磨料有序排布电镀砂轮的制备及其把持力研究
2021-10-09赫青山杨天标刘天立赵延军崔仲鸣
赫青山 杨天标 刘天立 赵延军 崔仲鸣
1.郑州磨料磨具磨削研究所有限公司超硬材料磨具国家重点实验室,郑州,4500012.河南工业大学机电工程学院,郑州,450001
0 引言
电镀砂轮工具凭借超硬磨料在硬度、耐磨性上的绝对优势,以及型面精度保持性好、结构强度高等优点,在高速/超高速磨削、高效深切磨削加工中占据重要地位[1]。但传统电镀砂轮工作面上的磨料密集、无规则排布,导致加工中易出现砂轮堵塞与磨削高温,影响零件的加工质量和加工效率,严重时还会造成砂轮过早失效[2]。
对单层超硬磨料砂轮而言,应用磨料有序排布技术可有效增大砂轮工作面容屑空间,减小磨削力,降低磨削温度,延长砂轮使用寿命,这已在钎焊砂轮应用中得到充分证实[3-6]。基于磨料有序排布的优点,国内外学者对电镀砂轮也开展了磨料有序排布的研究。AURICH等[7-8]采用仿真方法分析了磨料排布方式对磨削性能的影响,制备了磨料有序排布的电镀砂轮,磨削试验表明该砂轮可获得较高的材料去除率和较低的磨削温度,但磨料的胶黏方式不尽合理,加工时存在磨料脱落问题。YUAN等[9]运用激光掩膜制孔技术和电化学沉积技术研制出的磨料群(簇)可控排布电镀砂轮磨料群是单层或多层的结构,磨削试验表明该砂轮在减小磨削力、提高磨削加工质量、延长使用寿命上优于传统电镀砂轮,尽管磨料群有序排布确保砂轮工作面具有合理的容屑空间,但磨料群内的磨料仍为无规则排布。