乙醇(上海化学试剂有限公司);实验采用所有试剂均为国产分析纯。
1.2 实验方法
1.2.1 酵母扩培方法与工艺[5]
1.2.1.1 酵母扩培方法
菌种活化→一级三角瓶接种培养(4 L)→二级卡式罐接种培养(20 L)→三级种子罐青稞麦汁接种培养(80 L)→四级扩培罐青稞麦汁接种培养(380 L)→酵母菌液冷藏→鲜酵母应用于酿造车间,全流程无菌操作,卡式罐、种子罐、扩培罐蒸汽灭菌30 min。
1.2.1.2 酵母扩培工艺(图1)[2]

图1 酵母扩培工艺流程图
(1)麦汁制备[6]
糊化:青稞粉20 kg、麦芽粉10 kg、淀粉酶250 g、下料水90 L。
糖化:麦芽粉40 kg、下料水200 L。
(2)糊化过程全程开搅拌(糊化升温过程中沸腾后密闭保压),糖化罐下料,兑醪时手动开糖化搅拌。
(3)糊化兑醪结束后,清洗糊化罐,加热100 L水至78 ℃备用。
(4)糖化结束进行碘检,如分解不彻底,则适当延长糖化时间;糖化向过滤打料前,向过滤槽加热水至漫过筛板,打料后静置10 min 过滤,待麦汁清亮后打回流,然后过滤麦汁进糖化煮沸锅;过滤过程中滤速过慢,可开耕刀搅拌均匀静止后过滤,或自麦汁出口顶热水1 min,可开耕刀搅拌均匀静止后过滤。
(5)漩沉结束后,麦汁经薄板进入混合罐,过料过程中不降温。
(6)混合罐蒸汽灭菌100~105 ℃(沸腾后保压),30 min。
(7)种子罐、扩培罐空罐蒸汽灭菌:蒸汽压力0.05 MPa,灭菌30 min,通无菌氧气备压至0.05 MPa,降温备用。
(8)管道提前蒸汽灭菌后,将混合罐灭菌后的麦汁倒入种子罐100 L,2 个扩培罐各150~200 L,降温备用接种培养。
