不同发酵方法对葡萄小麦复合酒品质的影响
2021-10-01马玉蓉吴佳珍李英蕊刘丽媛南立军
马玉蓉,赵 玲,吴佳珍,李英蕊,刘丽媛,王 婷,南立军,3*,宁 娜*
(1.楚雄师范学院资源环境与化学学院,云南楚雄 675000;2.吐鲁番林果业技术推广服务中心,新疆吐鲁番 838000;3.云南省高校葡萄与葡萄酒工程技术研究中心,云南楚雄 675000)
小麦是世界上第一大粮食作物,且适用范围广,主要成分是碳水化合物、脂肪、蛋白质、粗纤维、钙、磷、钾、维生素B1、维生素B2及烟酸等。小麦作为酿酒原料,价格低,出酒率高;且皮薄,淀粉松软,含量高,易于蒸煮;此外,小麦还含有少量的蔗糖、葡萄糖、果糖、糊精等。研究发现,小麦的蛋白质含量为12.1%,主要是麦胶蛋白和麦谷蛋白,在酿酒过程中,小麦蛋白质在一定温度、酸度条件下,通过微生物和酶的作用被分解为小分子可溶性物质,参与美拉德反应,可生成酒体中的呈香呈味物质,使酒香气浓郁幽雅、丰满细腻、醇和绵甜[1]。
红提葡萄是全世界广泛种植的鲜食葡萄品种,含有丰富的维生素、矿物质、氨基酸等,果实呈红色、粒大皮薄,味道甜美、口感优良。但是,红提葡萄不耐运输,易受机械损伤而被污染,特别是在南方地区,夏季多雨影响运输和销售[2]。据调查,我国每年约有25%的鲜食葡萄采收后腐烂[2],而将鲜食葡萄酿成葡萄酒可以很好地解决葡萄酒运输难、销售难的问题。
目前世界上已经有许多用单一葡萄原料酿制而成的葡萄酒,亦有许多用单一原料小麦酿制而成的白酒,但是红提葡萄酚类物质不多,颜色浅,单独酿酒酒体瘦弱,颜色浅,香味不突出;而小麦淀粉含量高、蛋白质丰富,单独蒸馏酿制出的白酒辣味重、酒精度高。将红提葡萄和小麦混合酿酒,可以弥补两种酒的缺陷,酿造出一款颜色美丽、口感独特的复合酒。但是酿制葡萄小麦复合酒的过程中,葡萄和小麦二者的发酵方式及发酵控制对酒质量的影响较大[3]。本试验通过设计四种不同的发酵方式,控制相关发酵条件包括酿酒原料、发酵温度、酵母种类及用量、澄清剂种类等保持一致,酿造出四款葡萄小麦复合酒。以单酿红提葡萄酒为对照,对四种发酵方案进行对比分析,探讨四种发酵方案对葡萄小麦复合酒质量的影响,并确定出最佳的发酵方法,以此优化葡萄小麦复合酒的发酵工艺,开发出新酒,同时也提升了红提葡萄和小麦的价值。
1 材料与方法
1.1 材料
1.1.1 原料
红提葡萄,产自云南大理宾川;白皮小麦,产自云南楚雄市。
1.1.2 试剂
95%乙醇、80%乙醇、6 mol/L 盐酸、10%氢氧化钠、考马斯亮蓝G-250、牛血清蛋白标准溶液、2.5 g/L 葡萄糖标准溶液、6%亚硫酸、0.1 mol/L 高锰酸钾溶液、2.5 mol/L 硫酸溶液、pH 1.0 磷酸氢二钠-柠檬酸缓冲溶液、pH 4.5 磷酸氢二钠-柠檬酸缓冲溶液。
1.1.3 辅料
华西牌酒曲,产自彭州市华西酒曲厂;BV818 酿酒酵母,安琪酵母股份有限公司;果胶酶,河南万邦实业有限公司。
1.2 仪器与设备
Sop OUINITIX224-1CN 电子天平、PB-10 酸度计,赛多利斯科学仪器(北京)有限公司;DHG-9070A 电热鼓风干燥箱、HWS26 电热恒温水浴锅,上海一恒科学仪器有限公司;紫外可见分光光度计,UV-5500,上海元析仪器有限公司;分析天平,TG328A,上海精科仪器厂;磁力搅拌器,1kA-RTC 基本型,邦西仪器科技(上海)有限公司。
1.3 试验设计
试验于2019—2020 年在楚雄师范学院葡萄与葡萄酒工艺实验室进行。
(1)单酿红提葡萄酒
