黄精糖化和发酵工艺优化
2021-10-20叶文峰王紫薇于苗苗关爱国
叶文峰,王紫薇,于苗苗,关爱国
1. 宜春学院化学与生物工程学院(宜春 336000);2. 江西科技职业学院(南昌 330200)
黄精是一种药食同源的滋补佳品,主要有降低血糖和血脂、调节免疫力、抗炎抗菌等作用[1-3],常用于功能食品的开发。我国黄精资源丰富,目前对黄精的研究多以黄精化学成分、药理作用及黄精多糖功效等为主,对黄精深加工工艺的研究还处于起步阶段[4]。目前,市场上已出现胶囊、糖浆、茶、面膜等产品,如“可溶性黄精红景天功能食品”[5],但关于黄精利用乳酸菌发酵的饮料这方面的研究还比较少[6]。服用生黄精时,口腔有麻味,对咽喉有刺激[7],处理不当无法最大程度发挥其功效。根据现有研究,目前处理黄精的方法主要有干燥法、煮制法、蒸制法,但这些加工方法会使黄精中水溶性成分流失,损失较大[8]。而与传统加工法相比,发酵法对提高黄精抗氧化能力及降低刺激性更为突出,且能最大限度地保留黄精中的有效成分[9]。
黄精化学成分中含量最多的是糖类物质,其中淀粉含量为25.1%[10],糖化酶可以将淀粉分解为还原糖,利于乳酸菌吸收利用[11],促进乳酸菌生长繁殖,提高发酵产物的积累。发酵起到破壁作用,促进活性物质溶出[12]。黄精发酵后可降低食用黄精后口腔的麻感,减轻对咽喉的刺激,同时使代谢产物之间相互协调,可改善产品风味,提高产品营养价值。试验以鲜黄精为原料,优化糖化工艺和发酵工艺,为黄精发酵饮料的开发提供参考[13]。
1 材料、试剂及设备
1.1 材料与试剂
黄精(新鲜饱满、棕黄色、无损坏);保加利亚乳杆菌(校生物实验室培养);糖化酶(20万 U/g);脱脂乳粉、琼脂、柠檬酸(食品级,符合国家国标标准);3, 5-二硝基水杨酸、氢氧化钠酒石酸钾钠、苯酚、亚硫酸钠、无水葡萄糖(均为分析纯);MRS培养基(保加利亚乳杆菌培养)。
1.2 仪器与设备
超净工作台(SW-CJ-2FD,苏州安泰空气技术有限公司);紫外分光光度计(UV-752N,上海佑科仪器仪表有限公司);数电热恒温干燥箱(202-A型,上海阳光实验仪器有限公司);生化培养箱(上海新苗医疗器械制造有限公司);高压蒸汽灭菌锅(宁波久兴医疗器械有限公司)。
2 试验方法
2.1 黄精糖化试验
2.1.1 还原糖测定
2.1.1.1 还原糖测定方法
3, 5-二硝基水杨酸(DNS)法测还原糖是一种准确性高、重现性好的方法[14],经常被人们使用。还原糖含量计算公式:还原糖=查曲线所得水解后还原糖毫克数×稀释倍数/样品毫克数×100%[15]。
2.1.1.2 标准葡萄糖曲线的绘制
无水葡萄糖烘干(105 ℃)至恒重,准确称取133.0 mg,溶解,定容至100 mL,即得标准葡萄糖溶液,质量浓度为1.33 g/L。
准确量取0,0.1,0.2,0.3,0.4和0.5 mL标准葡萄糖溶液于6个20 mL具塞试管中,补入蒸馏水至1 mL,加入2 mL DNS试液,摇匀后置沸水中保温5 min,取出后用流水冷却至室温,加蒸馏水至10 mL,摇匀,即得标准曲线待测液。以0号试管为对照,测定标准葡萄糖溶液在540 nm波长处的吸光度。纵坐标表示吸光度,横坐标表示葡萄糖质量浓度,绘制标准曲线,得到的标准曲线为Y=15.147X-0.130 6(r=0.999 6),其在0.068~0.876 mg范围内线性关系良好[16]。葡萄糖标准曲线见图1。

