易于尾灯匹配的结构探讨
2021-09-29谢小凯
谢小凯
(广汽新能源汽车有限公司,广东广州 511400)
0 引言
尾灯作为整车后脸一个重要元素,其在整车造型及感观质量中的地位举足轻重,但往往尾灯相关的结构及匹配却是前期设计及后期品培育一个难点,因此,在市场竞争日趋激烈情况下,各大主机厂也一直在探究尾灯及周边件结构、尾灯造型及其匹配上可靠可行的低成本方法。本文作者从尾灯安装点精度保证、尾灯的定位结构、尾灯造型结构等3个方面针对该问题进行了阐述,为相关设计提供了参考。
1 尾灯安装点精度保证
尾灯与侧围及后保多有间隙面差要求,尾灯的间隙面差配合精度除了灯本身精度影响外其在车身上的安装点精度也至关重要,所以怎样才能有效地保证安装点精度就成了需要重点考虑的问题,为此,针对尾灯安装点及焊接结构提出以下设计愿望。
1.1 尾灯安装点与侧围外板一体成型
在满足冲压成型性的前提下,如果能实现尾灯安装点与侧围外板一体冲压成型(尤其是尾灯的安装定位点),则可有效减短尾灯安装环境尺寸链,避免了尾灯板与侧围外板焊接过程中的公差累计,进而可以保证尾灯局部安装环境下的精度要求及精度稳定性,如图1所示。