YU等[10-12]将仿生学中的叶序理论应用到磨料的有序排布图案设计中,结合掩模蚀刻法制备出磨料叶序排布电镀砂轮,研究结果表明,相对于其他有序排布方式,叶序排布能使砂轮的磨削性能进一步提升。此外,LUO等[13]采用光刻掩模技术和复合电铸技术研制出一种微磨料有序排布砂轮,并研究了该砂轮在硅片磨削中的磨损和磨削特性。毛聪等[14]采用激光束在砂轮基体工作面先加工出微细螺旋凹槽、再将凹槽填满环氧树脂并电镀的方法制备出磨料螺旋有序排布的电镀砂轮。不难发现,磨料有序排布技术在改善传统电镀砂轮容屑空间不足方面确有成效,但相关研究尚存在一些不足。
笔者采用压印式有序点胶与磨料微粘接的方法制备金刚石有序排布电镀砂轮,分析了胶点形态与磨粒之间形成有效粘接的条件,分析了双脉冲电镀工艺对镀层力学性能的影响规律以及磨料根部的微观界面特征,最终通过干磨削试验考察了磨料的把持力。
1 基于点胶微粘接磨料的有序排布原理
在电镀砂轮工作面实现磨料有序排布的工艺原理如下:首先采用压印的方法在砂轮基体表面进行有序点胶(具有导电性的胶水),胶点直径为磨料粒径的30%~50%;然后上砂,使磨料与胶点实现微粘接,并对胶进行热固化处理;最后将固结有磨料的砂轮基体进行电镀(镀层厚度约为磨料粒径的60%),其结构如图1所示。胶点面积微小,单个胶点位置基本仅能粘接一颗磨料。电镀时镍原子能在导电胶点表面沉积生长,这有利于保证镀层组织的均匀性并减少缺陷。就磨料的把持力大小而言,由于胶点在砂轮工作面上的面积占比小,因此,镀层与砂轮基体的结合强度、镀层自身的组织均匀性和力学性能、镀层对磨料的包埋厚度是影响磨料把持力的主要因素。
