通用可调偏心工装的设计
2021-09-28张春景王永东
张春景 王永东
1.中国石油渤海装备兰州石油化工装备分公司 甘肃兰州 730060
2.甘肃省炼化特种装备工程技术研究中心 甘肃兰州 730060
1 序言
某厂某类零件加工时需要使用图1所示的偏心工装,由于该类零件的规格多,尺寸跨度大,每种规格的零件对应的D1、D0、h、e均不同,针对每个零件都必须设计相应的偏心工装,所以工装通用性差。

图1 偏心工装
另外,随着生产的进行,产品规格的增多,工装累计数量越来越多,增加了工装储存成本。为响应降本增效的质量管理理念,降低工装的加工成本,缩短产品生产周期,需要改变工装设计思路,以提高工装的通用性。
2 原偏心工装
2.1 原工装设计原理及加工
偏心工装的底面外圆D2与定位止口D1的纵向中心线偏心为e,横向中心线平行。工装设计时,根据固有胎具设计配合尺寸D2(H7),针对零件不同的规格、尺寸,计算出相应的定位止口D1、内孔D0、定位高度h和偏心e,设计制作相应的偏心工装。当h>60mm时,由于备料的限制,所以需设计图2所示的焊接组合工装。
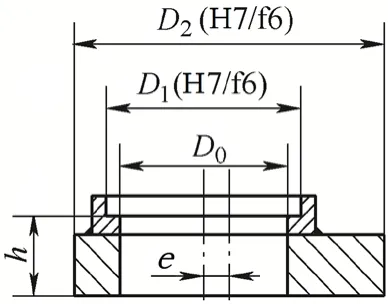
图2 焊接组合工装
偏心工装加工工艺:①精车上下两平面及外圆D2,粗车定位止口D1。②以外圆D2及下平面为基准找正,数控铣削定位止口D1,保证定位止口平面与底平面的平行度。
2.2 使用方法
如图3所示,将偏心工装的外圆部分与固有大型胎具组装,其中心线与固有胎具中心线对齐,紧固。然后将待加工零件组装于偏心工装止口处,工装中心线与零件中心线对齐,将工装零件紧固后加工。
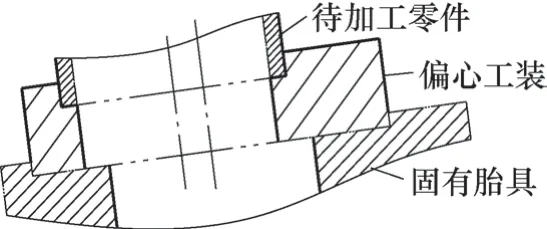
图3 工装组装
2.3 原工装的局限性
由于零件规格不同,其配套的偏心工装的D1、D0、h、e各不相同。为使生产顺利进行,需根据零件设计图样,提前设计制作工装,但在实际加工中,零件毛坯有时存在较大的尺寸偏差,需要借量,造成已制作的工装不能满足使用要求,常常临时返修;而且偏心工装的加工时间长,成本高,铣削偏心止口时需要占用高精度铣床,严重制约生产进度。
根据某厂的成本统计数据,每个偏心垫板(不计工装材料成本和返修工时)车削耗用2个台班,数控铣削耗用2个台班。普通立式车床台班费为700元/台班,数控铣床台班费为2800元/台班,则每个偏心垫板的加工费用为700×2+2800×2=7000(元)。
