塔式锅炉叠合式大板梁制作要点
2021-10-08谢娜
谢 娜
(中国钢结构协会,北京 100088)
近年来,我国电站锅炉行业发展迅速,在国内外建立运行了大量的超大型电站,电站锅炉日益朝着节能环保方向发展[1-2]。从电站锅炉的整体布置形式看,这些大型电站有П形布置,也有塔式布置[3]。大型塔式布置的锅炉钢结构顶板大板梁,由于载荷巨大,造成大板梁的截面也非常大,并且由于结构受力很大,以及构件的不可替换性,其重要性不言而喻。
大板梁是电厂锅炉钢结构中的主要受力构件:锅炉本体载荷通过吊杆传到锅炉钢结构顶板吊点梁上,由吊点梁传到大板梁;通过大板梁将载荷传至锅炉主体钢柱,由钢柱传到基座。随着国内外火电厂单台装机容量的增大,锅炉钢结构中的大板梁设计尺寸及质量也越来越大。由于大板梁超长、超高、超重的特点,其整体制造、安装和运输均不方便,故将大板梁设计成通过高强螺栓将上梁和下梁连接在一起的叠合式大板梁(简称叠梁)结构,最终在安装过程中,通过中间法兰面的高强螺栓连接成整体受力构件。
笔者将某1 000 MW电厂塔式锅炉大板梁作为研究对象,研究了叠梁的制作方法,为此类大型复杂构件的制作提供了参考。塔式锅炉叠梁由上下2根实腹式焊接H形梁组合而成,制作难度较高,其叠合面螺栓孔的对接、厚板焊接技术、超大型梁的起拱等是此类构件制作的难点。叠梁应保证叠合面连接螺栓穿孔率,使叠合面高强螺栓能有效地将上下梁连成一个整体,达到设计要求的几何尺寸和使用性能,满足锅炉设备的安全运行。
1 叠梁结构
该1 000 MW塔式锅炉发电机组,采用了典型的叠梁结构,上下2根焊接H形钢梁整体高8 m、长45.5 m,上下翼缘板厚度和宽度分别为145 mm和1 500 mm,腹板板厚50 mm,上下梁间叠合面通过1 300余组M27螺栓连接(见图1、图2),整个叠梁总质量约360 t。

图1 叠梁整体图

图2 叠梁结构图
2 制作要点分析
叠梁拥有超高截面、超长长度、超厚板材的结构特性,容易变形,故制作精度要求高。在控制上下梁同步起拱的同时,保证叠合面1 300余组孔的同心穿孔率及叠合面的密贴度,成为了叠梁制作的关键。叠梁的加工难点主要在于以下几个方面:(1)上下梁同步起拱控制;(2)超厚板的焊接;(3)叠合面的同心度控制;(4)上下梁加劲板的同步控制;(5)叠梁腾空翻身技术。
2.1 上下梁同步起拱控制技术
2.1.1 起拱方法
大板梁在受自重和载荷的作用下会产生下挠,在制作过程中,需要有一定的上拱度。按照技术文件要求,大板梁的拱度最大为L/1 000(L为长度,mm),通常拱度下限取10 mm,上限取L/1 000。
大板梁自重产生的挠度[4]为:
(1)
式中:f1为大板梁自重产生的挠度,mm;q为大板梁单位长度自重载荷,kN/m;E为材料弹性模量,MPa;I为大板梁截面惯性距,mm4。
根据式(1)计算出的大板梁自重产生的挠度为1.95 mm,在最大载荷下的挠度为54 mm。因此,根据结构挠度计算及考虑焊接收缩变形等因素,该大板梁起拱按28 mm设计较为合适。
对于截面刚度较小的钢梁,可以采用火焰矫正起拱法预制拱度;但是对于截面刚度较大的钢梁,火焰矫正起拱法因加热区域较小、热量不稳定、起拱均匀性较差,难以满足上下梁同步起拱的效果。经过研究并结合制作经验,腹板预制拱度法则更为合适,上梁腹板上侧及下梁腹板下侧在下料过程中,直接由数控火焰切割机切割出28 mm弧度(见图3)。当翼缘沿腹板弧线顶紧装配时,即可得到起拱后的钢梁;而在叠合面位置,为了方便叠合面的密贴装配与检查,通常保持水平,不设拱度。