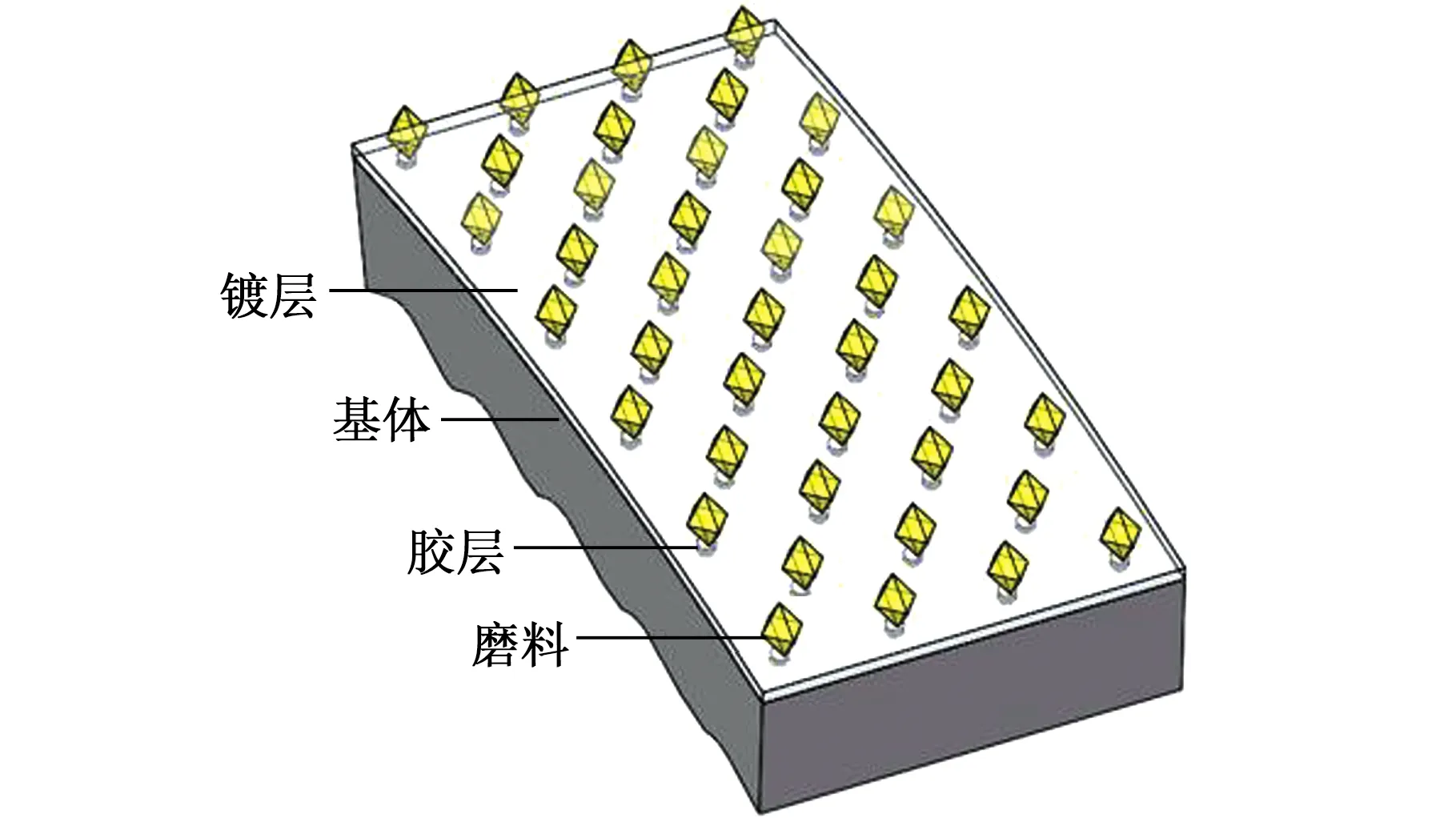
图1 磨料有序排布电镀砂轮结构
结合砂轮工作面上的磨料有序排布图案,笔者设计制备了一套压印点胶模具[15]。该模具的结构和工作原理类似印章,其中,压印板(1.5 mm厚的柔性硅胶)上的微孔通过激光制孔方法获得,为减小基体弧面对压印效果的影响,将压印长度设置为25 mm。整个砂轮工作面的点胶过程通过若干次连续压印完成。为保证砂轮基体的强度,导电胶的热固化温度设定在150 ℃以下,固化时间不超过60 min。
2 电镀金刚石砂轮制备方法与测试
2.1 有序点胶与上砂
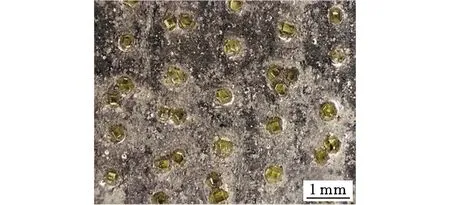
依据直径250 mm、工作面宽10 mm的砂轮基体,选用40目~50目粒度的金刚石磨料,对胶点的大小及其有序排布的图案进行设计,压印板制孔孔径为(0.15±0.01)mm。胶点沿砂轮轴线方向直线排列,直线方向的胶点间距为1 mm,直线方向上相邻两行胶点的间距为1.2 mm,且相邻直线方向上的胶点位置错开0.5 mm,如图2所示。
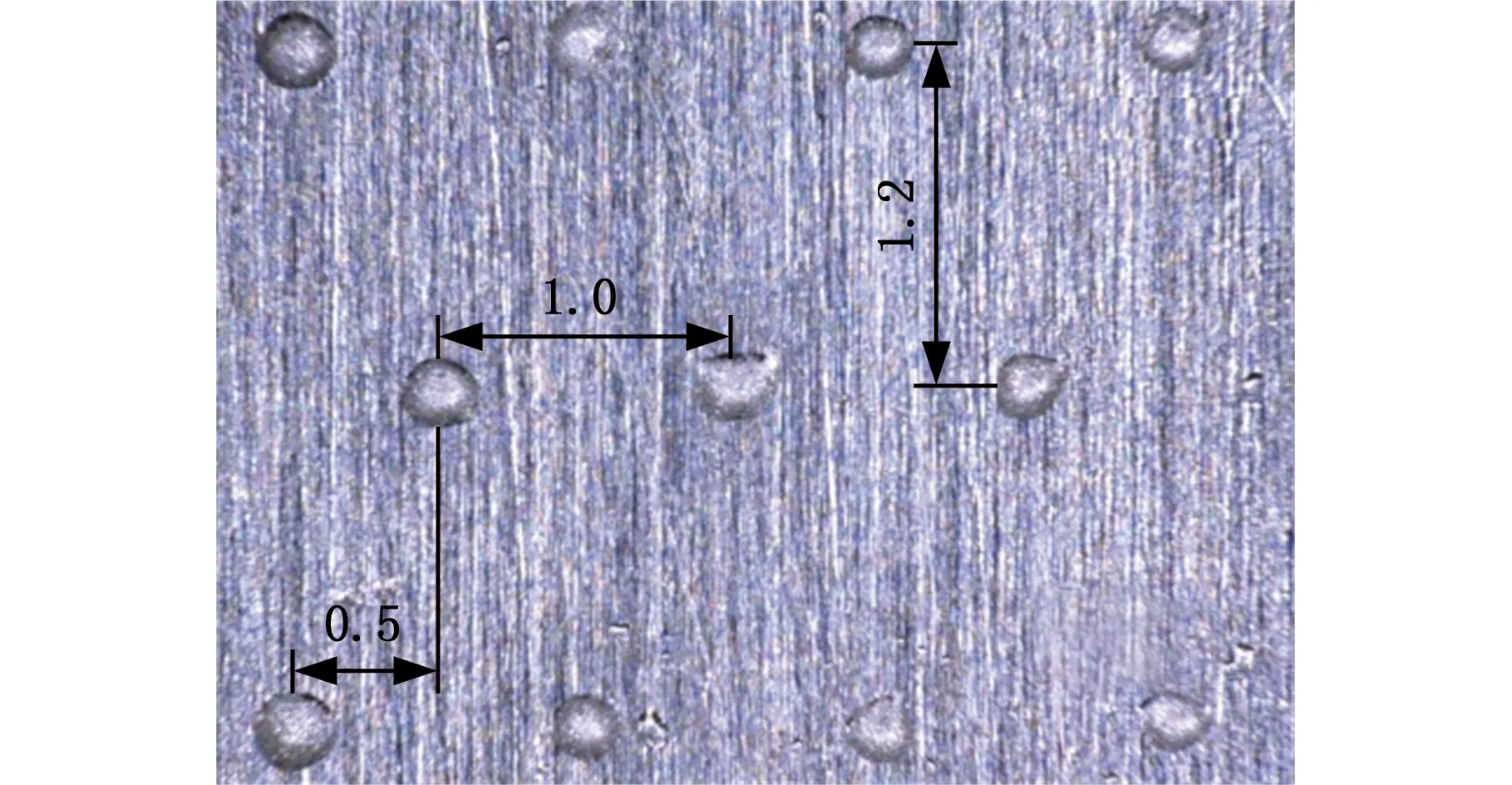
图2 砂轮工作面胶点的形貌