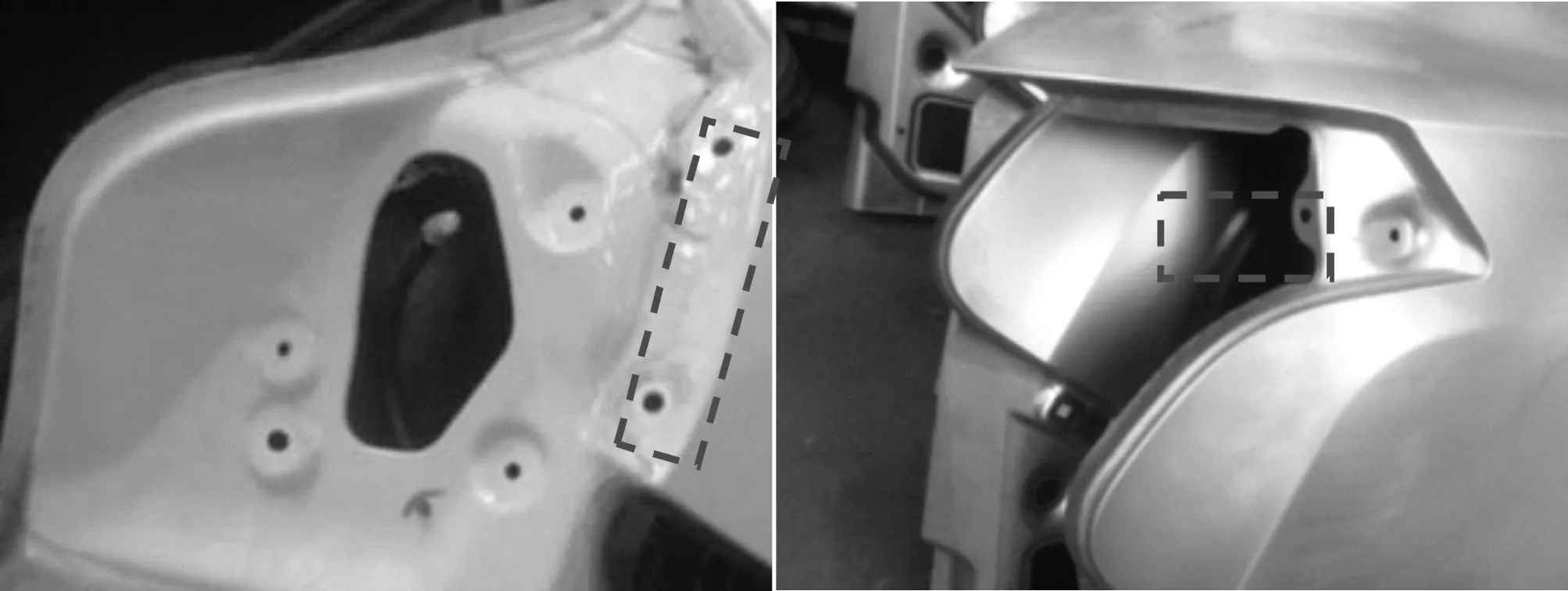
图1 尾灯安装点与侧围外板一体成型的部分案例
1.2 尾灯板与侧围外板Y向搭接
尾灯板与侧围外板设计成纯Y向搭接是最理想的搭接方式,此方式不光方便尾灯板在X/Z向的适配性调整,降低了零件适配难度和匹配修模的成本投入,同时也有利于尾灯板与侧围外板的焊接可达性,降低了通过异型焊枪或更改焊接工艺造成的成本浪费,如图2和图3所示。为此,在设计初期需要尽量减薄灯的厚度以减小钣金件的拉伸深度,以利于尾灯安装点与侧围外板一体冲压成型,从而实现尾灯板与侧围外板Y向搭接的需求。
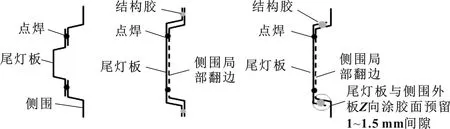
图2 尾灯板与侧围外板Y向搭接结构示意
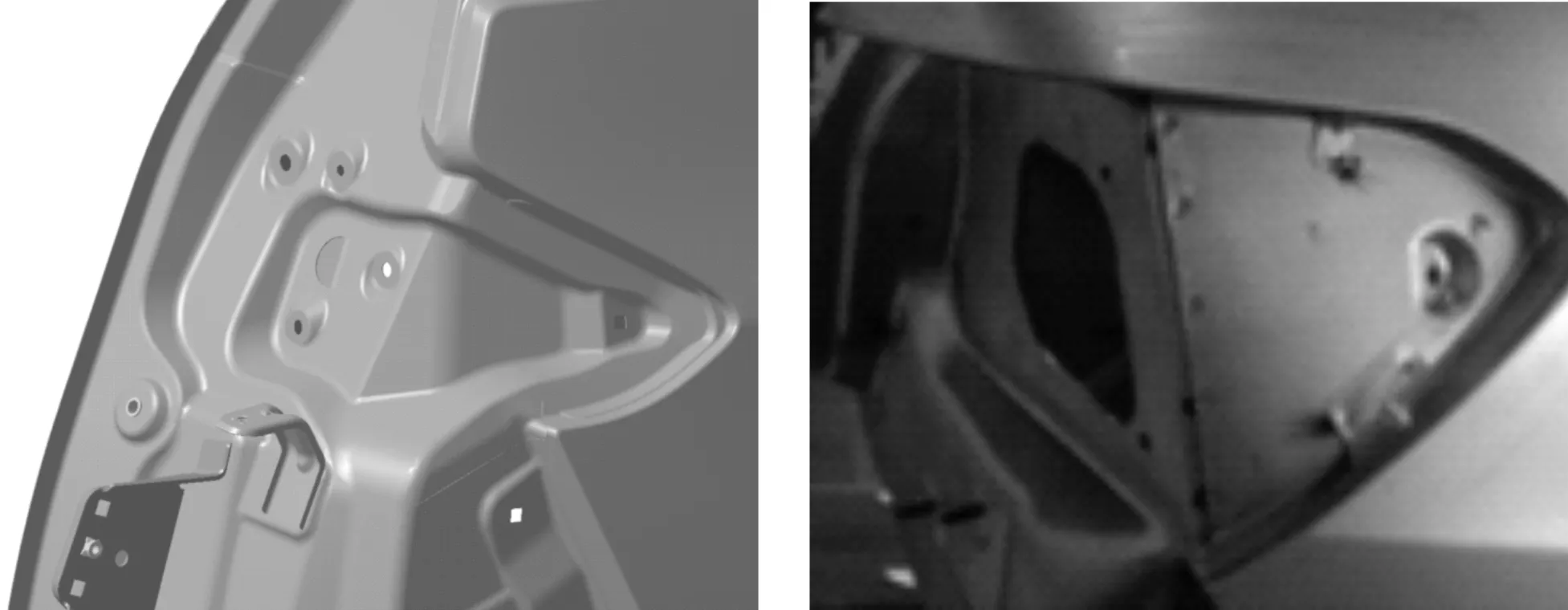
图3 尾灯板与侧围外板Y向搭接结构案例
1.3 一体式尾灯板