图1 葡萄糖标准曲线
2.1.1.3 样品中还原糖含量的测定
以糖化液为样品,参照2.1.1.2中的方法进行测定。
2.1.2 黄精糖化工艺
黄精清洗去皮→打浆→糊化→调节pH→糖化→黄精糖化液→测定糖化液还原糖含量 糖化酶↗
2.1.3 单因素试验
通过预试验可知料液比、糖化时间、糖化酶添加量对糖化工艺的影响较大,故选择这3个因素进行单因素试验。
2.1.3.1 料液比对黄精糖化试验的影响
将黄精按照不同的料液比(1∶10,1∶20,1∶30,1∶40和1∶50 g/mL)进行打浆,用柠檬酸调节pH至4,加入2%的糖化酶,在60 ℃的水浴锅中放置3 h,糖化完成后煮沸灭酶。依照标准葡萄糖测定方法测定不同料液比时黄精糖化液的还原糖含量。
2.1.3.2 糖化时间对黄精糖化试验的影响
黄精以料液比1∶30(g/mL)打浆,用柠檬酸调节pH至4,在水浴锅中加热至60 ℃,加入2%的糖化酶,设定糖化时间2,3,4,5和6 h,糖化完成后煮沸使酶丧失活性。按照标准葡萄糖的方法测定不同糖化时间下黄精糖化液的还原糖含量。
2.1.3.3 糖化酶添加量对黄精糖化试验的影响
取黄精以料液比1∶30(g/mL)打浆,柠檬酸调节pH至4,加入1%,1.5%,2%,2.5%和3%的糖化酶,在60 ℃的水浴锅中糖化3 h,糖化完成,测定不同酶添加量下黄精糖化液的还原糖含量。
2.1.4 黄精糖化工艺正交试验
在单因素试验的基础上,选取每个因素的水平范围,设计正交试验,见表1,确定黄精糖化最优条件。

表1 黄精糖化正交试验因素水平表
2.2 黄精发酵液发酵工艺优化试验
2.2.1 菌种的活化[17]
选用保加利亚乳杆菌作为发酵剂制备的菌种,将生理盐水和保加利亚乳杆菌冻干粉的混合溶液接种在MRS固体培养基中,在37 ℃的恒温培养箱中培养,直到菌苔布满1/2以上培养皿为止。配制10%脱脂乳,与其他仪器一起在高压蒸汽灭菌锅中杀菌,放入超净工作台中冷却。用接种环挑取MRS培养基上的乳酸杆菌,将其接种到灭菌脱脂乳中,放入37 ℃恒温培养箱中培养至凝乳,然后再将锥形瓶中菌种接种于10%脱脂乳中培养。经3~5次活化,最后凝固时间在5 h内认为是活化完成。
2.2.2 菌种的驯化[18-19]
为了使乳酸菌能够在黄精糖化液中更好地生长,必须对菌种进行驯化。驯化方法参照文献[18]中的方法,活化后的菌种以3%的接种量接种于不同比例混合的黄精糖化液和脱脂乳培养基中。逐渐增加黄精糖化液的比例,驯化3~5次,直到乳酸菌能在低含量脱脂乳粉存在的黄精糖化液中正常生长,驯化后的菌种放入0~4 ℃的冰箱中保存。
2.2.3 黄精发酵单因素试验
经查阅资料了解到发酵时间、发酵剂添加量及奶粉添加量对发酵工艺的影响比较明显,故选这三个因素做单因素试验。
2.2.3.1 发酵时间对黄精糖化液发酵试验的影响
各取30 mL黄精糖化液置于5个锥形瓶中,加入0.2%的脱脂乳粉后摇匀,放入高压蒸汽灭菌锅中灭菌15 min,取出放入超净工作台中冷却,接入5%的菌种,摇匀,在37 ℃的恒温培养箱中分别培养10,12,14,16和18 h,取出放入0~4 ℃的冰箱中保存,以待后续感官评价。
2.2.3.2 发酵剂添加量对黄精糖化液发酵试验的影响
取5个锥形瓶,各加入30 mL黄精糖化液,加入0.2%的脱脂乳粉,摇匀,灭菌,冷却,各接种3%,4%,5%,6%和7%的发酵剂,摇匀后放入37 ℃恒温培养箱中培养14 h后取出,存放于0~4 ℃的冰箱中备用。
2.2.3.3 脱脂乳粉添加量对黄精糖化液发酵试验的影响
取5个锥形瓶,各加入30 mL黄精糖化液,再依次加入0,0.1%,0.2%,0.3%和0.4%的脱脂乳粉,摇匀后灭菌,取出放入超净工作台冷却,接种5%的发酵剂,摇匀后放入37 ℃恒温培养箱中培养14 h后取出,放于0~4 ℃的冰箱中备用。
2.2.4 响应面法优化黄精发酵液工艺条件
以响应值为感官评分,在发酵单因素试验的基础上,选取发酵时间、脱脂奶粉添加量和发酵剂添加量为考察因素,设计响应面试验,试验因素和水平见表2。