(9)种子罐培养完成后向2 个扩培罐中各接种50 L,30 ℃培养,培养完毕,种子罐用无菌氧气背压,压入储存罐降温至0 ℃。
(10)各罐接种过程中所用管道用蒸汽灭菌30 min,接头处用75 %酒精喷雾擦拭灭菌,避免杂菌污染。
(11)对接种扩大培养的酵母鲜菌液在冷藏灌-4 ℃保存。
1.2.2 酵母应用方法与工艺
1.2.2.1 青稞酒酿酒酵母应用及酿造工艺(图2)

图2 青稞酒酿造工艺流程图
互助青稞酒的酿造工艺可概括为“清蒸清烧四次清”,发酵窖池为花岗岩制成的条石窖。原料蒸煮50 min左右,并在蒸煮过程中加入一定比例的水做闷头浆,蒸煮后的粮醅扬冷加入大曲、QK6 酵母等糖化发酵剂及适量的谷糠,翻拌均匀入窖发酵。粮醅从入窖发酵到出窖蒸馏、出甑散冷、拌糠、加曲至下一次入窖发酵的时间为一个发酵周期,大米查、二米查发酵周期为25 d,三米查、四米查为15 d,从原粮投入到最后出糟为一轮次,合计80 d,整个发酵遵循“养大米查、保二米查、挤三米查、追四米查”的原则。为保证发酵的顺利进行,每轮次粮醅入窖前必须彻底清洗窖池,入窖后及时封窖、踩窖。达到发酵周期的酒醅进行蒸馏,蒸馏时采用不锈钢制作的甑锅和冷却器进行固态隔水单釜式蒸馏,经缓火蒸馏,掐头去尾,量质摘酒后分级贮存在陶缸和不锈钢罐中,基酒酒龄不少于1.5 年,调味酒酒龄不少于3年。基酒、调味酒经过分析、尝评、勾兑、调味后,最终形成互助青稞酒“青稞清香纯正、清雅怡悦,口感绵甜柔和、悠长”的特点。
1.2.2.2 酵母应用方法