使用砂轮回转装置和点胶模具在砂轮工作面上进行连续压印上胶。由图2可以看出,胶点基本呈半球形,且直径略大于压印板孔径。导电胶具有一定的流动性,且对钢基体的润湿性较好,因此胶点在重力作用下相对砂轮表面的法向出现轻微沉降,致使面积略微增大。此外,试验中还发现导电胶的黏度对胶点形态影响极大。导电胶较稀时,在重力和挤压力的共同作用下,常出现渗胶问题,此时胶点面积增大明显;导电胶较稠时,出胶不畅问题较突出,此时胶点呈薄片状,难以有效粘接住磨料。
使用合适黏度的导电胶在砂轮工作面上进行压印点胶,之后使砂轮缓慢旋转,并在砂轮工作面的最高处连续铺洒一层磨料进行上砂,砂轮表面无胶区域不会残留磨料,故磨料在砂轮工作面有序排布。由图3可以看出,磨料在砂轮工作面上实现了与设计图案一致的排布样式,多数胶点只粘接1颗磨料,个别位置出现有1个胶点粘接2颗(3颗堆积的情况极少)磨料的情况,相对于砂轮工作面上的胶点总数,单个胶点粘接多颗磨料的占比低于6%。压印板的孔径差异导致压印出的胶点大小稍有不同,磨料散落时的粘接位置存在一定的随机性,无法保证磨料正对胶点中心。同时,磨料在上砂过程中存在堆积和相互挤压的情况,已经粘接的磨料受外力作用发生微小偏移后,原胶点位置的残胶仍有可能会对进入该位置的磨料实现微粘接。因此,提高压印板制孔的精度与均匀性、改进上砂工艺是确保胶点与磨料一对一匹配的关键。
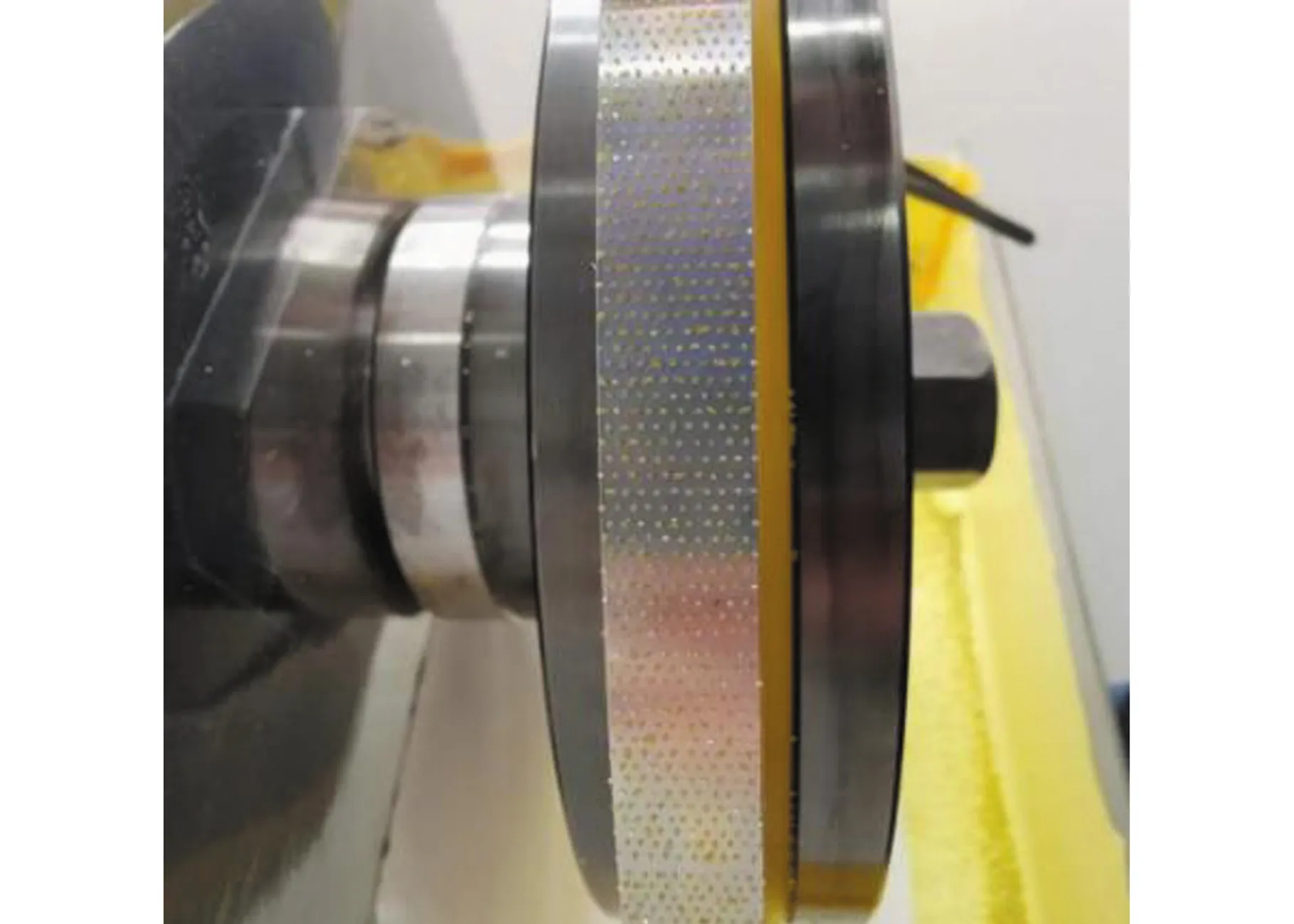
图3 砂轮工作面上砂效果