针对上述情况,迫切需要改变工装设计思路,提高工装的通用性。
3 新工装设计及应用
3.1 新工装的设计思路
通过上述对原有偏心工装的分析,发现各工装的不同之处在于定位止口大小、定位高度和定位止口D1与外圆D2的纵向中心线偏心量。偏心工装使用时,定位止口的作用是调整零件与固有胎具中心的相对位置,由于定位止口位于斜面上,起定位作用的主要是定位止口的低端,可以设计一种新的可调偏心工装,使定位止口与固有胎具的相对位置可以随意调整,保证其在固有胎具斜面低端的定位强度,以提高工装的通用性,减少工装的制作成本。
结合上述设计理念,我们利用3点定圆的原理,将待加工零件与固有胎具的定位由定位止口的圆周面定位改为3个限位销定位的方式。通过改变限位销的位置,实现偏心工装定位止口大小D1和偏心值e的随意调整。
统计各规格的某类零件,考虑到后续产品设计的可能规格,计算其定位高度h,确定了h的变化范围为20~190mm。根据该数值范围,需要设计活动垫块,要求该活动垫块能够满足所用规格零件加工所需的定位高度,同时,因为定位高度达到190mm,限位销起限位作用的受力点位置高,作用力矩大,导致限位销刚性差,所以该垫块还应起到增强限位销刚性的作用。
3.2 新工装的加工
根据以上设计思路,设计了图4所示的组合通用可调偏心工装。其由通用垫板、活动垫块、限位销和T形螺栓4部分组成,主要组成件加工要点如下所述。
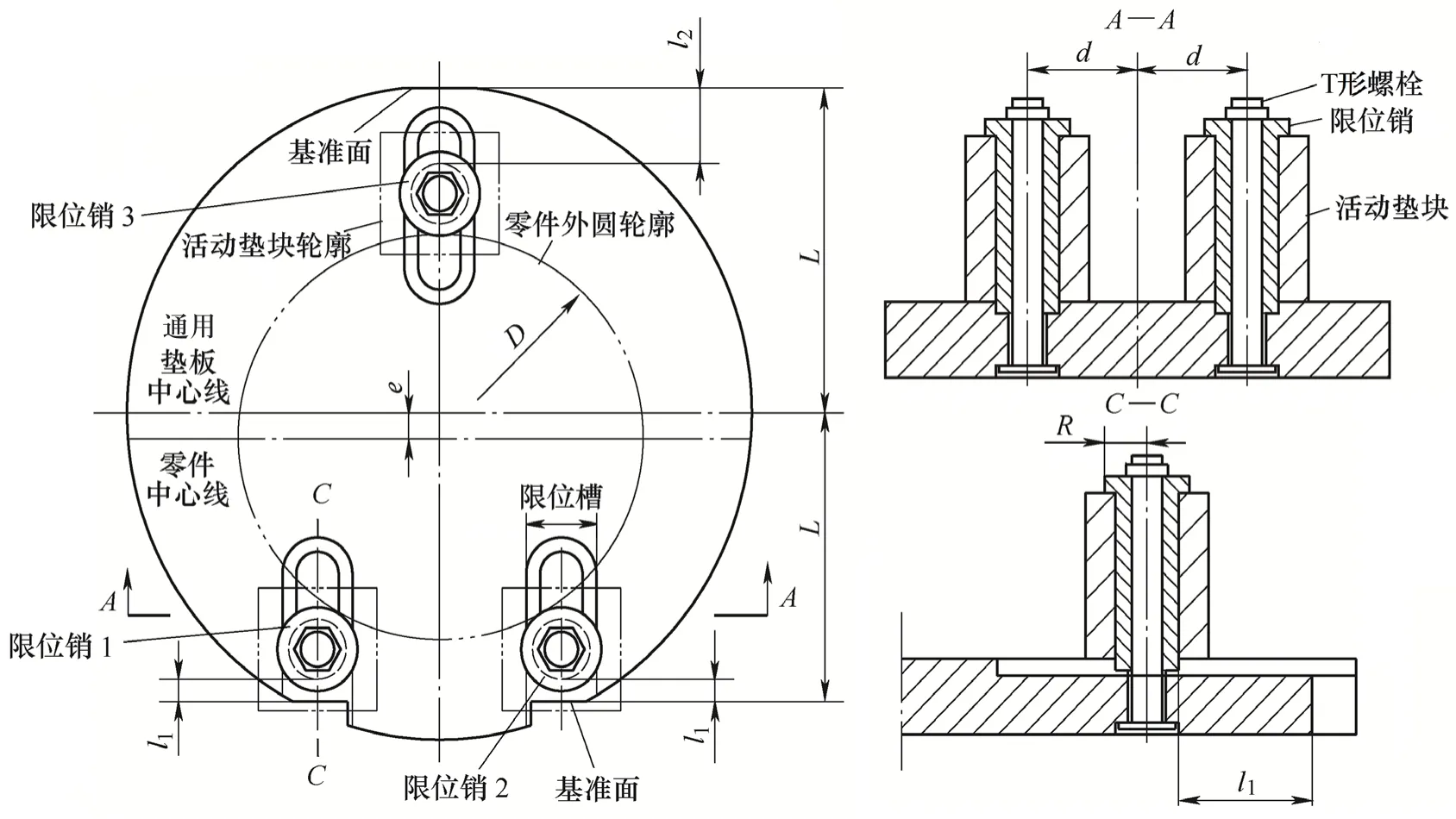
图4 组合通用可调偏心工装
通用垫板:车削一个刚性足够的通用垫板,保证垫板上、下平面的平面度和平行度,车削与固有胎具配合的外圆;以下平面和外圆为基准,数控铣削限位槽的滑动工作面,同时加工出测量基准面,保证测量基准面和限位槽滑动工作面的形状和位置精度。
活动垫块:该垫块共5件,其中3件中心有通孔,用活动垫块的上、下平面代替原偏心垫板的定位平面,将5件同时磨削至设计尺寸,以保证定位面的平面度。
限位销:限位销外圆为大小头,保证限位销大头端与小头端的同轴度,其下部小头端与通用垫板的限位槽配合,上部大头端与零件的外圆面配合,保证限位销与活动垫块组装后,其底端与通用垫板有1.5~2.0mm的距离,确保限位销压紧时不会出现干涉。
3.3 新工装的使用