高产乙醇酿酒酵母扩培后进行冷藏罐存放,在酿造车间粮醅蒸煮摊晾后加入。酵母数量以2×104CFU/mL 为添加标准,青稞酒发酵窖池每窖投粮为3 t,实验选择按3 个方案进行,发酵过程按时间节点进行取样检测,各方案选择取样窖池点为:方案一(11 排8 和5 排8)QK6 酵母菌液用量7 kg/窖;方案二(11 排3 和5 排3)酵母菌液用量10 kg/窖;方案三(4 排3 和10 排3)干酵母添加量0.3 kg/窖。通过对发酵过程酒醅理化指标、原酒产量、原酒斤酒耗粮、出酒率、优级率、原酒理化指标和感官品评综合分析,研究应用高产乙醇酿酒酵母对青稞酒产量、酒质的影响,具体酵母应用方法见表1。
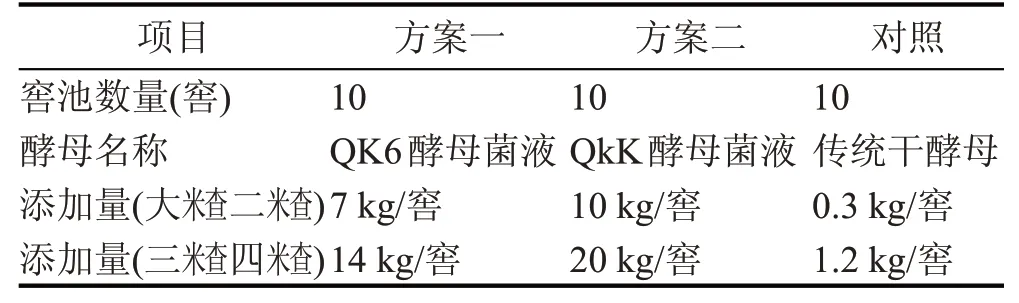
表1 酵母酿造应用方案
2 结果与分析
2.1 酵母扩培稳定性结果(图3)
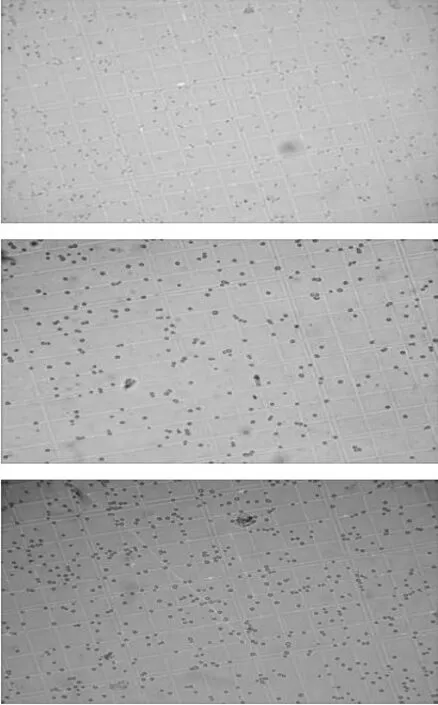
图3 电子显微镜酵母数量图
通过对酵母扩培过程三角瓶、种子罐、扩培罐逐级培养的菌种数量进行显微镜计数,酵母菌种数量能够稳定达到2.0×104CFU/mL,酿酒酵母投入酿造应用前菌种质量较佳。
2.2 发酵过程理化参数变化与分析
2.2.1 发酵过程温度变化结果(图4—图7)

图4 各方案大米查酿造过程中温度变化
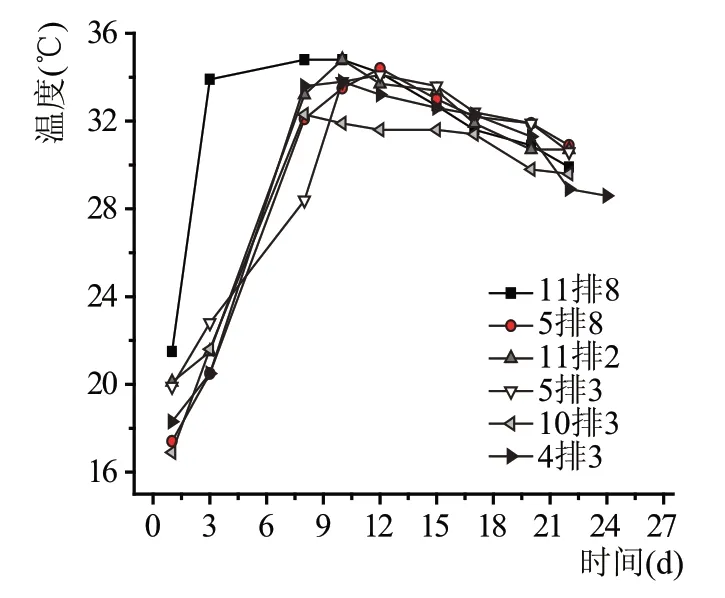
图5 各方案二米查酿造过程中温度变化
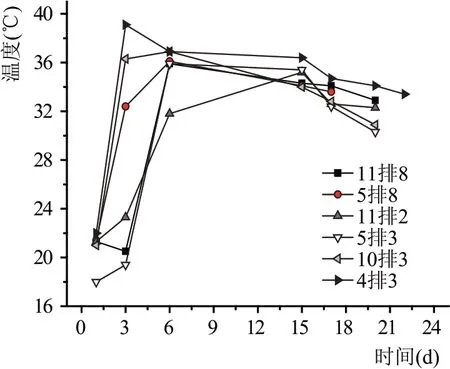
图6 各方案三米查酿造过程中温度变化

图7 各方案四米查酿造过程中温度变化