2.2 镀层力学性能分析
采用胶粘磨料的方法不可避免地会污染砂轮工作面,但胶点所占面积小且容屑空间大,因此镀层与钢基体之间的结合面积实际上并不会减小。若忽略磨料根部胶点位置对镀层连续性的影响,采用有序点胶与磨料微粘接方法制备的电镀砂轮的磨料把持力与传统电镀砂轮大致相同。
基于上述分析,采用双脉冲电镀工艺和直流电镀工艺制备镀层厚度为0.2 mm的试样。在简单表面抛光后,使用FM-700型显微硬度仪在试样表面不同位置测量硬度。测试方法为:加载载荷0.98 N,保持10 s。由图4可以看出,镀液成分相同时,双脉冲电镀工艺制备的镀层硬度均在500HV以上,比直流电镀工艺制备的镀层硬度高出10%左右。镀层硬度主要与组织致密性有关,由于双脉冲电源的正向脉冲提高了电流密度,使电沉积速度加快,晶核的形成速度大于晶体的生长速度,从而镀层在生长过程中获得细小的晶粒,同时,负脉冲的电解作用能活化镀件表面、维持镀件表面金属离子浓度的稳定,有助于减少针孔、镍瘤等缺陷,因此镀层组织更为致密。此外,试验中还发现双脉冲电镀工艺获得的镀层表面质量和厚度均匀性好于直流电镀工艺。
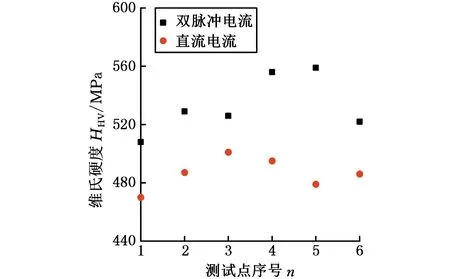
图4 镀层硬度测量及其变化规律
