硬质合金加工20CrMnTi 渗碳淬硬钢刀具磨损机理研究
2021-10-26王西彬朱宇宏
文 武, 王西彬, 夏 青, 朱宇宏, 王 营
(1.中机生产力促进中心, 北京 100044; 2. 北京理工大学 机械与车辆工程学院, 北京 100081)
0 引言
淬硬钢[1-2](硬度HRC55~65)是典型的耐磨结构材料[3-4](包括淬火钢、模具钢、轴承钢等),广泛用于制造各种对硬度和耐磨性要求较高的基础零部件。 这类工件材料经淬火后具有较高硬度,强度高,脆性大,导热性差,切削加工性极差,属于难加工材料,通常采用磨削工艺[5]进行半精加工和精加工,而磨削工序加工效率低,成本高,砂轮及磨削液消耗量大,粉尘和废液污染程度严重。
本文以某设备关键零件所用的20CrMnTi[6-7]渗碳淬硬钢为加工对象,针对现行加工效率低、产品质量难以保证的切削与磨削工序,通过高效低成本的干切削,优化加工工艺,试图研究出无污染(或污染轻)、高效率的切削加工工艺技术[8],以提高现行加工效率、加工质量,减少加工污染。
1 试验条件
1.1 硬质合金刀具的选择
硬质合金是目前车削加工主要的刀具材料, 硬质合金含有大量的碳化物,这些碳化物具有熔点高、硬度高、耐热性和化学稳定性好的特点, 又具有高的抗拉强度和断裂韧性,因此适合于硬切削时作刀具材料。 根据各种硬质合金刀具的性能和20CrMnTi 渗碳淬硬钢的加工特点,选择的硬质合金刀具其主要性能指标如表1 所示。

表1 所选硬质合金刀具牌号及性能
1.2 刀具角度的选择
前角γ0及倒棱的选择:淬硬钢的硬度和强度都很高,为加强刀刃强度,使刀具有较高的耐用度,必须选择零度前角,甚至负前角,本次取刀具的前角为γ0=0°,倒棱宽为bγ1=0.2mm,倒棱前角γ01=-10°。
后角α0的选择:为了提高刀具耐用度,选用较大后角,以减小刀具的磨损,本次选择刀具后角α0=10°。
主偏角κr的选择: 考虑到加工淬硬钢时径向分力Fy大,为减小Fy宜选用较大的主偏角,试验中取刀具的主偏角κr=75°。
刃倾角λs的选择: 加工淬硬钢应采用负的刃倾角,以使刀刃强度和实际前角增加,并保护刀尖不受冲击,试验中取刀具的刃倾角λs=-6°。
1.3 其它加工条件
机床:C6130 卧式车床(无级调速);
20CrMnTi 试件尺寸:Φ90mm×400mm;
试件硬度:HRC58-62;
润滑状态:干式切削。
2 实验结果
图1 是硬质合金刀具YT726 的磨损曲线, 取磨钝标准为vB=0.3mm,当切削速度V=25m/min 时,刀具的耐用度为16 min;当切削速度提高到30m/min 时,刀具的耐用度为10 min;当切削速度达到35m/min 时,刀具的耐用度为7 min,可见切削速度对刀具耐用度的影响较大,且切削速度提高YT726 刀具的耐用度下降较快。
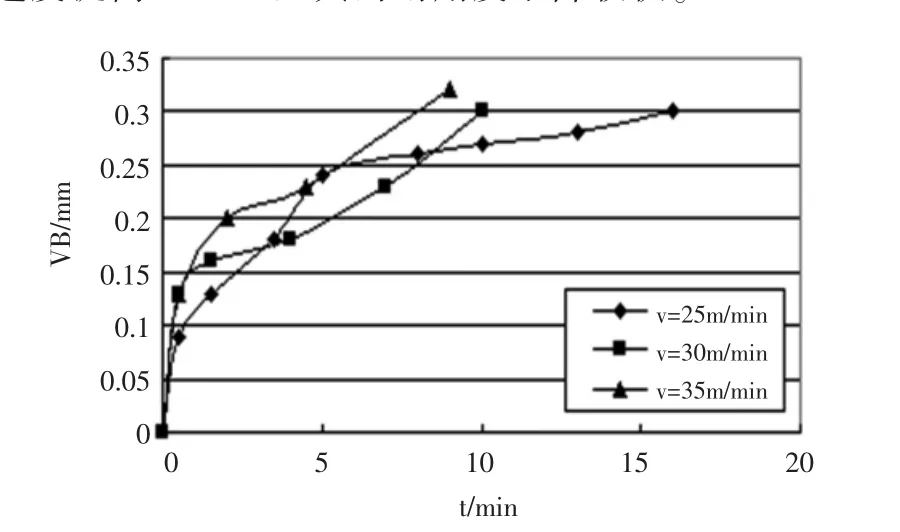
图1 硬质合金刀具YT726 磨损曲线(切削用量:ap=0.3mm、f=0.15mm/r)
图2 是在扫描电子显微镜下拍摄到的硬质合金刀具YT726 前刀面上的磨损形貌,磨损区表面很光滑,其它磨损区有加工纹理, 前刀面磨损宽度在0.3~0.40mm 之间,长度约为1mm,磨损深度较小,且整个磨损区磨损深度变化不大,月牙洼形态不明显,有这种较特殊磨损形貌是因为材料硬度大,切削温度高,硬质合金的耐热性不够,使得参与磨损的所有区域均匀磨损,切屑较长,使得磨损区域较大,图中还可看到有粘结现象发生。
图3 是硬质合金刀具YT726 后刀面的磨损形貌,从图中可以看到后刀面上存在着狭长的以机械磨损为主的磨损带,磨损带上各点的磨损比较均匀,此时刀具正处于正常磨损阶段,磨损量vB 约为0.15mm。