将尾灯安装点尽量保证在同一个冲压件上使之一体成型,避免多序焊接导致的尾灯安装点尺寸连环增加,使得尾灯局部安装环境精度难以保证。同时一体式尾灯板也在减重、降本和密封方面有很好的优势[1],其结构如图4所示。

图4 一体式尾灯板结构案例
2 尾灯定位
在保证了尾灯安装点精度的前提下,尾灯自身的定位结构设计也至关重要,决定了尾灯装配定位的稳定性,也为后脸DTS的实现提供了可能。
2.1 尾灯定位安装点设计
在进行尾灯安装点设计时应避免使用安装螺柱作为主副定位,理想结构为在安装点旁边单独设置一个定位柱,实现定位与锁紧的相互独立,如图5所示。且主安装定位面优先选择X方向,或与YZ平面不超过30°的面上(具体要结合造型而定)。紧固点最理想结构为3个,不能超过4个。其案例分析见表1。
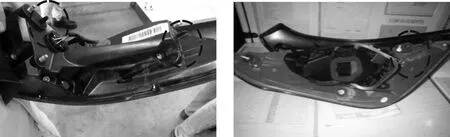
图5 尾灯定位安装点示意
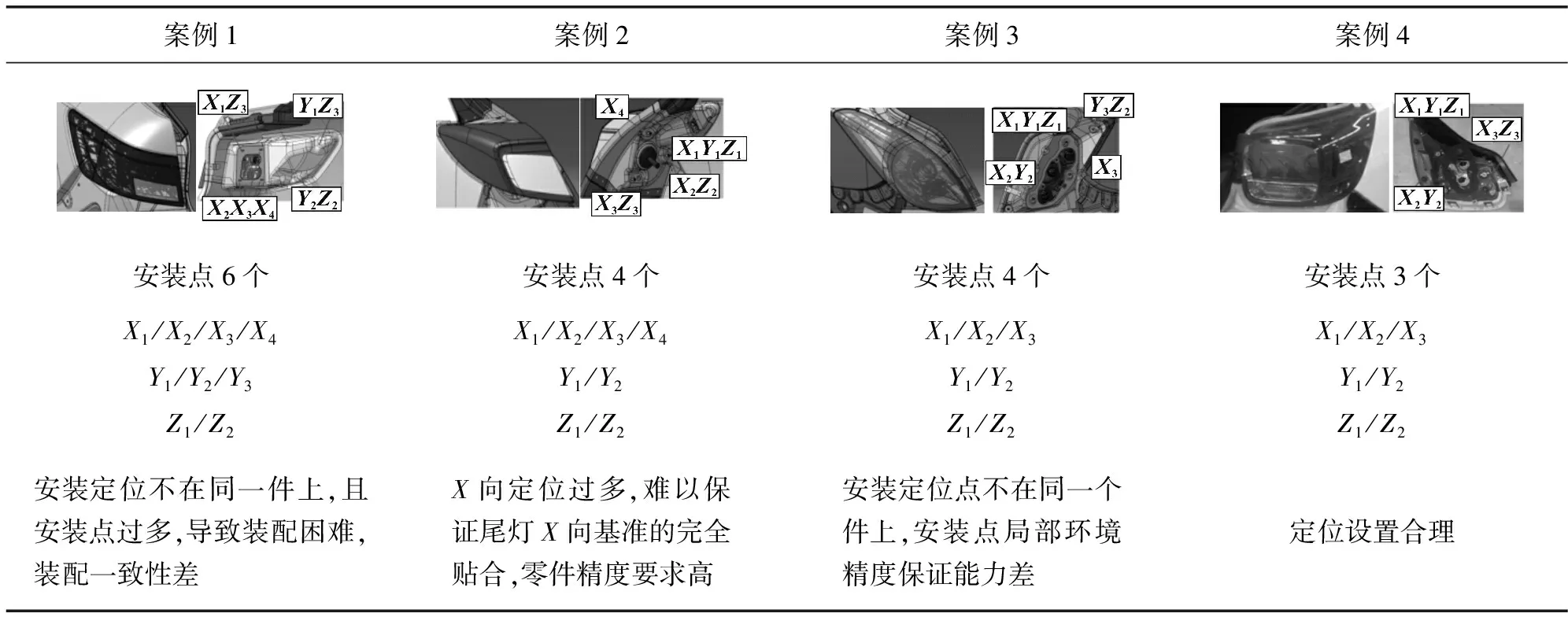
表1 尾灯定位优劣案例分析
2.2 尾灯安装点布置
紧固点所组成的投影面积要大于灯具投影面积的40%,且安装点间距应大于等于安装点到配合面的距离,如图6所示。