图3 起拱抽象图
2.1.2 余量设计与材料采购
大板梁受长度和质量的影响,应定长、定宽采购材料,以减少加工成本,并且由于大型构件在制造中会发生焊接收缩等问题,需要在加工制作时适当增加余量,保证加工后满足构件设计的尺寸要求。材料采购应注意的主要问题有:
(1)材料应满足设计提出的理化性能指标,入场时提供钢材质保证明书。对于叠梁的50 mm腹板与145 mm翼缘,优先选择正火或控轧控冷状态交货的钢材,并按NB/T 47043—2014 《锅炉钢结构制造技术规范》要求,附加原材料100%超声波要求,其质量等级应符合NB/T 47013.3—2015 《承压设备无损检测 第3部分:超声检测》中Ⅲ级的要求,并按JB/T 3375—2002 《锅炉用材料入厂验收规则》进行入厂复检。
(2)应综合考虑材料经济性,并按减少拼接量的原则定尺寸采购材料,叠梁长约45.5 m,应将每块腹板及翼缘长度控制在11~12 m,单块腹板或翼缘质量控制在30 t以内,腹板宽度为4 m,减少横向拼接,拼接应符合NB/T 47043—2014要求。
(3)材料采购时,需要注意余量的加设,每根单梁腹板分为4块约11 m长、4 m宽的钢材进行采购。
①所有上梁腹板加设28 mm宽度余量;居中2块板不加设长度余量,边侧板加设50 mm长度余量,其中3 mm为焊缝拼接收缩余量,47 mm为端部修边余量。
②所有下梁腹板不加设宽度余量;居中2块板不加设长度余量,边侧板加设50 mm长度余量,其中3 mm为焊缝拼接收缩余量,47 mm为端部修边余量。
③所有翼缘不加设宽度余量,长度余量随腹板同样加设。
④所有材料的边缘另外加设10 mm的火焰切割余量。
(4)相邻拼缝必须错开200 mm,拼缝与螺栓孔中心必须错开120 mm,拼缝与加强板必须错开100 mm,叠梁排版图需要提交设计单位审核批准,经设计部门会签确认后才能使用,制作过程中必须严格按会签图施工,拼接焊缝不应与连接的吊点梁重合,使大板梁的受力更加合理,满足设计要求。
2.1.3 下料
该叠梁的翼缘属于超厚钢板,腹板为中厚钢板。对于需要切割的板材,应采用相应的设备进行合理下料切割。在下料前,应检查气割机割炬的火焰垂直度,控制切割边缘垂直度在2 mm以内。
切割前的预热能有效减少起弧位置的切割缺陷。该叠梁腹板需要预热30 s,而翼缘预热时间应不少于150 s。
切割过程必须采用有效的方法减少材料旁弯。翼缘应使用多头直条火焰切割机下料;腹板采用数控异形切割机下料,应采用断续切割法,即每隔3 m应设置20 mm的气割断点。
2.2 厚板焊接及热处理技术
(1)依据标准GB 50661—2011 《钢结构焊接规范》的规定,材料拼接前应进行焊接工艺评定,制订合理的焊接工艺及热处理规范参数。
(2)沿距离接缝两侧各50 mm的表面,应彻底清理水、氧化物、油污、泥灰、毛刺及熔渣等其他影响焊接质量的物质。
(3)坡口的表面应进行磁粉探伤(MT),彻底排除表面裂纹、轧制夹渣等缺陷。
(4)钢板拼接前应预留反变形2°~3°,焊接过程中应时刻注意变形情况。钢板侧面装设吊耳,便于焊接过程中的翻身,以减少拼接角变形。
(5)焊前按要求进行预热,焊接参数应符合焊接工艺规程(WPS)要求。
(6)焊接并校正完成后,进行超声波探伤 (UT),确保无缺陷后进行620 ℃焊后退火热处理,以消除焊缝残余应力。
苦瓜一般花后12~15天为商品瓜的适宜采收期,此时的果实瘤状突起饱满,果皮有光泽,商品性最好。及时采收可保证品质和增加坐果。采收后的苦瓜如不及时销售,应置于低温下保存,否则易后熟变黄开裂,失去食用价值。
(7)热处理冷却至室温后静置2 d,重新进行焊缝UT及MT,确保焊缝无缺陷。
2.3 叠合面孔位同心度控制技术
叠梁的叠合面由螺栓连接,如果在制造过程中不能保证同心度,在空中吊装时,会造成大量螺栓偏移,不能按设计要求穿孔和拧紧,造成较大的质量事故。
2.3.1 法兰叠合面配钻技术
为保证叠合面组孔同心度,上下叠合面应叠放固定在一起,采用配钻的方式打孔。配钻操作简单,钻孔效率高、精度好,穿孔率高度契合。配钻前的划线需要考虑一定量的本体焊后收缩长度,钻孔余量加设见图4。在每档劲板的位置,应少量加设长度余量。