表2 响应面优化黄精发酵的因素与水平
2.2.5 感官评分标准
选择20名无特殊口味偏好的食品专业学生对黄精发酵液进行感官评定,满分为100分,具体评分标准参考文献[13],详见表3。

表3 黄精发酵液感官评分标准
3 试验结果分析
3.1 黄精糖化工艺结果分析
3.1.1 料液比单因素试验结果由图2可知,随着黄精中加水量的增加,还原糖含量先增加后减少,当料液比为1∶30(g/mL)时还原糖含量最高。黄精浆中加水量低,黄精浆过于黏稠,溶出的可利用物过少,不利于糖化;加水量过多,原料过度稀释,也不利于糖化。故选取料液比1∶20,1∶30和1∶40(g/mL)为三水平做优化试验。

图2 料液比对糖化试验的影响
3.1.2 糖化酶添加量单因素试验
由图3可知,糖化酶添加量在2%时,糖化液的还原糖含量最高。随着糖化酶添加量增加,还原糖含量变化不明显,这是由于一定量底物存在与之相适应的最大酶用量,若存在过多的酶,则无法与底物结合,不能提高还原糖含量。故选择酶添加量1.5%,2%和2.5%为三水平做优化试验。

图3 糖化酶添加量对糖化试验的影响
3.1.3 糖化时间单因素试验
由图4可以看出,还原糖含量随着糖化时间的增加而不断增加,到4 h时达到最大,之后趋于稳定,这是由于一定量黄精中的可利用物质完全与糖化酶的活性中心结合需要一定的时间,底物与酶完全结合后产物的量趋于稳定。故选取3,4和5 h为三水平做优化试验。

图4 糖化时间对糖化试验的影响
3.1.4 糖化工艺优化试验结果及分析
由表4可以看出,黄精糖化最佳工艺为A3B2C3,即料液比1∶40(g/mL),糖化酶添加量2%,糖化时间5 h。由极差分析得到影响因素C>B>A,糖化时间显著性最高,其次是糖化酶添加量,显著性最低的是料液比。为了进一步确定试验结果,按照最优条件进行黄精糖化验证试验,糖化液中还原糖含量为22.46%,正交优化结果可信。所以,黄精糖化试验最佳条件为料液比1∶40(g/mL)、糖化酶添加量2%、糖化时间5 h。

表4 黄精糖化工艺优化试验结果
3.2 发酵试验结果
3.2.1 发酵时间的确定
由图5可以看出,发酵时间从10 h到14 h,感官评分逐渐上升,到14 h时感官评分达到最高,随后又逐渐降低。这是因为开始阶段乳杆菌细胞数不足,无法充分利用培养基中营养物质,发酵产物和风味物质形成较少,气味寡淡,残渣较多,颜色透亮度低;随着发酵时间的延长,14 h时发酵液各方面均达到最优,这时发酵时间再延长,培养基中营养物质减少,次生代谢产物积累会不利于菌体生长[20],甚至出现酸甜不协调的情况,因此选定12,14和16 h为响应面设计的三水平。

图5 发酵时间对发酵结果的影响
3.2.2 发酵剂添加量的确定
由图6可知,感官评分随着发酵剂添加量的增加出现先增大后降低的变化情况,在4%时感官评分达到最大。这是由于接种量不足,菌体生长达到高峰时间延长,培养基利用率低,产物合成滞后,接种量过大会使菌体生长加快,培养基黏度增加,影响产物合成,从而影响产品质量。故选取3%,4%和5%为响应面设计的三水平。