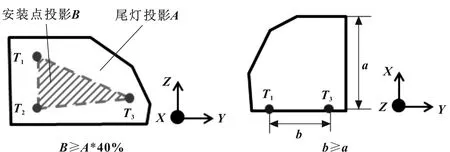
图6 尾灯安装点布置需求
图7为某车型安装点布置不合理的失败案例。该案例中,不合理的尾灯安装点布置导致尾灯装配至车身后配合点公差达到了±2.0 mm,使得整车无法满足尾灯与尾盖配合的DTS设计要求。
由图7(a)可知,3个安装点几乎在一条线上,安装点投影仅有灯投影面积的20%;由图7(b)可知,安装点距离远小于灯高,致使安装点处的精度波动在配合点会被放大;由图7(c)可知,尾灯装配至车身后配合点公差达到了±2.0 mm。

图7 安装点布置不合理的失败案例
2.3 辅助胶垫的作用
当尾灯与周边件配合轮廓较复杂或有较长间隙配合要求时,可在尾灯配合边缘内壳上增加辅助定位胶垫,避免尾灯与其配合件干涉,保证配合间隙的一致性,如图8所示。
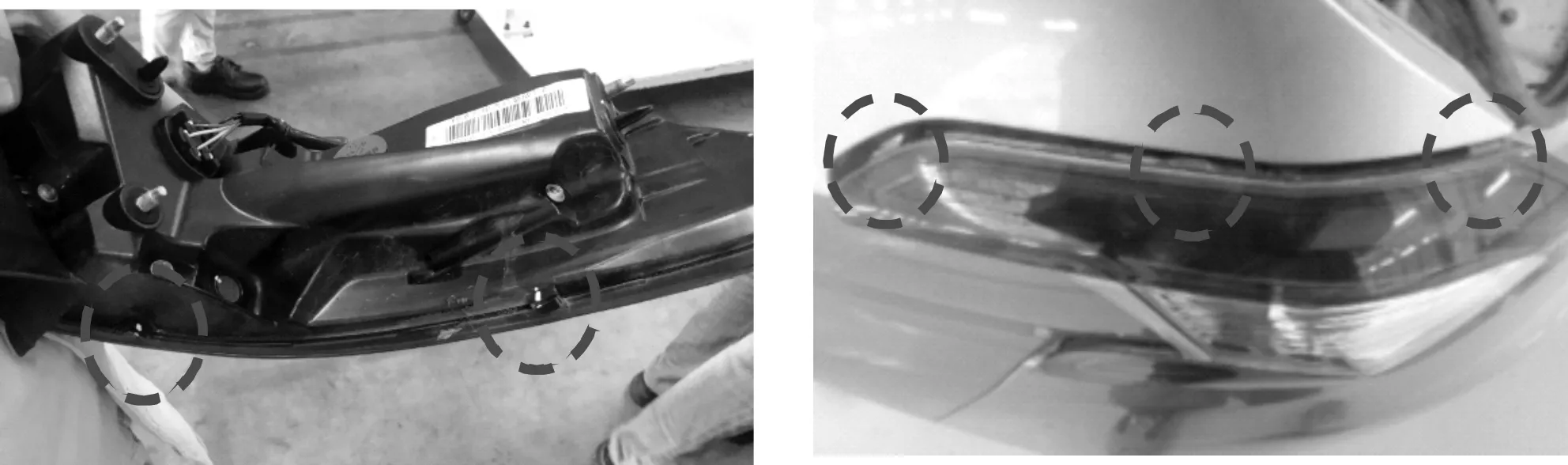
图8 设计有辅助胶垫的结构案例
3 尾灯造型
汽车尾灯一体化、轻型化、薄形化、美观化已成必然趋势[1]。为满足上述尾灯安装点及定位点的设计愿望,尾灯内部结构布置及灯壳造型设计也需要做相应的优化。