将红提葡萄除梗、破碎后装入5 L 的玻璃发酵罐中,然后加入40 mg/L 的亚硫酸溶液、35 mg/L 的果胶酶175 mg,于25 ℃下浸渍3 d,加入0.2 g/L 的BV818 酿酒酵母1 g,在25 ℃发酵5 d,分离自流酒,继续发酵,直至残糖低于4 g/L 停止发酵,将酒放在10 ℃下陈酿,得到单酿红提葡萄酒。
(2)A 方案:单一原料发酵50%再混合发酵
小麦经糖化后加入0.4%的酒曲,装入2.5 L 的玻璃发酵罐,并放入恒温水浴锅中,温度为28 ℃,发酵过程中监测还原糖含量,当与开始的还原糖含量对比已经消耗一半时(发酵50%后),立即与红提葡萄醪混合发酵。
红提葡萄浸渍3 d 后,加入0.2 g/L BV818 酿酒酵母,控制发酵温度在25 ℃,每天监测温度和比重,待其还原糖消耗一半(发酵完成50%)时,转罐并进行皮渣分离,分离出自流酒。之后,将发酵50%的小麦与发酵50%的红提葡萄自流酒按3∶1 的质量比混合在一个干净的发酵罐中,温度控制在28 ℃,发酵5 d 后醪液分离,目的是防止发酵时间过长,发酵液中出现劣质单宁和苦味物质,自流汁继续发酵,直至发酵停止,得到复合酒A。
(3)B 方案:浸渍3 d 的红提葡萄醪与糖化48 h 的小麦混合发酵
红提葡萄经前处理在25 ℃浸渍3 d 后得到红提葡萄醪,将红提葡萄醪与糖化48 h 的小麦按3∶1 的质量比装入干净的玻璃发酵罐中,加入0.2 g/L 的BV818 酿酒酵母,在28 ℃恒温混合发酵5 d 后醪液分离,自流汁继续发酵,直至发酵停止,得到复合酒B。
(4)C 方案:发酵蒸馏后的小麦原酒与浸渍3 d 的红提葡萄醪混合发酵
小麦经前处理后,将其进行蒸馏处理,得到小麦原酒。将浸渍3 d 的红提葡萄醪和小麦原酒按质量比3∶1混合发酵,加入0.2 g/L 的BV818 酿酒酵母,温度控制在28 ℃,发酵5 d 后醪液分离,自流汁继续发酵,直至发酵停止,得到复合酒C。
(5)D 方案:发酵结束的葡萄酒与糖化48 h 的小麦混合发酵
红提葡萄经过前处理后,加入0.2 g/L 的BV818 酿酒酵母,在25 ℃恒温发酵5 d,分离出自流酒,继续发酵直至残糖低于4 g/L 后停止发酵,将其放在10 ℃下陈酿,得到红提葡萄酒。将红提葡萄酒与糖化48 h 的小麦按3∶1的质量比混合,温度控制在28 ℃,发酵5 d 后醪液分离,自流酒继续发酵,直至发酵停止,得到复合酒D。
1.4 操作要点
1.4.1 小麦的前处理
(1)浸泡
小麦称量质量后,装在干净的桶中,用40~50 ℃的温水浸泡6 h 后,放掉泡粮水,干发1~2 h,再用清水清洗3 次,冲去酸水。
(2)蒸麦
将泡好沥干的小麦放入高压电锅中,蒸煮约1 h,敞盖检查,小麦裂口率在85%左右、熟透心率约90%即可出锅。
(3)摊凉、撒曲
将蒸好的小麦熟粮转置通风处摊凉后,加入原料质量0.4%的酒曲,并搅拌均匀。
(4)糖化
将加入酒曲的小麦放入2.5 L 的玻璃发酵罐,放入到28 ℃的水浴锅中,恒温糖化48 h 成为甜味浆液。
1.4.2 红提葡萄的前处理
(1)葡萄分选、除梗破碎
挑选完好无损的葡萄,除去枝、叶、僵果、生青果、霉烂果和其他杂物,保证复合酒的质量。将筛选出来的葡萄人工除梗破碎,得到皮、汁、籽混合的葡萄汁。
(2)添加SO2和果胶酶
SO2在葡萄酒酿造中有抗氧化、澄清、增酸、溶解等重要作用;果胶酶能提高出汁率、增加葡萄酒的颜色和芳香物质[4]。具体操作中,SO2添加形式为6%的亚硫酸溶液,根据红提葡萄的实际质量按比例计算亚硫酸的用量和果胶酶用量。本试验中红提葡萄原料较好,在除梗后破碎前分别加入40 mg/L SO2、30 mg/L 果胶酶。
