制动泵主缸补偿孔反冲加工数控机床的应用
2021-09-16张海洋
张海洋
(黑龙江省信亿招标有限公司,黑龙江 哈尔滨150036)
制动泵主缸补偿孔加工精度不高,锐边处理不好,是导致汽车制动泵无法达到设计寿命的主要原因。在我国制造业向高端转型的背景下,探究一种更高精度、更快效率、更低成本的补偿孔加工工艺具有现实意义。基于数控机床的制动泵主缸补偿孔反冲加工技术,通过PLC进行刀具的自动控制,加工效率和工件精度都得到了明显提升,具有推广应用价值。
1 制动泵主缸补偿孔反冲加工技术
1.1 制动泵补偿孔去毛刺技术
1.1.1 需求分析
制动泵上补偿孔的直径通常在0.1-1.0mm,其作用是在制动系统运行中调节与补偿腔体内的制动液,从而使整个液压制动系统可以连续运行。现阶段汽车液压制动系统大多采用双腔式制动主缸,因此每个腔体内各设一个补偿孔,其结构如图1。
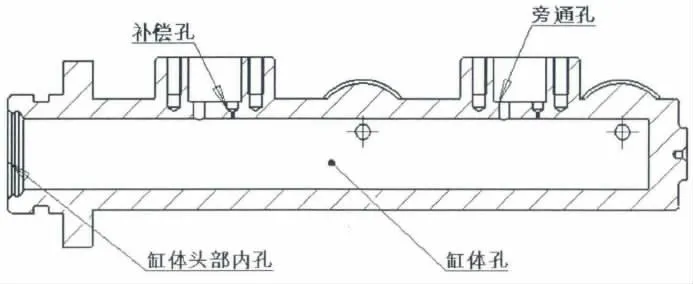
图1 制动泵主缸剖面图
在制动过程中密封皮碗做往复运动,在滑动时皮碗内侧受到补偿孔边缘的划擦。通过改良补偿孔的加工工艺,去除边缘毛刺,使边缘加工精度进一步提升,从而减小与皮碗之间的摩擦力,延长了密封皮碗的使用寿命,避免汽车制动系统过早失效的问题。基于此,设计一种补偿孔去毛刺技术十分关键。
1.1.2 技术分析
传统的加工模式下,补偿孔在打孔之后,由于加工精度不够,孔的内壁不够光滑,孔口容易出现无规则的刺状物。这些毛刺除了影响工件性能外,工件安装使用后,也会大幅缩短整个设备的寿命。补偿孔去除毛刺技术,要综合考虑工件加工的精密程度,以及工件自身的尺寸、形状、用材等因素外,技术的经济性、可行性和易用性等,也是不可忽视的因素。目前行业内常用的补偿孔去毛刺技术有多种,例如刷子抛光去毛刺、热能燃爆去毛刺、电解化学去毛刺等。这些技术各有优点和不足,本文提出的一种反冲洗加工技术,是一种投入小、见效快、精度高的新型工艺,技术优势明显。
1.2 反冲法加工技术
该方法的创新之处在于用带有0.2mm圆弧的顶刀,代替传统机械加工中的钻头,在缸体上顶压得到补偿孔,保证补偿孔的边缘有光滑的圆弧角,与皮碗的摩擦明显降低。该加工技术中,顶刀的选用是决定补偿孔成孔效果的关键,其结构如图2。其端部为顶针,选用碳素工具钢,在表面镀一层硬铬,最大硬度达到HRC60,用顶针座进行固定;顶针座嵌入到冲杆的端头上,冲杆选择合金调质结构钢,最大硬度达到HRC35。

图2 专用顶刀设计
2 专用数控机床的总体创新设计
2.1 设备设计