3.1 内部结构布置
将LED灯带X向尽量往后移,将反光带设置在前部以减小灯具所需空间减少钣金成型深度[2]。此外由于刹车灯使用最频繁,所以它需要更大的散热空间,故将直接影响X向深度的刹车灯设置在Z向越低的位置也可减少钣金成型深度[3],进而为实现尾灯安装点与侧围外板一体成型和实现尾灯板与侧围外板Y向搭接提供了一种可能,如图9所示。
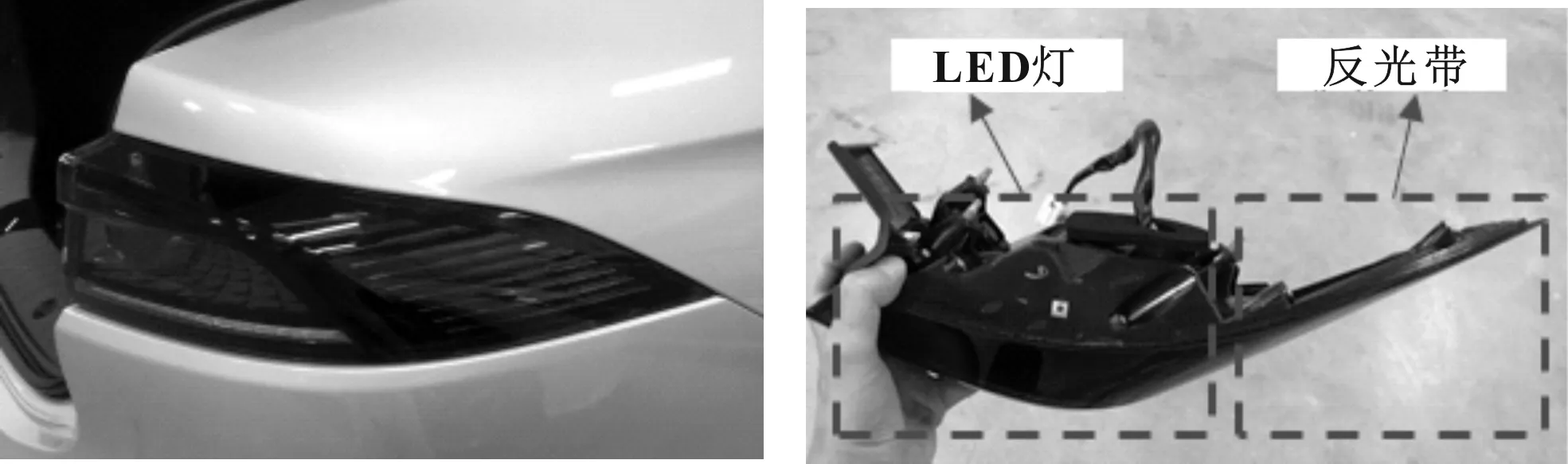
图9 减少侧围外板成型深度的结构案例
3.2 外壳造型设计
将尾灯设计成与侧围外板成台阶匹配的样式,不但可以增大布置灯具所需空间,减小侧围外板成型深度,而且还可以弱化间隙段差匹配要求,降低匹配难度,如图10和图11所示。此外在灯壳间隙面差匹配部位增加黑边也可弱化匹配间隙面差感知。
由图11(a)可知,灯壳上边缘平行向内,避免了视线看到内部结构,下边缘灯内陷,弱化间隙要求,无段差要求;由图11(b)可知,灯内壳增加了胶钉,有效避免了灯与车身干涉风险,同时