根据试验记录数据分析作出各方案试验窖在发酵周期内的温度变化曲线图,可以看出,3 个方案的发酵温度变化基本遵循“前缓、中挺、后缓落”的规律[8]。3 个方案的大米查酒醅温度在6~10 d 内达到顶温,正常入窖的窖池顶温为36~37 ℃;二米查酒醅在5~9 d 内达到顶温,发酵顶点温度为32~35 ℃。入窖温度高的窖池温度上升很快,其他窖池升温正常但回落比较缓慢,三米查升温更快,在3~5 d 内达到顶温,发酵顶点温度为36~38 ℃。四米查在3~6 d 内达到顶温,发酵顶点温度在36 ℃以上,个别窖池顶温超过40 ℃。
2.2.2 发酵过程酸度变化结果(图8—图11)

图8 各方案大米查酒醅发酵酸度变化图

图9 各方案二米查酒醅发酵酸度变化图
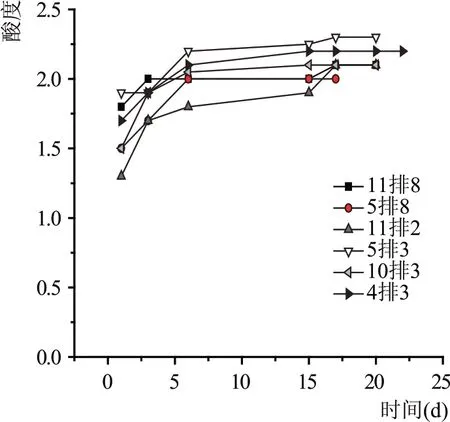
图10 各方案三米查酒醅发酵酸度变化图

图11 各方案四米查酒醅发酵酸度变化图
从酸度曲线变化图可以看出,在一米查发酵中3个方案窖池的酸度持续上升,入窖温度高的窖池升温快,酸度上升也快,发酵结束后酒醅酸度较高,出窖前期虽有所降低,但一米查酒醅出窖时的酸度值达到了2.0;而在二米查发酵中酸度波动较明显,入窖10 d左右,检测酸度已经达到了大米查酒出窖时的酸度值;三米查、四米查的酸度随着发酵天数的增多而上升,但是上升幅度均比较小。整个发酵过程中,酒醅中酸度随窖池温度上升而增加,温度上升快的产酸多。整个发酵过程中酸度波动较大,酸度值一直在1.2~3.55之间波动。
2.2.3 发酵过程酒精度变化结果(图12—图15)
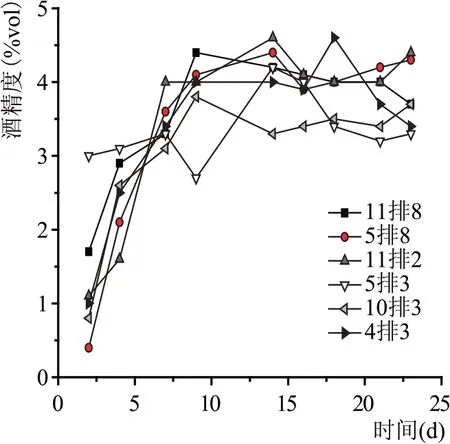
图12 各方案大米查酒醅发酵酒精度变化图