(3)浸渍
红提葡萄破碎后,立即入罐,将发酵罐放在恒温水浴锅,温度控制在25 ℃,浸渍3 d,使红提葡萄的果香、颜色、酚类物质等浸入葡萄汁中,得到红提葡萄醪。
1.5 测定方法
1.5.1 测定指标及方法
葡萄破碎后测定总糖、总酸、总干浸出物、可溶性固形物、单宁、花色苷、色度;单酿红提葡萄酒、A、B、C、D 四种复合酒醪液分离和发酵结束后分别测定总糖、总酸、酒精度、总干浸出物、可溶性固形物、单宁、花色苷、色度[4-7]。
总糖含量依据GB/T 15038—2006 总糖的测定标准[4]测定。
总酸含量依据GB/T 15038—2006 总酸的测定标准[4]测定。
酒精度依据GB/T 15038—2006 酒精度的测定标准[4]测定。
单宁含量依据GB/T 15038—2006 单宁含量的测定标准[4]测定。
可溶性固形物含量采用折光仪法测定[4]。
花色苷含量采用pH 示差法测定[5]。
色度采用分光光度法测定[6]。
1.5.2 感官评价方法
复合酒感官评价标准见表1。

表1 感官指标评分标准Table 1 Scoring criteria of sensory indexes
1.6 统计与分析
采用SPSS2010 和Excel 2010 软件对数据进行分析。
2 结果与分析
2.1 单酿红提葡萄酒发酵过程中各项指标的变化分析
由表2 可知,单酿红提葡萄酒,发酵前葡萄原料总糖为96.7 g/L,含糖量不高,总酸为4.4 g/L,其成熟度系数M(M=总糖/总酸)为21.9,大于20,说明原料成熟度适中[8]。总干浸出物和可溶性固形物含量丰富,单宁、花色苷等酚类物质含量低。随着发酵的进行,总糖、总干浸出物、可溶性固形物逐渐减少,总糖中的大部分葡萄糖被转化为酒精,葡萄酒残糖为3.9 g/L,发酵比较完全,但由于原料葡萄糖含量低,使最终葡萄酒酒精度较低,低酒精度使葡萄酒酒体瘦弱,风味不浓郁[9]。酸度变化不明显;单宁、花色苷等酚类物质逐渐增加,但最终葡萄酒中花色苷含量仅为9.3 g/L,使得单酿葡萄酒色度较低,颜色较浅,为淡粉色,这与刘树文等[10]的研究结果一致。综上表明,采用单一原料的单酿红提葡萄酒,总糖较低,转化的酒精度较低,酚类物质形成较少,单酿葡萄酒颜色浅,香味不足,酒体瘦弱,结构感不强,余味短。

表2 红提葡萄酒基本指标Table 2 Basic indexes of Red Globe wine
2.2 小麦原料的基本指标
由表3 可知,小麦在处理前淀粉含量为5.7 g/L,还原糖和可溶性固形物含量低,小麦中各种物质无法充分表现出来,糖化后小麦中的淀粉在酒曲的作用下逐渐转化为还原糖,淀粉含量降低,还原糖含量增高,可溶性固形物含量逐渐增多。小麦的这种特性使其与红提混合酿酒时初始含糖量增加,提高了复合酒的酒精度,使酒体醇厚。

表3 小麦原料的基本指标Table 3 Basic indexes of wheat raw materials
2.3 A 方案发酵过程中各项指标的变化分析