图6 发酵剂添加量对发酵试验的影响
3.2.3 奶粉添加量的确定
奶粉可以提供氮源和少量乳糖,适当的添加量可以提高发酵液品质。由图7可知,感官评分随着奶粉添加量的增加而上升,在添加量0.2%时感官评分达到最大,之后随着奶粉添加量的增加,感官评分呈下降趋势。过低的奶粉添加量不足维持乳酸菌的生长繁殖,过多的奶粉添加量会使发酵液发酵过度,产酸过量,产生不良气味。选择0.1%,0.2%和0.3%为响应面设计的水平。
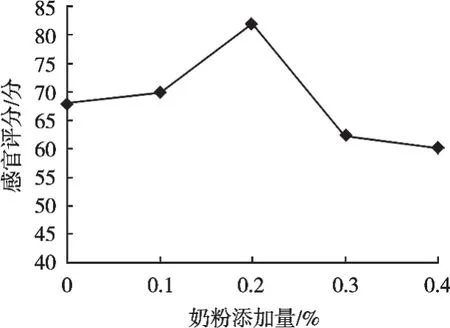
图7 奶粉添加量对发酵试验的影响
3.2.4 响应面优化黄精发酵工艺
根据发酵试验单因素结果,选取发酵时间、脱脂奶粉添加量和发酵剂添加量为影响因素,以黄精发酵液的感官评分为响应值,设计响应面试验,试验设计及结果分析见表5,回归模型方差分析结果见表6。

表5 发酵试验设计及结果
由响应面试验结果对各因素进行拟合,得到多元回归方程:
感官评分=+81.20-2.75A-0.50B-4.00C-2.75AB-1.25AC+2.75BC-1.47A2-4.47B2-3.48C2
由表6可知,该模型方程p<0.01,有极显著性影响,失拟项p=0.070 6>0.05,无显著性,说明无失拟因素存在。由F检验可知,一次项中发酵时间(A)和脱脂奶粉添加量(C)的p<0.01,表明这两个因素对黄精发酵工艺的优化具有十分显著影响;交互项中发酵时间与发酵剂添加量(AB)、发酵剂添加量与脱脂乳粉添加量(BC)之间的交互项p<0.05,说明这两组交互项对黄精发酵工艺的感官优化有显著影响;在二次项中,发酵剂接种量的p<0.01,表明发酵剂添加量对优化发酵工艺有极显著影响,脱脂奶粉添加量的p<0.05,表明其对黄精发酵工艺的优化具有显著影响;其他因素p>0.05,影响不显著。

表6 回归模型方差分析
3.2.5 响应面与等高线结果分析
当固定两个因素时,黄精发酵液的感官评分随着第三个因素的增加呈现先变大后变小的趋势,曲面的顶点即为最优因素条件,响应面的陡峭程度及等高线的形状反映两因素间交互作用的显著性[22]。从图8~图10可以看出,发酵时间(A)与发酵剂量(B),发酵剂量(B)与奶粉添加量(C)这两组交互作用对感官评分的影响显著,而发酵时间(A)与奶粉添加量(C)的曲面相对平缓且对应等高线偏圆,说明AC项交互作用对黄精发酵液感官评分影响较小。

图8 发酵时间与发酵剂添加量的响应面及等高线分析图

图9 发酵时间与奶粉添加量的响应面及等高线分析图

图10 发酵剂添加量与奶粉量的响应面及等高线分析图
3.2.6 黄精发酵最佳工艺及验证试验
由响应面软件分析得最优工艺条件:发酵时间
12.31 h、发酵剂添加量4.08%、奶粉添加量0.16%,此次感官评分为83.121 6分。为了便于试验操作,对各参数稍作调整:发酵时间12.5 h、发酵剂添加量4%、奶粉添加量0.2%。经过3组验证试验,感官评分为83.6分,与理论预测值接近,说明经优化该发酵工艺具有可行性。
4 结论
通过正交试验对黄精糖化工艺进行优化,得到最佳糖化工艺条件:料液比1∶40(g/mL)、糖化酶添加量2%、糖化时间5 h,按此工艺可得到还原糖含量为22.46%的糖化液,原料利用率得到提高。通过响应面试验对黄精发酵工艺进行优化,得到最优的发酵工艺条件:发酵剂添加量4%、奶粉添加量0.2%、发酵时间12.5 h,按此工艺可得到组织均匀、澄清透亮、香味浓郁的黄精发酵液。