整个电镀过程中的金属离子浓度及沉积速率在微小范围内波动,这造成镀层组织的不均匀并在其内部产生残余应力。镀层中的高残余应力不仅对镀层与砂轮基体之间的结合强度不利,在受到磨削的热/力作用后还可能减小磨料的把持力。PROTO-LXRD残余应力分析仪的试样镀层表面测量结果如图5所示,可以看出,在镀液成分相同、镀层厚度近似一致的条件下,双脉冲电镀获得的镀层表面残余压应力小于-100 MPa,直流电镀获得的镀层表面残余压应力基本维持在-110 MPa左右,这说明两种电镀工艺不会影响镀层内部残余应力的性质。通常情况下,镀层硬度越大,内部残余应力越大,然而采用双脉冲电镀的镀层硬度大、内部残余应力小,这进一步说明双脉冲电镀工艺在保证镀层内部组织均匀性方面要好于直流电镀工艺。
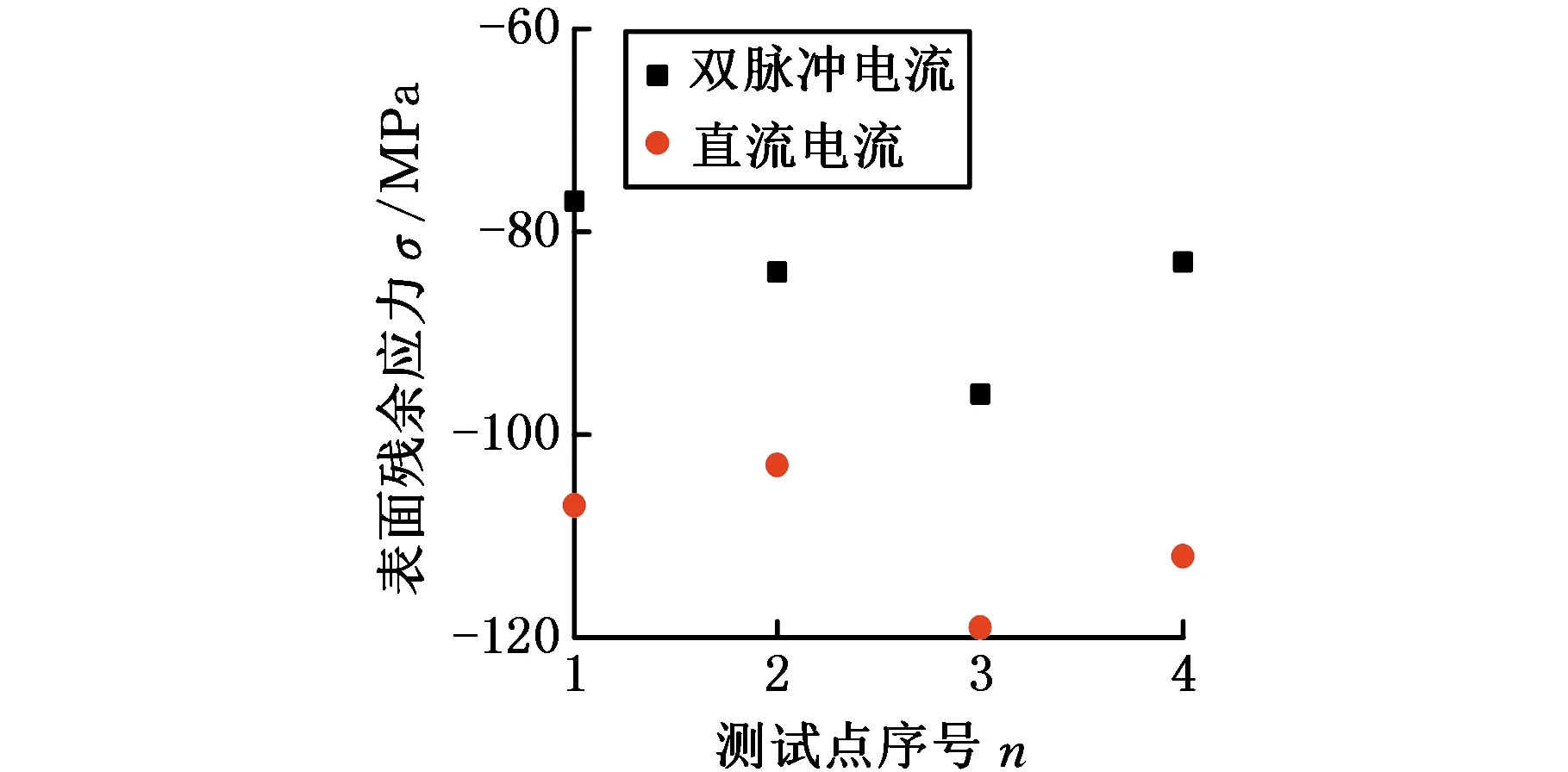
图5 镀层表面残余应力分析
2.3 界面微观分析
胶点改变了砂轮基体局部表面的属性,电镀时磨料/镀层/导电胶的结合界面可能在磨削过程中成为薄弱环节、产生缺陷,影响镀层对磨料的把持力。因此,先在钢基体上依次进行人工点胶、粘接金刚石磨料、双脉冲电镀,再在镀层表面粘接另一金属块来制备分析试样,如图6a所示。该试样通过机加工完成基准转换后,再去除钢基体即可获得磨料根部的组织,其SEM照片如图6b所示,可以看出,磨料/镀层/导电胶的界面贴合紧密且无明显缺陷,说明胶点具备导电属性时,电镀过程中镍原子在胶面上的沉积性良好;电沉积作用效果与材料的导电性关系密切,受材料其他属性影响较小。试样磨料根部受到机加工的热/力作用后,镀层与导电胶之间界面完好、无间隙,这说明两者界面具有较高的结合强度和较好的耐热性。