燃烧器浮动环渗氮变形控制方案
2021-09-28刘建伟李寒荣万方前
刘建伟,李寒荣,万方前
东方汽轮机有限公司 四川德阳 618000
1 序言
渗氮是指工件在高温环境下通过注入氨气等方式,将氮原子渗入工件表面深度约0.3mm左右晶间结构,以提升工件表面硬度等特性的特殊工艺方法。由于受高温环境热辐射影响,势必会导致工件变形,特别是薄壁套筒类零件的变形更为明显。
浮动环为电站燃气轮机燃烧器装配组件的关键件之一,属薄壁套筒件。加工时,切削应力逐渐释放、渗氮时受高温热影响均会导致工件变形,长期以来存在产品合格率较低,变形控制困难的问题。
薄壁件加工变形产生的原因很多,与零件的材质、几何形状以及生产条件(包括人、机床设备、工艺方法和环境等因素)都有关系。
2 浮动环工件特点
图1 为浮动环零件,材质为38CrMoAl,切削性能尚可。该薄壁套筒件壁厚最薄处仅6.25mm,产品本身的结构决定了其加工后易产生变形。工件为渗氮件,渗氮时高温环境对工件变形的影响极大。渗氮后内孔、外圆均有变大的趋势,尺寸超差主要集中在φ172.5mm内孔,各件超差情况不尽相同。

图1 浮动环零件示意
3 浮动环加工变形分析
浮动环毛坯为锻件,加工工序主要为车削、磨削。通过对工件变形可能有影响的来料、车削、磨削和渗氮工序进行分析,各工序具体操作过程及变形原因见表1。
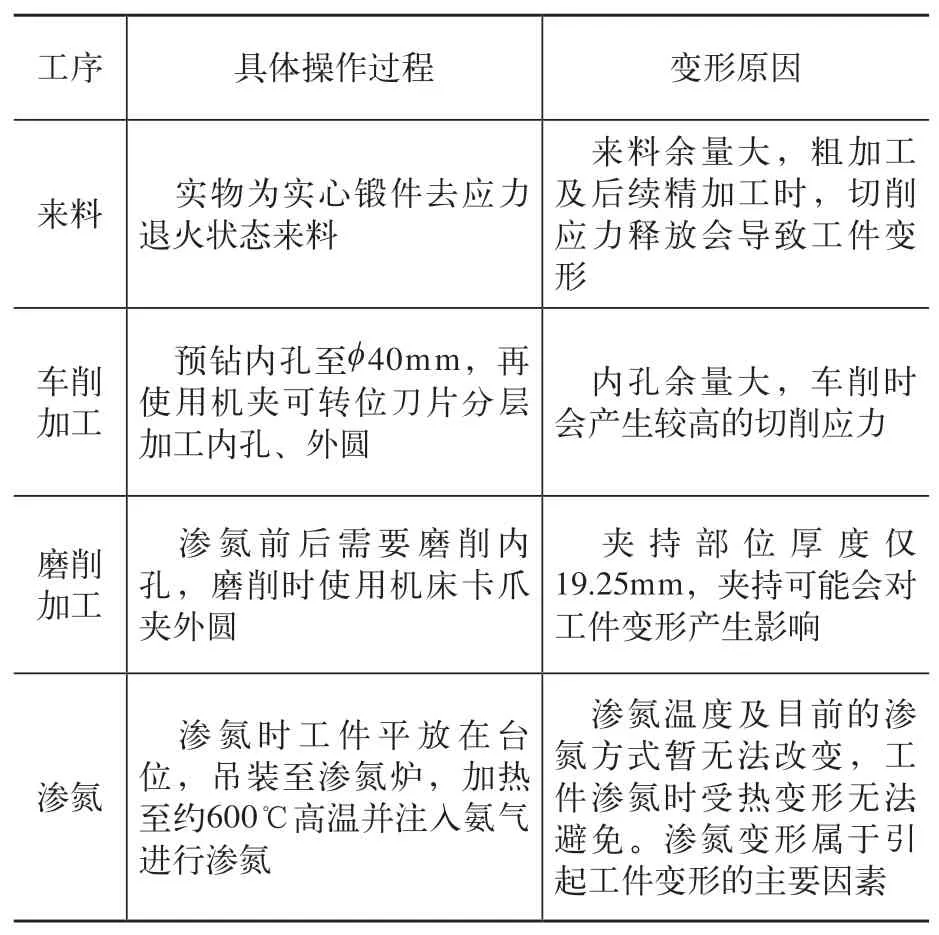
表1 各工序具体操作过程及变形原因
4 变形数据分析
各工序都有可能导致产品变形,且渗氮时受热变形无法避免,属于影响工件变形的最主要因素。为研究掌握变形规律,选取两批次各55件数据进行统计分析。
第一批次数据在φ172.72~φ172.85mm无规律随机分布,通过Excel查看,70%点位分布在φ172.75~φ172.80mm,算术平均值为φ172.78mm;第二批次数据在φ172.60~φ172.68mm无规律随机分布,通过Excel查看,70%点位分布在φ172.62~φ172.65mm,算术平均值为φ172.63mm。
对比上述两组数据发现,每组数据在某个数值范围内随机分布,其中特定数值段可以覆盖70%数据。两批次的特定数值段及其算术平均值又不尽相同。针对此错综复杂的数据,如使用算术平均数或者特定区段值,则无法反映真实的变形规律。