新工装工作原理:根据零件的实际外圆尺寸、活动垫块高度h和限位销的外圆尺寸,计算出相应的偏心量e、限位销与通用垫板测量基准面的距离l1和l2,通过改变限位销在限位槽处的位置,间接保证定位止口D1和偏心量e。
工艺尺寸l1和l2的计算:以图中所示数据为例,零件直径D,工装基准面中心距垫板中心线L,限位销半径R,限位销中心到垫板中心距d,则l1=L-[(D/2+R)2-d2]0.5-R-e,l2=L-D/2-2R。
新工装使用方法:先将通用垫板中心线与固有胎具中心线对正、固定(此位置固定后不再变动,长期使用),清除限位销、活动垫块及通用垫板限位槽滑动面和定位面的异物,将限位销穿入活动垫块,其小头端放置于限位槽中,根据计算出的l1和l2值,调整限位销,用游标卡尺测量限位销与测量基准面的距离l1,调整好限位销,紧固,然后复测l1,保证两处l1相差不超过0.02mm。按零件外圆尺寸放置好其余活动垫块,将限位销3与活动垫块组装后,放于滑动槽中,保证l2值小于计算尺寸2mm,以方便零件吊入。将零件放置在通用垫板上,用铜棒轻敲零件,零件外圆与限位销1、限位销2贴紧,用塞尺检查,间隙不超过0.02mm,然后调整限位销3,保证l2值。
3.4 新工装优点
(1)简化工装设计,减少生产准备时间 用限位销取代了偏心止口,对每个零件,只需根据零件实际加工尺寸调节限位销与基准面的距离,达到改变定位止口尺寸和偏心值的目的,无需新制作工装。原偏心垫板设计时要考虑材料库存,保证定位高度,以避免加工过程中出现干涉;新工装考虑到所有规格另加所需的定位高度,用统一高度的活动垫块解决了上述问题,加快了工装设计和工装准备的进度。
(2)提高工装的定位精度 原偏心工装定位止口配合公差为0.3~0.4mm,新工装通过精确测量和合理的装配顺序,能保证零件与工装的间隙在0.05mm以内。
(3)提高操作的安全性 每次使用时,只需调整限位销和活动垫块的位置即可,减少了大件吊装,提高了操作的安全性。
(4)降低工装制作成本 该组合工装通用性强,满足了600~1950mm外圆的所有规格零件的加工。
4 结束语
该组合工装根据零件实测尺寸计算,通过测量l1和l2,现场调整限位销位置,实现零件的精确定位,避免了零件加工过程中的误差影响,精度更高。其通用性强,能实现任意规格的定位止口,显著地降低了工装费用。其设计理念为其他圆形零件的工装设计提供了借鉴。
