高走丝电火花线切割电极丝张力变化影响因素分析
2021-10-27王利利张海川李林喜
贾 婧 王利利 张海川 李林喜
(1.内蒙古工业大学航空学院,内蒙古 呼和浩特 010051;2.内蒙古工业大学工程训练教学部,内蒙古 呼和浩特 010051)
0 引言
电火花线切割加工精度高,可以加工各种高硬度、高脆性等难加工材料[1],且比较容易加工一些比较复杂的零件,在制造业方面得到了广泛应用,特别是在模具加工及制造方面[2]。高走丝电火花线切割机床的使用成本较低、性价比高[3],但对零件的加工精度稍差,为提高高走丝线切割机床对零件的加工精度,该文对其电极丝张力的控制进行研究。
为实现对电极丝张力的控制,该项目对教学部现有DK7740型高走丝线切割机床进行研究。该文首先对影响电极丝张力变化的因素进行分析,得出其主要影响因素。根据电极丝张力的变化规律,分析现有的张力控制装置,采取控制策略以满足恒张力的控制要求。
1 电极丝张力变化影响因素分析
加工过程中,影响线切割加工零件质量的因素较多,这些因素均会导致零件在切割后的加工精度和表面质量降低,其中最为明显的就是电极丝张力的变化及电极丝张力的不恒定[4-5]。影响电极丝张力变化产生的因素主要有2个方面:可控因素和不可控因素,一般来说,电极丝的预紧力、电极丝在加工过程中造成的磨损、贮丝筒的运动在加工过程中比较容易控住,均属于可控因素。有一些因素在加工过程中是不容易控制的,而且分析难度较大,例如由脉冲电源产生的电磁力干扰;导轮及贮丝筒高速旋转时产生的径向跳动;各类零部件在加工及安装过程中产生的精度误差的影响等,后续的研究过程中会进一步研究,文中不做详细分析。电极丝的预紧力、电极丝在加工过程中造成的磨损、贮丝筒的运动,这些因素对电极丝产生的具体影响,可以利用张力传感器进行分析,采取必要措施,降低张力值波动带来的不利影响。
1.1 预紧力变化的影响
高走丝电火花线切割机床贮丝筒做双向往复运动,其加工示意图如图1所示,电极丝的缠绕质量完全取决于人的技能水平和经验。电极丝缠绕的松紧程度和均匀程度没有明确的标准规定。目前为止,电极丝的初始张紧力对工件加工质量的影响是无法测量的,而且也是不恒定的。

图1 高速走丝机床加工示意图
为此,项目在进行过程中做了大量的实验, 线切割加工过程中,电极丝在张紧力的作用下会发生变形,变形量的大小会直接影响到切割零件的加工质量。项目在实验过程中,对在相同丝跨长度和运丝速度下,预紧力To从5N逐渐增加至10N时,经过多次试验研究,预紧力控制在10N时,在Y轴方向的偏移量较小,此时电极丝不容易断裂,可以非常有效地提高零件的切割质量。
1.2 电极丝磨损的影响
在线切割加工零件的过程中,随着加工时间的延长,电极丝逐渐会有磨损,直径减小,使丝架上电极丝的长度会变得更长,从而导致电极丝的张紧程度下降。由于该过程电极丝形成了一定的伸长量,因此,在计算张力值的变化量时,可通过电极丝的伸长量与张力的相互关系进行换算。试验所用的机床,贮丝筒直径D为160mm。电极丝磨损前后直径变化如图2所示,其中D为贮丝筒直径、d为电极丝直径、d1为磨损前电极丝直径、d2为磨损前电极丝直径。

图2 电极丝磨损前后变化
计算在贮丝筒上的缠绕电极丝长度时,横跨在丝架上及导轮间的长度对此影响不大,可以忽略不计,计算公式如式(1),其中n为缠绕在贮丝筒上的圈数,在多次实验过程中,取某次实验,贮丝筒的有效行程为150mm,钼丝直径为0.18mm,电极丝在贮丝筒上缠绕的圈数为n=150/0.18=833。

电极丝未被磨损时,其贮丝筒上缠绕丝的长度如下。

电极丝在加工过程中使用一段时间后,假设均匀磨损,d为磨损后的直径变化量,此时,贮丝筒上缠绕丝的长度如下。

由 (2)式和 (3)式可以得到电极丝磨损后电极丝的伸长量如下。

根据使用者的经验,电极丝在使用一段时间后磨损变化值d不大于0.01mm,如果电极丝的磨损量超过0.01mm时,电极丝易断丝。公式(4)计算如下。
ΔL=nπΔd=833×3.14 × 0.01=26.2mm
通过上述的实验计算可得,电极丝在磨损后,伸长量较大,电极丝的张力值非常容易变化。此时,如果不对电极丝进行重新紧丝,或者采取其他的控制方式,由于电极丝伸长量较大,线切割在切割过程松弛的电极丝发生抖动,丝振加剧,就会对切割零件的表面质量造成严重的影响,而且极易引起电极丝的断裂。
由于电极丝的弹性变形导致电极丝张力下降,变形量L值越大,电极丝张力值下降得越厉害,表示如下。