由表4 可知,随着发酵的进行,复合酒A 的总糖逐渐被消耗,转化为酒精,最终残糖为0.4 g/L,发酵较彻底;小麦中由淀粉转化来的葡萄糖也转化为酒精,使得复合酒的酒精度比单酿葡萄酒(5.36%vol)提高了3.8%vol,增加了酒体的厚重感和香气的浓郁度;与单酿葡萄酒相比,复合酒A 的总酸变化不大,可溶性固形物增加了5.7%,总干浸出物增加了37.6 g/L,是由于小麦发酵中产生了一些酸类、酯类物质[11],使可溶性固形物和总干浸出物含量增加;单宁增加3.2 g/L,花色苷增加2.4 mg/L,这是由于小麦中含有大量的多酚类化合物,而发酵可以促进这些酚类物质的提取[12],提高了复合酒的收敛感、微涩味和苦味;花色苷增加了2.4 mg/L,色度提高不大,复合酒颜色为浅黄色,表现不突出。综上表明,A 方案的葡萄小麦复合酒改善了单酿红提葡萄酒酒精度低、酚类物质少的缺陷,但是酚类物质增幅小,没有和高酒度匹配,酒体略显寡淡,出现酒精味,掩盖香味,果香和谷物香不明显。

表4 A 方案酿造的葡萄小麦复合酒的基本指标Table 4 Basic indexes of grape-wheat compound wine by project A
2.4 B 方案发酵过程中各项指标的变化分析
由表5 可知,随着发酵的进行,复合酒B 总糖被消耗转化为酒精,残糖为0.1 g/L,发酵最为完全。起初,红提葡萄醪与糖化后的小麦混合浸渍发酵,小麦中由淀粉转化来的葡萄糖与红提葡萄中的葡萄糖一起被转化为酒精,使酒精度提高,与单酿葡萄酒相比,增加了4.52%vol,酒体醇厚、浓郁丰富。发酵过程中单宁和花色苷含量逐渐增加,发酵结束后分别达到18.8 g/L、93.5 mg/L,与单酿葡萄酒相比,单宁增加8.8 g/L,这是由于小麦中含有大量的黄酮类物质,增加了酒中的单宁含量[12],另外小麦中蛋白质含量丰富,一开始就与葡萄一起发酵,酒中单宁会与蛋白质和其它多聚物缩合或聚合成更稳定的化合物,增加了复合酒的骨架感[13];花色苷增加了84.2 mg/L,是由于小麦自身含有的原花色素、黄酮等大量的多酚物质在混合发酵中被提取出来,与葡萄中的花色素一起和其它化合物构成花色苷,导致花色苷大幅度增加。与此同时,小麦发酵中产生了黄酮醇、酚酸等辅色物质[14],促使其与花色苷结合形成聚合色素,使复合酒颜色由乳白色向琥珀色、玫瑰红色转变,红色调逐渐增加,颜色稳定性增强。成品复合酒呈现较深的玫瑰红色,色度增加。发酵中总酸逐渐增加,最终复合酒总酸达到8.1 g/L,这是由于小麦在发酵中产生了乙酸、丙酸等酸性物质[15],一开始就混合发酵,增加了酒中的总酸含量。总干浸出物和可溶性固形物逐渐减少,发酵结束后这些物质比单酿葡萄酒要高,增加了酒中的非挥发性物质。成品复合酒中香气丰富,除了花香、果香外,还增加了粮食的清香,这是由于小麦发酵过程中会形成23 种香气活性物质[15],特别是酯香,大大增加了复合酒中的香气物质。综上表明,与单酿红提葡萄酒相比,采用B 方案酿造的复合酒颜色鲜艳,色度高,发酵完全,酒体醇厚;酚类物质增加明显,酒体饱满,结构感强;香气物质丰富浓郁,略有酸度稍高的缺陷,实为优选方案。

表5 B 方案酿造的葡萄小麦复合酒的基本指标Table 5 Basic indexes of grape-wheat complex wine by project B
2.5 C 方案发酵过程中各项指标的变化
由表6 可知,随着发酵的进行,总糖逐渐被消耗,转化为酒精,残糖为53.6 g/L,酒精度仅为5.5%vol,发酵不完全,酒精度低。随着发酵的进行,复合酒总酸、总干浸出物、可溶性固形物、花色苷、色度都逐渐降低,虽然总干浸出物和可溶性固形物含量都较单酿葡萄酒有所提高,但大部分是未发酵转化的葡萄糖[16],其产生的单宁、花色苷等酚类物质较少,使最终酒体瘦弱、寡淡,香味不足、略带甜味,颜色为较浅的淡黄色。这可能是由于小麦经过发酵再蒸馏有很高的酒精度,高酒度抑制了酵母菌的活动[17],使混合发酵难以正常进行,导致发酵不完全,残糖高,同时也抑制了红提葡萄中酚类物质的转化。综上表明,C 方案下的复合酒与单酿葡萄酒相比,并没有得到很好的改善。