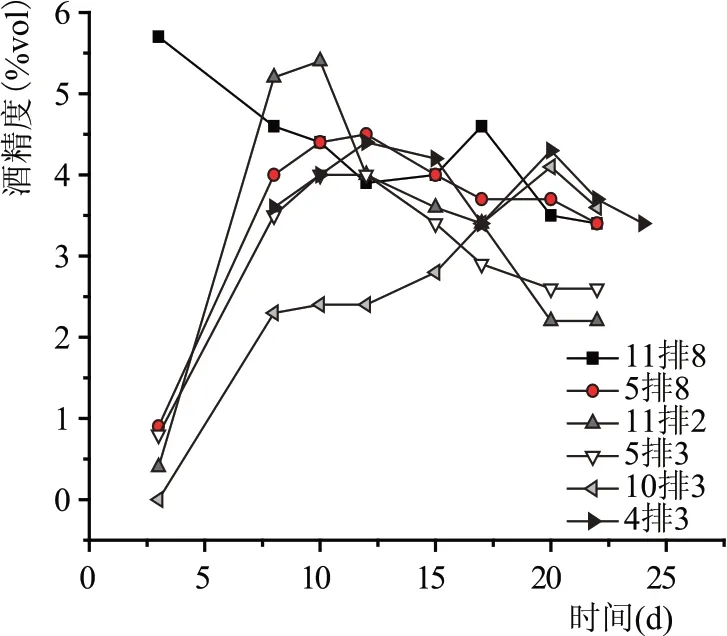
图13 各方案二米查酒醅发酵酒精度变化图
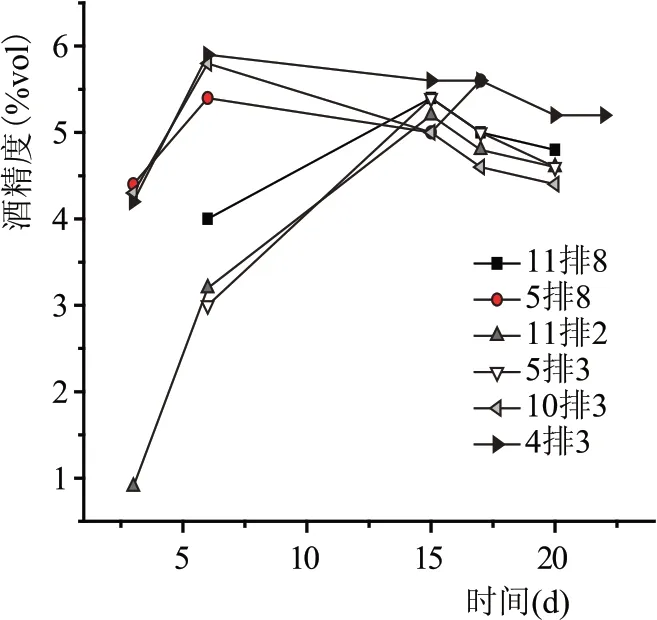
图14 各方案三米查酒醅发酵酒精度变化图
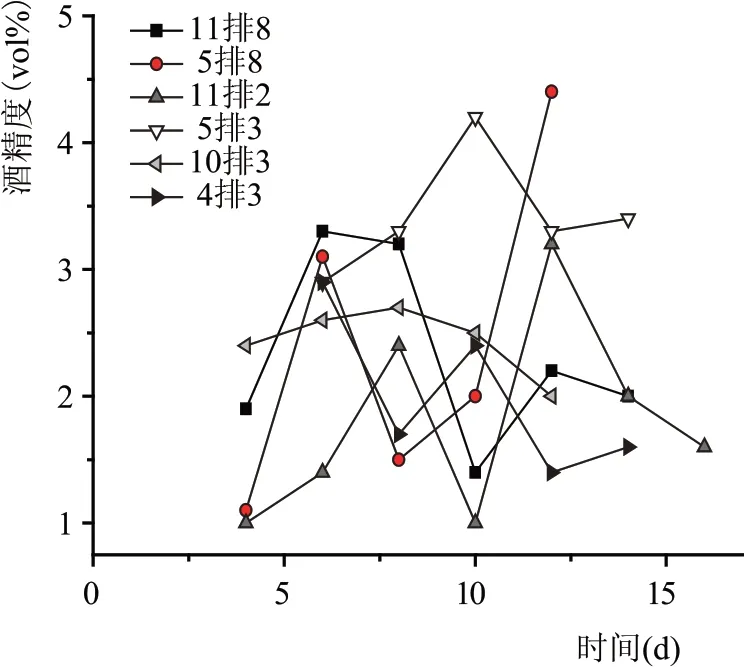
图15 各方案四米查酒醅发酵酒精度变化图
由图12—图15 可知,酒精含量在窖内整体呈上升趋势,符合发酵规律,仅有个别窖池的酒精度变化不稳定,但是后期降低的趋势在大米查和三米查中不是很明显,这和温度在窖内的变化是一致的。发酵中酸度前期上升快,后期平缓,前2 d 酵母处于生长繁殖阶段,酒精生成较少,酵母菌达到足够数量后进入酒精发酵阶段,在6~8 d后酒精度很快上升到最高值,然后在小范围内波动。发酵后期进入酯化期,消耗一部分酒精,酒精度会有所降低,但图12—图15 可看出,酒精度降低趋势不明显,即酯化阶段不理想。发酵酒醅中酒精成分含量的高低决定了所产原酒酒精度的高低及产量,方案一二米查中11 排8 号窖酒精度比较高,因为这窖入窖温度略高,窖池升温快,酒精度偏高,随着发酵天数的延长呈下降趋势。各方案四米查中酒精度的变化趋势非常不稳定,方案一较符合发酵规律。高温高酸的环境不适于酵母的生长繁殖,淀粉利用率比较低,产酒精量就低。
2.3 原酒产量结果与分析(图16—图17)
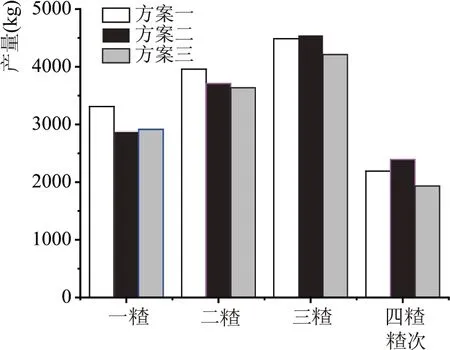
图16 各方案原酒不同米查次原酒产量

图17 各方案原酒总产量