设计的去除毛刺设备应满足以下要求:一是工件装夹方便,做到一次装夹即可成孔;二是采用自动控制,提高效率和保证精度;三是采用液压系统,降低成本和保证清洁;四是设计报警装置,出现故障可及时告警,降低残次产品率。在满足上述要求的情况下,还要关注核心技术,例如支持直径在20-45mm内多种型号制动缸的补偿孔加工,并且在制动缸参数变化后,只需要更换冲杆外套即可进行反冲加工,简化操作。以及补偿孔直径在0.5-0.8mm之间可调,双腔缸体的补偿孔间距在0-150mm之间可调。通过耐久性测试,确保密封皮碗能正常往复运行80万次,满足汽车液压制动泵的设计寿命要求。
2.2 机械本体设计
2.2.1 数控机床结构设计
结构简图如图3。其中,1为钻头,与补偿孔保持垂直,用于钻削补偿孔上方的工艺孔。2为冲杆及其外套,外套起到固定和导向作用,冲杆在外套内做上下运动,推动冲杆前端的顶刀进行反冲加工。3为夹具,与滑板相连,起到固定待加工工件的作用。4为滑板,其上有导轨,可支持夹具左右调整。整个数控设备采用PLC控制,按照设定程序完成补偿孔反冲加工。

图3 专用数控设备结构图
2.2.2 传动系统方案设计
现阶段一些反冲加工数控机床,用步进电机控制滚珠丝杠旋转完成补偿孔加工。虽然也能够保证加工精度,去除毛刺,但是加工成本较高。本文对传统系统进行了改良,将4个直线轴承固定在工作台上,保证了加工的稳定性。同时,在直线轴承上连接可灵活移动的导轨。传动系统中的核心设备如工位气缸、限位螺杆等,全部采用螺丝固定到导轨上。这样就可以根据加工要求由PLC自动控制完成进给机构的移动,从而简化了控制操作和省略了步进电机,加工成本得到控制。传动系统结构如图4所示。
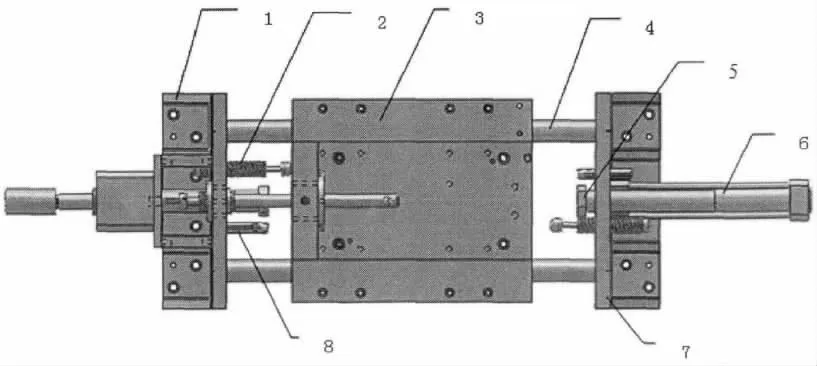
图4 机床进给传动系统结构
2.3 伺服系统控制设计
选用伺服电机代替普通电机,除了具备更加广泛的调速范围外,还能够保证转轴升降更加平稳,对防止补偿孔出现毛刺等情况有积极作用。此外,可支持频繁启停与反转,可靠性更好,使用寿命更长。电位器是伺服系统中的核心零件,选择模拟电压可调范围在-24V-24V的电位器,当需要调节伺服电机的转速时,利用外侧的滑动手柄使动触点进行滑动,通过改变电阻达到调节电位,进而得到特定转速的目的。
2.4 夹具设计
夹具应保证将待加工工件牢牢固定,防止在切削、顶压加工时出现工件位移进而影响加工精度、出现毛刺的问题。另外,夹具还应带有自动定位、限位等功能。本次设计中机床夹具组成结构包括:一是定位装置。可支持平面定位、圆孔定位等多种定位方式,根据待加工工件的形状、尺寸等完成自动定位;二是夹紧装置。除了夹紧部件外,还有传动部件,提供外力使工件固定的更加牢靠,防止在反冲加工中发生位移;三是动力装置。采用气动与电动配合的方式,借助于传动装置为夹具提供动力。夹具部分的结构如图5所示。
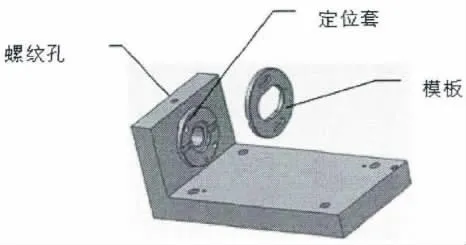