图4 钻孔余量加设
2.3.2 叠合面锁紧装焊技术
叠合面锁紧装焊技术作为叠梁制作的核心技术,主要包括叠合面螺栓锁紧装焊技术和叠合面销钉锁紧装焊技术。叠合面锁紧装焊技术可以使叠梁在本体装配、本体焊接、劲板装焊、焊后矫正等过程中,达到叠合面整体同步收缩、同步起拱,叠合面孔位同心度及间隙保持不变的目的。
首先,根据叠梁的整体截面设立水平胎架(见图5),胎架高度应超过1 m,以保证能够进入梁下侧施工。其次,将叠合面先固定在水平胎架上,在叠合面之间,每3 m设一档,使用直径比螺栓孔径小0.5 mm的销钉固定,这样能保证整个叠合面螺栓孔的同心度。同样,每3 m设一档,再使用直径比孔径小1 mm的螺栓拧紧固定,使整个上下梁紧紧贴合在一起。再次,将上梁腹板与下梁腹板分别通过点焊固定于叠合面翼缘上。点焊长度为120~150 mm,间距为200~300 mm,焊脚高为5 mm,点焊需要预热至100 ℃,边点焊边测量腹板的对中情况及叠合面的直线度。最后,利用侧面胎架及千斤顶,将上梁上翼缘、下梁下翼缘分别装配至上梁腹板、下梁腹板上,装配过程中,应随腹板的弧形起拱线顶紧,保证叠梁最终装配后的拱度。

图5 本体组装
组装后的叠梁应保证腹板平面度。在整个叠梁后续制作焊接过程中,叠合面应始终置于销钉和螺栓锁紧状态。
2.3.3 主体焊接
焊接主体主焊缝应尽量控制收缩,以减少焊接收缩对拱度的影响。经过反复试验,叠梁主焊缝采用以下技术进行焊接,减少了焊接变形影响,达到了焊接质量要求。
(1)分段对称退焊技术(见图6)。同时安排4名焊工施焊,由中间向两侧分段退焊,每段焊缝长度控制在6 m以内,能够在减少焊接变形的同时,减少焊接预热后的热量流失。
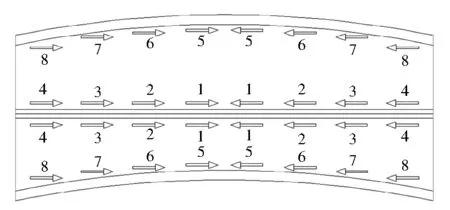
图6 分段对称退焊法
(2)翻身焊与组合焊技术(见图7)。位置①处正面气体保护焊打底10 mm;位置②处正面埋弧焊填充10 mm;位置③处翻身,反面气体保护焊打底10 mm;位置④处反面埋弧焊填充10 mm;位置⑤处反面埋弧焊盖面补强后高12 mm;位置⑥处翻身,正面埋弧焊盖面。