从图16 不同米查次原酒产量和原酒总产量图17可看出:添加酿酒酵母菌液的方案一和方案二原酒产量高于对照方案三,对应的出酒率提高了2.77%~4.17%,方案一7 kg/窖酵母菌液的实验结果达到预期效果,而方案二10 kg/窖菌液的窖池出酒产量较低,可能是酵母菌液加入过量的原因,酵母数量过多,繁殖快、利用营养物质多,会影响出酒率,并不利于提高酒的产量和品质,所以酿造时加入7 kg/窖酵母菌液更有利于提高原酒出酒率及品质。
2.4 原酒斤酒耗粮、出酒率、优级率结果
从斤酒耗粮、出酒率、优级率分析表2 可以看出:方案三的斤酒耗粮最高,比方案一高0.21 斤;方案三的出酒率最低,而方案一出酒率比方案三高4.17 %,方案二出酒率比方案三高2.77 %;方案三的优级率也最高,方案三比方案一高2.6%,比方案二高2.86%。
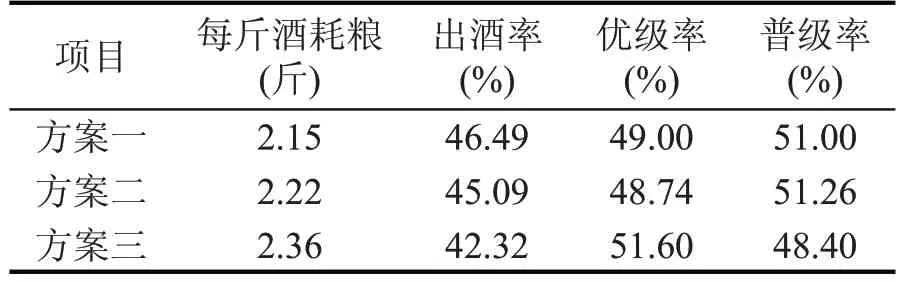
表2 原酒斤酒耗粮、出酒率、优级率结果
2.5 原酒理化指标分析(图18—图22)
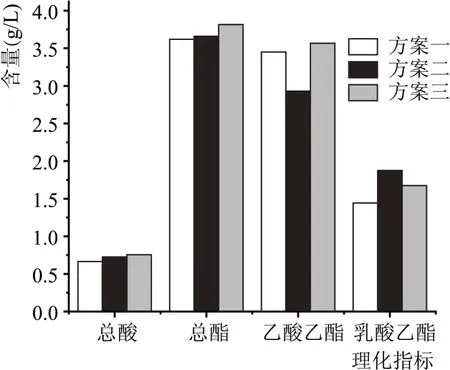
图18 大米查原酒理化指标平均值比较图
从以上分析图看出:在图18 大米查原酒中方案三的总酸、总酯、乙酸乙酯均高于方案一和方案二,方案一的乙酸乙酯含量高于方案二,方案二的乳酸乙酯和丁酸乙酯含量最高。在图19 二米查原酒中方案三的总酸、总酯、乳酸乙酯均最高,而方案一的总酸、乙酸乙酯、乳酸乙酯又高于方案二,方案一的乙酸乙酯含量最高,方案二的丁酸乙酯含量最高。在图20 三米查原酒中方案二的总酸、乳酸乙酯均较高,而方案一的总酸、总酯、乙酸乙酯、乳酸乙酯都略低,方案二的乳酸乙酯和方案二的丁酸乙酯含量最高。在图21 四米查原酒中方案二的总酸、总酯、乙酸乙酯、乳酸乙酯含量均较高,方案一总酯、乙酸乙酯、乳酸乙酯、丁酸乙酯含量最高。