表6 C 方案酿造的葡萄小麦复合酒的基本指标Table 6 Basic indexes of grape-wheat complex wine by project C
2.6 D 方案发酵过程中各项指标的变化
由表7 可知,随着发酵的进行,总糖逐渐被消耗转化为酒精,残糖为0.4 g/L,酒精度为7.92%vol,与单酿葡萄酒相比,酒精度增加了2.56%vol,是由于混合发酵后小麦中转化来的葡萄糖参与发酵,使复合酒酒精度增加。发酵中总酸、总干浸出物、可溶性固形物、色度逐渐降低,但成品酒中这些物质含量与单酿葡萄酒相比无明显变化。发酵中单宁逐渐增加,但成品酒中单宁低于单酿葡萄酒,酒体略显瘦弱;花色苷逐渐降低为0.2 mg/L,使成品复合酒颜色较浅,多酚等物质形成少,香味不突出。综上表明,D 方案下葡萄小麦复合酒没有使单酿葡萄酒的缺陷得以改善,混合发酵效果不佳。

表7 D 方案酿造的葡萄小麦复合酒的基本指标Table 7 Basic indexes of grape-wheat compound wine by project D
2.7 不同方案下葡萄小麦复合酒特征性指标变化分析
由表8 可知,就发酵程度而言,与单酿葡萄酒相比,A、B、C、D 四种方案发酵完全的成品酒残糖分别为0.4、0.1、53.6、0.4 g/L,产生的酒精度分别为9.16%、9.88%、5.50%、7.92%vol,表明B 方案残糖最少,发酵最完全;C方案残糖最多,发酵最不彻底。A、B、C 方案酒精度为5%~10%vol,与单酿葡萄酒相比都有所增加,同时也改善了单酿葡萄酒酒精度低、酒体不厚重的缺陷,而C 方案酒精度较单酿葡萄酒略低,使酒体更加瘦弱、单薄,首先应排除C 方案。

表8 葡萄小麦复合酒特征性指标Table 8 Characteristic indexes of grape wheat compound wine
就总酸而言,A、B、C、D 四种方案发酵完全的成品酒总酸分别为4.9、8.1、2.4、3.9 g/L,与单酿葡萄酒相比,A、D方案酸度变化不明显,B 方案增加了3.9 g/L,C 方案降低了1.8 g/L,酸度太低,涩味不突出,酒体无收敛感,容易使糖酸不平衡,酒体不协调。B 方案中酸度略高,较高的酸度下,复合酒的残糖、挥发酸更低,而酒精度有所提高,这与宋淑燕[18]的研究一致。复合酒的酒精度、酸度和单宁是构成酒体的骨架成分,三者的平衡是红提葡萄酒酒体协调的最基本条件,而B 方案酸度略高,但其酒精度和单宁含量相对高,使酒体相对平衡,具有骨架感[19]。由此表明,就酸度而言,A、D 方案酸度略低,贡献不明显,C 方案的酸度偏低,造成酒体不平衡,B 方案优势突出,若经过稍微降酸处理会使酒体更加平衡,醇厚且有骨架感,实为优选方案。
就干浸出物而言,A、B、C、D 四种方案发酵完全的成品酒干浸出物分别为63.0、27.8、1.0、16.3 g/L,与单酿葡萄酒相比,C、D 方案干浸出物降低,A、B 方案增加。干浸出物的高低,可以大致判断葡萄酒酒体的浓郁程度,进而预测葡萄酒的质量优劣[16]。由此表明,A、B 方案复合酒干浸出物增加明显,可使复合酒香气成熟、饱满、口感浓郁、酒体醇厚,实为优选方案。