图7 组合焊翻身焊
2.4 上下梁栓接加劲板的孔位保证技术
为加强叠梁的局部刚度,增设了多个加劲板进行加固。纵向加劲板与叠合面需要顶紧装配,上下梁间的加劲板采用连接板螺栓连接,必须保证关联加劲板间的孔距,才能保证螺栓安装要求,进而满足加劲板的受力要求。
(1)整个叠板梁起拱后,厚翼缘与叠合面的间隙发生改变,纵向加劲板的长度应根据梁焊后的实际尺寸进行测量后下料。
(2)纵向加劲板与叠合面需要顶紧装配,加劲板的长度应+5 mm下料,并使用铣边机两端铣平。
(3)上下梁的纵向加劲板应同时装配,并使用连接板配装,配合使用-0.5 mm孔径的销钉固定,保证穿孔率。
2.5 叠梁腾空翻身技术
叠梁是锅炉钢结构中最重要的构件,构件在制造过程中的抬吊翻身和运输,应通知相关部门、相关人员完成《重大构件吊运、翻身会签单》。另外,在翻身前,检查构件各位置,保证构件与胎架无约束并清点翻身所用的钢丝绳、卸扣等吊索具。第一次翻身时,吊耳附近本体焊缝需要进行加强。大板梁单重180 t左右,板梁翻身时,采用一台双小车(两侧各100 t行车)、一台单小车(100 t行车)和一台50 t行车同时抬吊,具体翻身过程见图8。
(1)在翼缘侧,分别用双小车的100 t行车主钩栓绳;叠合面侧使用单小车的100 t行车主钩和50 t行车主钩,将大板梁抬离地面1 m处(见图8(a))。
(2)厚翼缘侧钢丝刷缓慢提升,使大板梁渐渐竖直(见图8(b))。
(3)叠梁处于竖直状态,卸除脱力的叠合面侧钢丝绳(见图8(c))。
(4)使用100 t行车的32 t副钩,配合50 t行车的主钩,缓慢提升并往右行走,使叠梁翻转,处于平放状态为止(见图8(d))。

图8 叠梁翻身过程
(5)所有挂钩缓慢降落,使叠梁轻放于地面。
整个叠梁翻身过程均在空中完成,没有受到任何冲击,这种方法为典型的腾空翻身技术。腾空翻身技术不需要地面翻身胎具,节省了场地占用和胎具制作。
3 立面预装与检验
所有叠梁应模拟现场工作状态,进行立面预装,以保证在工地安装时能够顺利满足设计和受力要求。预装过程中,将下梁直接垂直摆放在水平地面上,用角撑进行加固。使用行车将上梁缓缓降落在下梁叠合面上。利用销钉控制上下梁法兰面间的相对位置。从中间往两端,在每档纵向加劲板位置上,将上下梁叠合面使用螺栓锁紧密贴。
经检查,叠合面采用螺栓直径+1.0 mm的销钉检查时,穿孔率≥95%;叠合面采用螺栓直径+0.5 mm销钉检查时,穿孔率为100%;80%叠合面密贴间隙小于0.3 mm,局部最大间隙在2.0 mm以内;拱度为+15~+30 mm。
4 结语
该叠梁制作技术以整体制作为原则,利用腹板弧形数控切割起拱技术、叠合面螺栓孔配钻技术、叠合面螺栓锁紧装焊技术、叠合面销钉锁紧装焊技术,配合简洁实用的腾空翻身方案,严控焊接顺序,减少焊接变形,控制火焰矫正量。采用上述工艺制作的叠梁,工期较短,制作成本低,工地安装穿孔率100%,各项技术指标符合设计要求,有效地保证了1 000 MW塔式锅炉的叠梁质量。