图19 二米查原酒理化指标平均值比较图
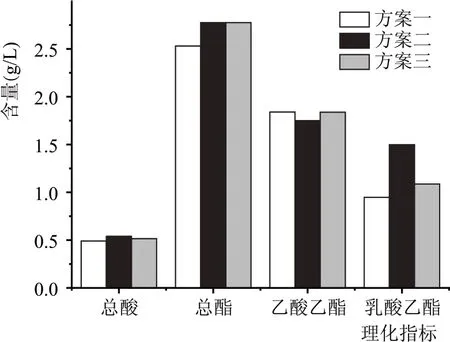
图20 三米查原酒理化指标平均值比较图
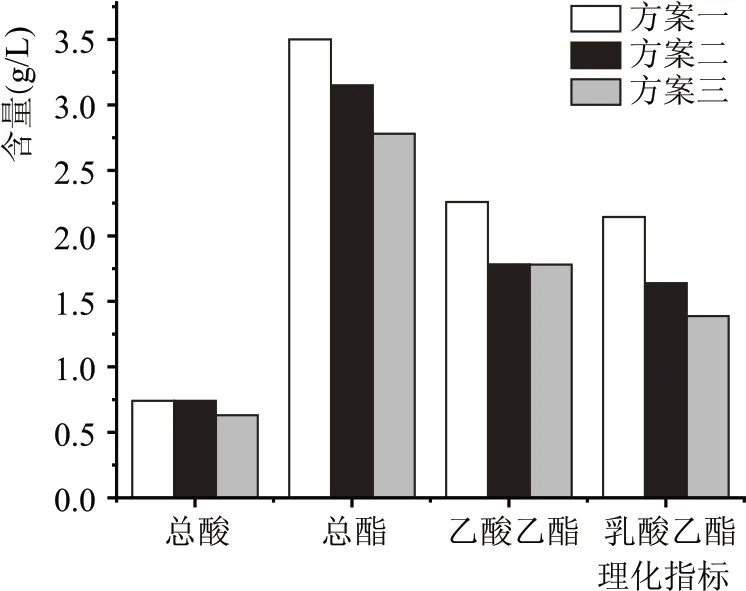
图21 四米查原酒理化指标平均值比较图

图22 各米查原酒丁酸乙酯含量平均值比较图
综合结果:方案一的乙酸乙酯含量最高,方案二的乳酸乙酯和丁酸乙酯含量最高,方案三中各理化指标含量不明显。
2.6 原酒感官品评结果
通过原酒感官品评,添加酵母菌液方案一和方案二香气清雅纯正、口感绵柔、酒体回甜较佳,整体优于对照组。见表3。
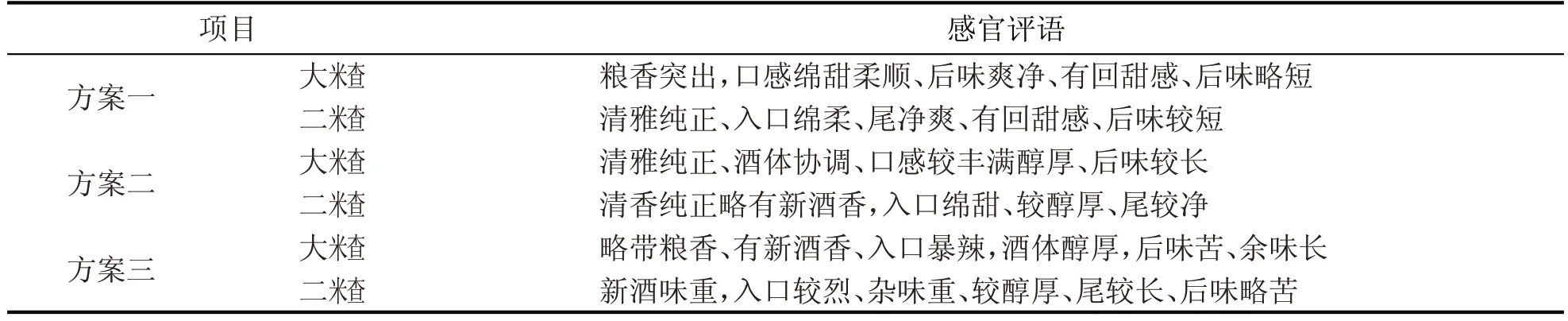
表3 原酒品评结果
3 结论
通过QK6 酿酒酵母扩大培养,酿酒酵母扩培后电子显微镜观察数量非常稳定,平均能够达到2×104CFU/mL。QK6 酵母在酿造车间投入生产应用后,酒醅发酵过程各理化参数稳定,符合正常的发酵规律。酒醅经发酵蒸馏后对原酒产量进行统计,其原酒产量比传统对照发酵提高了2.77 %~4.17%,斤酒耗粮降低了0.21%。原酒通过感官品评,添加酵母菌液方案的原酒香气清雅纯正、口感绵柔、酒体回甜较佳,对原酒的理化指标分析后发现乙酸乙酯、乳酸乙酯、丁酸乙酯都有所提升。QK6 酵母菌种的扩培和应用不仅提高了青稞酒产原酒的产量,节约了原料成本,而且对青稞酒产品品质有很大提升,QK6酿酒酵母的成功应用也为今后青稞酒多功能菌种的生产研究应用奠定了基础。