为了研究方便,将实测数据减去理论值φ172.50mm得到变形量,后续针对变形量进行分析。为了更好地研究变形量的分布规律,拟采用数据统计学的“分位数”原理。分位数用来反映数据的最小值与最大值分布信息,即可使用分位数表达数据具体所在位置,具体体现为:第P百分位数将数据分为两个部分,有P%的数据比第P百分位数大,另一部分数据比第(100-P)%数小。
在E x c e l电子表格中,也可使用函数PERCENTILE进行计算,在数组array中,P分位函数为:PERCENTILE(array,P) ;在110个数据(数据位置在A1~A110)中,找到第50百分位数(即为中位数)函数公式为:PERCENTILE(A1:A110,0.5) 。
通过上述方式可以计算出,在110个渗氮后内孔变大量的中位数为0.27mm,可以理解为50%的数值比它小,有50%的数值比它大。中位数0.27mm正好处在该批数据的中间位置,可以较好地反映数据分布规律。
5 变形控制方案设计
根据浮动环全工序及最终产品变形数据分析,明确了影响产品变形的因素,掌握了变形规律,拟通过制定控制方案以减小变形,保证产品合格率。
5.1 应用“落料法”降低切削应力
“落料法”是指针对内孔尺寸较大、需要掏空内孔,并保证内孔尺寸的零件,找到合适的落刀点,刀具切入并绕轮廓尺寸边缘一周后再切出,将中心材料以完整的方式“掏”出,最后精加工从而达到尺寸要求。
毛坯来料后,采用切刀在内孔方向单面留约2mm余量,将中心材料以完整的方式“掏”出来,替代原有分层车削方法。减少了因切削加工而产生的变形,同时也相应提高了产品加工效率。
5.2 采用扇形软爪夹持工件
为减少夹持变形,设计制作了一套扇形软爪(见图2),将卡爪夹持部位的线接触改进为扇形软爪圆弧面接触,分散了夹持力,可有效减少工件装夹变形。扇形软爪配车夹持止口时,注意止口直径要稍大于产品外圆,止口深度不能过深。同时要求在粗车后松开卡爪,释放变形后再夹持精车,以尽量减小车削变形。

图2 扇形软爪
5.3 优化变形补偿方式
根据数据分析结果,基于内孔渗氮后变形值中位数可确定渗氮变形补偿值:172.5-0.27=172.23(mm)。
选取了30件工件进行方案验证,在渗氮前将内孔全部按φ172.23mm加工,外圆尺寸按中下差加工,最终该批产品渗氮后检测均符合图样要求。
应用“落料法”及渗氮变形补偿方式,最终顺利解决了该型产品渗氮后合格率低的问题,后续产品按该方案执行,基本都符合图样要求。
6 结束语
通过采取优化渗氮变形补偿方案及在车削过程中降低切削应力等措施,解决了长期以来浮动环合格率低的问题,其中的数据分析方法对后续类似问题的解决具有一定的借鉴意义。