就单宁、花色苷等酚类物质而言,A、B、C、D 四种方案发酵完全的成品酒单宁含量分别为13.2、18.8、6.8、7.6 g/L;花色苷含量分别为11.7、93.5、2.3、0.2 mg/L。与单酿葡萄酒相比,C、D 方案单宁、花色苷等酚类物质减少;A、B 方案单宁、花色苷等酚类物质增加,尤其B 方案增加较为明显,且高单宁、高花色苷与高酒精度相平衡,使酒体醇厚,结构感强;花色苷含量决定了复合酒色泽和色调的深浅[20],B 方案下丰富的花色苷会与复合酒中单宁及其他物质反应形成相应的聚合花色苷,使酒体颜色向紫红色、砖红色转变,且颜色更加稳定。在此影响下A、D、C 复合酒呈现较浅的黄色色调,复合酒B 呈现较深的红色调。单宁含量的增加可促进葡萄酒的成熟和醇香的形成,赋予了葡萄酒醇厚的特点[21],使复合酒B 向更丰富浓郁的方向发展。由此表明,B 方案复合酒单宁、花色苷等酚类物质大幅度增加,且与高酒精度醇厚的酒体相平衡,实为最好的选择。
2.8 不同方案下葡萄小麦复合酒的感官评价分析
邀请10 人组成的品尝小组(包括通过获得中级品酒师的学生和具有国家级品酒师证书的老师),对复合酒进行打分,评分结果见表9。
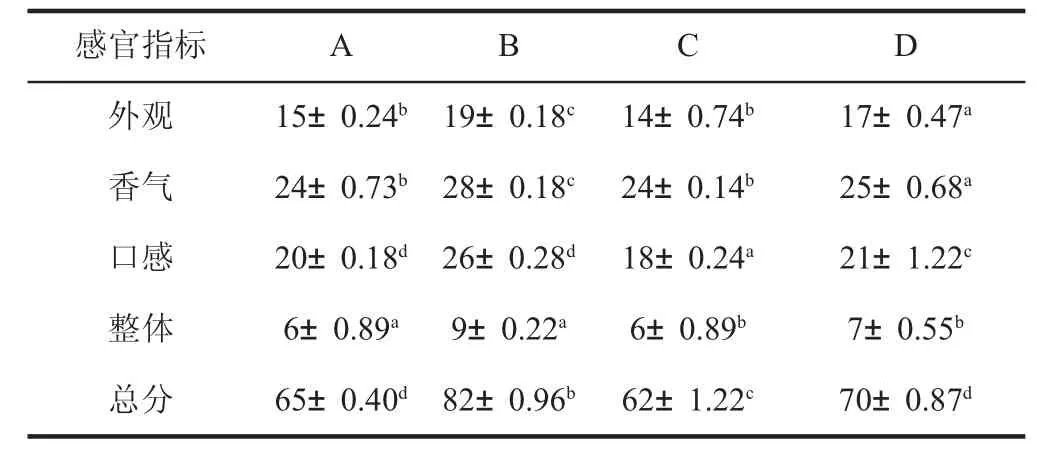
表9 不同方案下葡萄小麦复合酒感官评价分析表Table 9 Sensory rating tables of complex wines under different schemes
由表9 可知,B 方案下的复合酒评分最高,为82 分,复合酒典型性突出,外观颜色较好,为深红色,有果香、花香和谷物清香,香气纯正浓郁,酒体纯正协调,口感较好;其次为D 方案复合酒,为70 分,有果香、花香,但是香气不突出,酒体略显淡薄;A、D 方案复合酒打分较低,均为70 分以下,酒体颜色较浅,香气较单一,只有略微的果香,酒体淡薄,没有结构感。
综合表7 和表8 可知,B 方案复合酒在理化指标分析和感官评价都表现较好,是最佳酿造葡萄小麦复合酒的方案。
3 结论
本研究从小麦单酿白酒和红提葡萄单酿葡萄酒的优缺点出发,用红提葡萄和谷物原料小麦混合发酵,酿制一款新型葡萄小麦复合酒,力求改善单酿红提葡萄酒总糖含量少,酒精度低,多酚类物质少、香气物质不突出、酒体瘦弱的状况。葡萄和小麦混合酿酒,让两种原料优势互补,小麦既作为天然糖来源增加初始含糖量,提高酒精度,使酒体醇厚;同时,二者混合浸渍又可以丰富酒中风味物质,酿造出一款既有果香又有粮食香的优质复合酒。
利用产自云南宾川的红提葡萄和云南楚雄本地的小麦为原料,设计了四种发酵方案:单一原料发酵50%再混合发酵;浸渍3 d 的红提葡萄醪与糖化48 h 的小麦混合发酵;发酵蒸馏后的小麦原酒与浸渍3 d 的红提葡萄醪混合发酵;发酵完成的葡萄酒与糖化48 h 的小麦混合发酵。以单酿红提葡萄酒为对照,通过测定发酵期间和发酵完毕后各方案葡萄小麦复合酒成品的特征性指标,结果发现,与其它方案相比,第三种方案的葡萄小麦复合酒葡萄糖转化为酒精最彻底,酒精度为9.88%vol,酒体醇厚;总酸含量略高,为8.1 g/L,但与高酒精度、高单宁相匹配,酒体协调平衡;干浸出物含量最高,为27.8 g/L,复合酒香气成熟、饱满、口感浓郁;花色苷、单宁等酚类物质含量最多,复合酒颜色呈红色调、色度最高,较稳定;复合酒颜色呈深红色、透亮、有光泽,香气丰富,各种花香、果香、谷物清香完美融合,酒体醇厚,结构感强,余味较长,为四种方案中最佳选择。