图3 YT726 后刀面的磨损形貌(SEM 200×)
从图4 可以看出硬质合金刀具YT726 的基体上主要含有Ti、Co、C、W 等元素和微量的Cr、Fe 等元素。 由图5(a)和表2 可知:硬质合金刀具YT726 前刀面磨损区与刀具基体比较,Cr、Ti 、Fe 等元素的含量都有了较大幅度的提高,分别达到了1.36%、2.28 %和58.65%,出现了0.63%的Mn 元素,而Co、W、C等元素的含量有了大幅度的下降,分别降到了0.95%、35.59%和0.33%。 由图5(b) 和表2 可知:硬质合金刀具YT798后刀面磨损区与刀具 基 体 比 较,Ti、Fe元素的含量有较大幅度的提高,分别达到了3.01%和40.57%,出现了0.81%的Mn 元素,而Co、W、C 等元素的含量有了大幅度的下降,分别降到了2.45%、41.88 %和1.35%。 从以上数据可知, 刀具的前、后刀面磨损区都发生了严重的扩散磨损,硬质合金中Co、W、C 等元素向切屑和工件中扩散,工件中Cr、Ti 、Fe、Mn 等元素向硬质合金中扩散,形成了新的低硬度、高脆性的复合化合物,又由于Co 的扩散,WC、TiC 等碳化物因粘结剂Co 的减少而降低其与基体的粘结强度,从而加速了刀具的磨损。

表2 硬质合金刀具YT726 磨损区的化学成分(%)
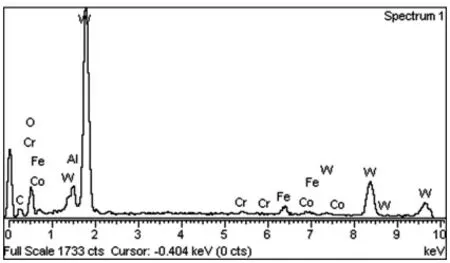
图4 硬质合金刀具YT726 基体元素含量的能谱分析
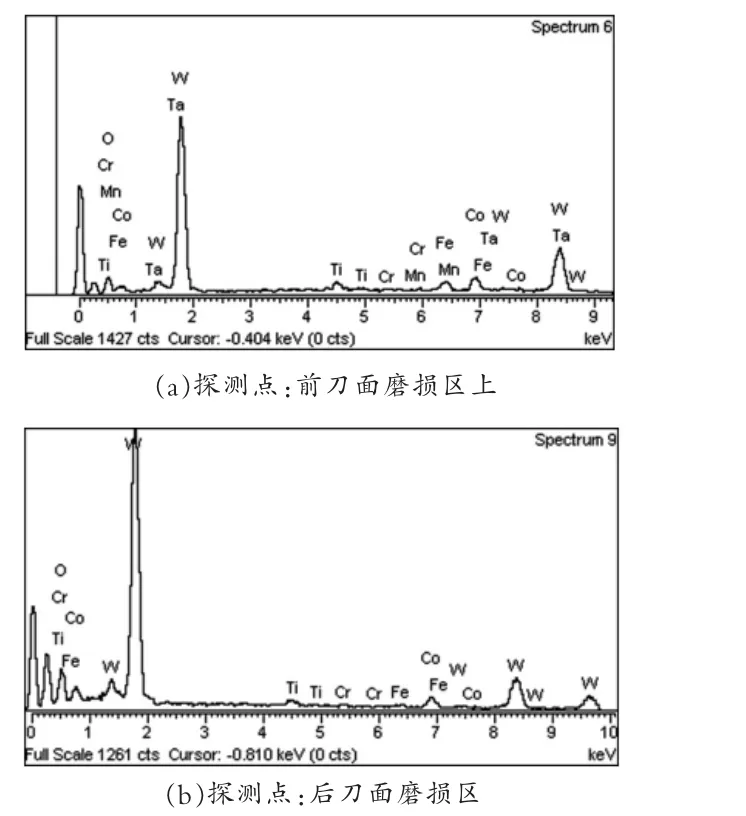
图5 硬质合金刀具YT726 磨损区元素含量的能谱分析
用硬质合金刀具干车削渗碳淬硬钢20CrMnTi 时,刀具的磨损机理除磨料磨损以外, 主要是粘结磨损和扩散磨损。
3 结论
使用硬质合金刀具YT726 加工渗碳淬硬钢20CrMn-Ti,可以得出以下结论:
(1)通过对硬质合金刀具YT726 的磨损形貌分析,结果表明:刀具的前刀面发生了形态不明显的月牙洼磨损,后刀面存在着狭长的以机械磨损为主的带状磨损, 刀尖部位出现了破碎。
(2)对硬质合金刀具YT726 的基体和前、后刀面磨损区进行了元素含量的能谱分析,结果表明:刀具基体中的Co、W、C 等元素的含量有不同程度的下降,刀具前、后刀面磨损区含有来自于工件材料的Cr、Ti 、Fe、Mn 等元素,刀具的磨损机理除磨料磨损以外, 还发生了粘结磨损和扩散迁移磨损。