尾灯周边采用熏黑处理,弱化间隙视觉敏感性;由图11(c)可知,灯上边缘低于车身,弱化了间隙要求,但其灯与侧围右X向配合要求,X向精度要求较高;由图11(d)可知,灯凸出车身弱化间隙要求,无段差要求。
3.3 减小侧围与尾灯配合边的R角半径
减小侧围外板与尾灯的配合边R角,有利于提升侧围与尾灯配合间隙的感知质量,侧围外板的R角建议设计在1.0 mm≤R≤2.0 mm,当R≥3.0 mm时感官间隙会远大于设计间隙,从而导致配合间隙精致性差的后果,增大了间隙的DTS保证要求,如图12所示。
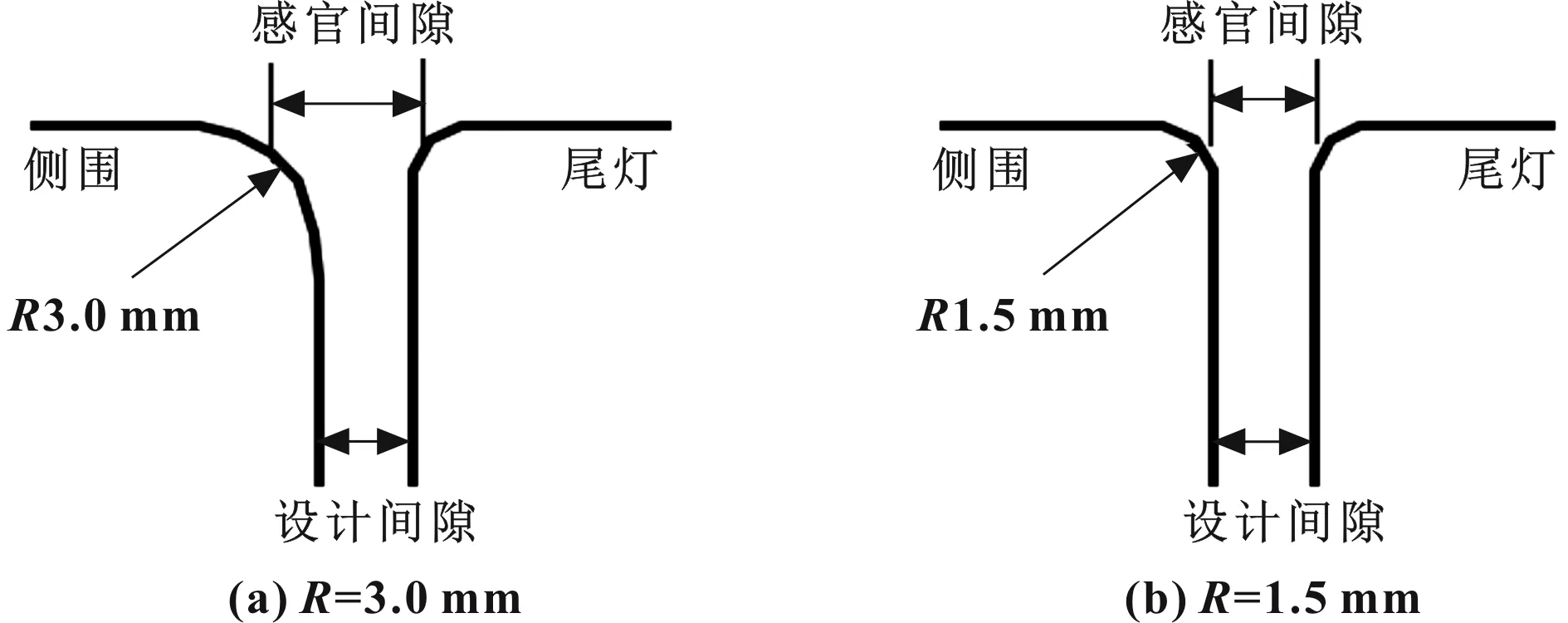
图12 侧围R角半径保证在1.0 mm≤R≤2.0 mm
4 结束语
尾灯周边配合要求越来越高,相应地在尾灯及周边零件的造型、安装结构上做出优化和改变是必不可少的,但尾灯相关的各项工作是一个很系统的多领域多学科的有机结合,因此,所有为了易于尾灯匹配的设计需求都要在设计前期就提出相应的工艺约束或对设计进行标准化管理,以免产生不必要的设计变更成本或造车不可变更的设计缺陷。