式中:T—电极丝张力的变化值;K—为电极丝的弹力系数,K取1500N/m; 负号表示所产生的张力值为下降值,与形变方向相反。
在极限条件下,按公式(5)可知弹力变化值T=-39.3N。而预紧力T0=10N,如果按磨损当量计算张力的变化值,磨损后电极丝将变得毫无张紧力可言。
通过上述分析可得:高走丝线切割加工过程中,电极丝做双向往复运动时,电极丝重复利用,导致电极丝磨损,电极丝张力下降,由于电极丝张力的变化,加工的稳定性降低,对切割零件的质量影响很大,使加工精度和表面粗糙度降低。
1.3 贮丝筒的运动的影响
高走丝电火花线切割机床贮丝筒为双向往复运动,电极丝在运动过程中需要换向,即在短时间内由正向变为反向[6-7],即便在换向后为非加工状态,但是由于速度在换向的一瞬间发生变化,产生了一定的惯性力,导致电极丝的振幅发生了变化,电极丝的张力发生了明显的波动。假设电极丝运丝速度为v,换向时所产生的加速度为

取换向过程中变化的一小部分长度为dL,其质量为dm=ρdL,ρ为电极丝的密度,则电极丝在换向时,所受张力值变化的数学表达式如下。

实验过程中,取不同的电极丝运丝速度值v,取相同的换向过程中电极丝的长度,电极丝直径不变为0.18mm,密度ρ为2.6×10-3kg/m,取不同的换向时间Δt。代入公式(7)进行多次实验。加工过程中,贮丝筒在换向时,不同的速度,对电极丝的张力造成不同程度的影响:(1)当电极丝的运丝速度较慢时,电极丝的变换时间较长,换向比较平稳,对电极丝张力的影响较小;(2)当电极丝的运丝速度较快时,电极丝的变换时间较短,换向比较快,电极丝的振幅较大,电极丝走丝平稳性差,对电极丝张力的影响很大。
2 电极丝张力值分析
2.1 张力传感器
针对上述分析情况,该实验采用张力传感器采集电极丝的张力值,张力传感器是一种将物理信号转换成可丈量信号的输出装置[8-9]。根据张力传感器在外力的作用下产生弹性变形的原理,粘贴在外表上的电阻应变片也随之变形,相应的丈量电路将电阻转换成电压或电流信号,从而完成外部信号的转换过程。张力传感器的原理是在称重传感器的根底上,应用2个张力传送部件来传送力,力传感器的内部构造固定在压电板中心区域的压电板垫片的一侧,压电基片位于压电板垫片另一侧边缘,并靠近压电板。实验过程中,通过多种传感器实验、比对,选择了三滑轮张力传感器,如图3所示,它是一种最常用的高精度线材带材张力测量传感器,由于它前端安装了3个导轮,所以称为三滑轮张力传感器。

图3 三滑轮张力传感器
2.2 张力值采集
将张力传感器外加搭建到走丝回路中,通过液晶屏对张力值进行观察。试验给定初始预紧力T0=10N 时,电极丝张力值分别采集t1、t2、t33个不同时间段的数值,t1、t2、t3分别为加工时间较短的数值、50工时后的数值、150工时后的数值。将t1、t2、t3采集到的数值进行比对,如图 4 所示,从电压波形图可以看出,传感器输出脉冲信号受到了干扰,用于分析张力值的变化情况十分不利,因此对这些电压信号进行后续处理。
图4 电压波形图
2.3 张力值分析
由于传感器输出脉冲信号受到了干扰,需要对传感器检测到的电压信号进行的滤波处理,通过多次试验最终选取中值滤波法,这种方法可以有效地消除偶然出现的脉冲干扰信号,降低采样值的误差。经过滤波处理后,得到如图5所示的电压波形图。
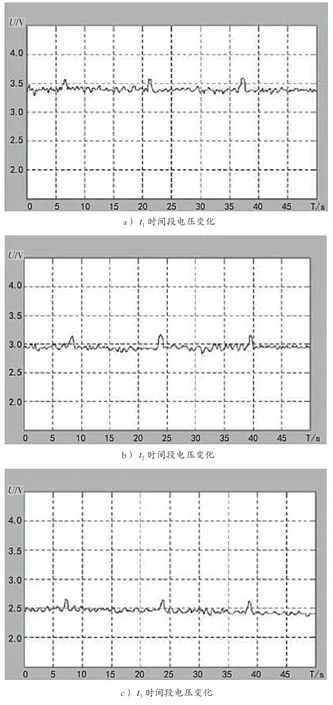
图5 丝速11m/s时不同时段张力值变化情况
在实验过程中,选取了最理想的数据,丝速取为11 m/s,初始预紧力为10N,得t1、t2、t3时间段电压平均值分别约为3.41V、2.93V、1.35V,可见,当加工时间较长时,张力值下降,电极丝磨损显著。因此,线切割加工在切割零件的过程中,为了降低张力值波动对零件加工质量的影响,必须要对电极丝的张力采取必要的控制措施或者进行相应的调节。
3 结论
该文详细分析了电极丝张力变化的影响因素:电极丝预紧力、电极丝磨损和贮丝筒运动。通过分析,明确了各因素对电极丝张力的具体影响作用;再利用三滑轮张力传感器对实验得出的张力值进行进一步检测、分析,对分析结果进行合理地处理,最终得出张力值的变化规律——电极丝丝速越快、电极丝磨损越大,对电极丝张力值的影响越大。在该项目后续的研究过程中,考虑设计一套恒张力控制机构,进行张力实时监测、调节,解决在加工过程中的张力变化问题,提高机床的加工速度和表面质量。