导电胶热固化后的强度较低并具有一定柔韧性,有利于提高界面的结合强度。由此可见,采用导电胶微粘接磨料,电镀时磨料根部的镀层能连续生长且组织致密,所以磨料的把持力仍主要依靠镀层的力学性能及其包埋厚度。
3 磨削试验
3.1 试验方法与条件
采用上述图案制备的磨料有序排布电镀金刚石砂轮如图7所示,砂轮直径260 mm,工作面宽10 mm;金刚石粒度为40目~50目。为考察镀层对磨料的把持力,采用切入式快速往复干磨削硬质合金YG6工件(长20 mm、宽6 mm)的方法,具体的试验条件与参数见表1。通过测量磨削力大小,对比砂轮磨削前后表面形貌,判断镀层对磨料的把持力。干磨削可避免冷却液对测力信号的影响,且金刚石磨料在干磨削时承载的热/力作用相对湿磨更为显著。
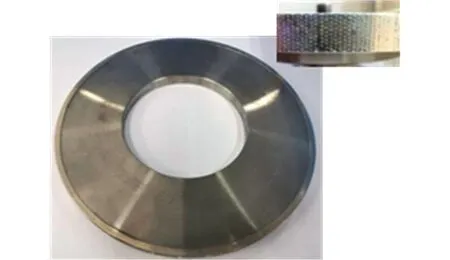
图7 电镀有序金刚石砂轮
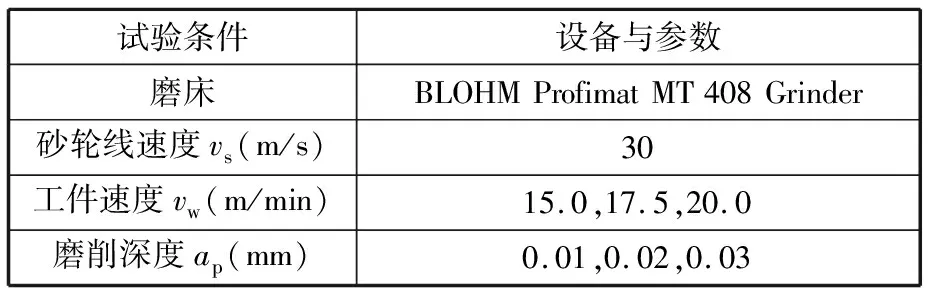
表1 试验条件与参数
3.2 试验结果与分析
选取9组磨削用量进行试验,ap为0.01 mm、0.02 mm时的单次磨削深度为0.1 mm,ap为0.03 mm时的单次磨削深度为0.3 mm,磨削顺序按照磨削深度和进给速度依次递增,且每组磨削用量进行5次试验,延长砂轮工作时间,考察磨料把持力。由图8a可以看出,随着磨削用量切深ap和工件速度vw的增大,砂轮承载的磨削力逐渐增大;砂轮的最大切向力Fy在85 N左右,最大法向力Fz在170 N左右,砂轮此时的磨削状态理想,砂轮切削锋利。