图5 夹具部分结构特征
2.5 气压传动设计
气压传动装置受PLC电气控制,根据程序指令调节节流阀、空压机、油雾器等动作单元的工作状态,协调完成翻转、冲杆,以及夹紧或放松等动作。在传动过程中,首先完成电能与气能的转化,然后在巨大的压力作用下,将气能转化为零件运动的机械能,完成反冲加工任务。以“冲杆动作气缸回路”为例,当工艺孔冲压完毕后,钻头自动复位,此时在电磁阀的控制下,冲压气缸推动前方的顶刀,穿过工艺孔接触主缸表面,并对准补偿孔的标记点。此时,传感器将就位信号反馈给PLC,发出反冲加工指令,冲压气缸提供压力使顶刀冲压得到补偿孔。
3 补偿孔反冲加工数控机床的具体应用
3.1 设备型号确定与主要技术参数
在反冲加工数控机床的硬件组成上,对各类设备的科学选型是保证补偿孔反冲加工高质量完成的必要条件。例如,作为电气控制系统的核心元件,选择PLC时应重点关注其抗干扰能力、兼容性、同步控制效果等。另外像气压传动系统中的节流阀、减压阀,伺服控制系统中电位器的模拟电压、调速范围等,都是设备选型中必须要关注的关键点。只有设备选择恰当,且保证整个数控系统兼容,才能高效率、高精度完成补偿孔反冲加工。除此之外,还要根据制动泵主缸的使用需要,提前确定好技术参数。例如冲孔直径为0.5mm,孔口倒角半径为0.3mm,最大冲孔深度为1.5mm等。
3.2 设备的调试与使用方法
通过调试确定整套设备正常运行,调试时先进行手动调整。按下“顶紧”键,顶紧气缸前出,至最大长度后停止,再按一下复位。按下“钻孔”键,主轴逐渐加速到设定速度,钻孔气缸下移,达到设定钻孔深度,持续转动,再按一下,主轴减速、气缸上移。主轴停止转动后气缸复位。按下“冲孔”键,顶刀伸出,再按一下收回。完成手动调整后,再进行自动调试。按下“自动”键,设备进行自动运行状态。
3.3 实际应用效果
选择两件在材质、尺寸等方面完全相同的制动泵主缸。1#采用常规加工,2#采用反冲加工数控机床。2#完成双孔加工只需要17s,1#则需要42s。通过观察和触摸的方式,发现1#补偿孔边缘有明显毛刺,而2#光滑。使用相同的密封皮碗进行耐久性试验,1#在制动泵主缸往复运行36.5万次后有明显损坏,密封失效;2#制动泵主缸往复运行80.1万次后失效。对比来看,采用数控机床进行反冲加工的2#工件,加工速度更快,成孔效果更好,应用优势明显。
4 结束语
基于PLC控制的数控机床,根据预设程序控制伺服系统、传动系统和定位夹具,实现了对制动泵主缸补偿孔的自动加工。除了降低人工成本、明显提升效率外,补偿孔的边缘无明显毛刺,更加光滑和平顺。在投入使用中,与密封皮碗之间的摩擦力减小,延长了密封皮碗的使用寿命,对降低制动泵主缸出现液压油泄露等故障概率有积极作用。