图8b所示为磨削力的原始曲线,Fz的极大值对应最大法向力,Fy的极小值对应最大切向力,惯性力Fp(Fy曲线除极小值外的力)是由工作台往复运动时出现加速度巨大变化而产生的“幻象”力。此外,从单组试验的磨削力峰值变化上看,较小的波动和差异反映出砂轮在磨削过程具有良好的加工稳定性。砂轮表面同一位置在磨削前后的表面形貌如图9所示,可以看出,金刚石磨料在磨削过程并没有脱落,这说明镀层对磨料具有足够大的把持力。镀层的力学性能和包埋厚度仍是决定磨料把持力的关键因素,而磨料根部微区是否存在薄弱的结合界面不会对磨料把持力造成较大影响。此外,对于一个胶点固结有两三颗磨料的情况,由于磨料间存在间隙,同时胶点位置的镀层能连续生长且组织致密,因此镀层仍能够牢固地把持住磨料。
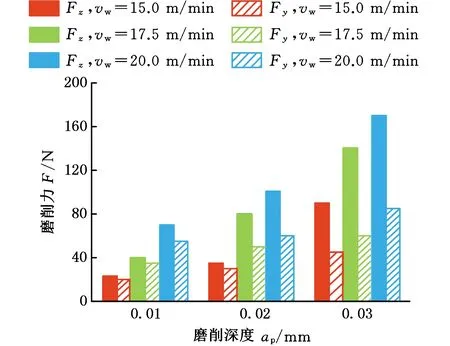
(a)不同磨削用量下的磨削力变化规律
(a)磨削前
4 结论
(1)采用模具在砂轮基体工作面有序点胶、随后上砂粘接金刚石磨料的方法,制备了与设计样式一致的磨料有序排布的电镀砂轮。
(2)相对于直流电镀工艺,双脉冲电镀工艺制备出的镀层显微硬度更大、残余应力更小。电镀时,镀层能在导电胶上连续生长,磨料/镀层/导电胶的结合界面无明显缺陷。
(3)快速往复干磨削YG6的试验证实了制备的磨料有序排布电镀砂轮对金刚石磨料具有较大的把持力,且磨削过程稳定。
