卷接机组搓板自动清洁装置的优化
2021-09-02潘恒乐王俊王宏用陈锴
潘恒乐,王俊,王宏用,陈锴
常德烟草机械有限责任公司,湖南 常德 415000
0 引言
烟支搓接是卷接机组生产烟支的关键工序之一, 其生产原理为搓烟轮带动滤嘴、涂胶水松纸和烟条在搓板上滚动,搓接成双倍长的合格滤嘴卷烟[1-2].在搓接过程中,胶水受到挤压容易溢出流到搓板表面,使搓板沾上烟沫、水松纸,甚至形成胶垢,导致搓板堵塞,造成烟支泡皱、翘边、漏气等质量问题[3].针对这些问题,近年来已有不少研究成果,唐根利[4]分析了不同类型的搓板对烟支搓接质量的影响,发现表面喷涂金刚石的搓板搓接质量最好;董浩等[5]比较了不同类型的水松纸对搓接效果的影响,得出溶剂型油墨印刷的水松纸搓接效果最佳;刘为刚等[6]设计了一种搓烟轮自动清洁装置,实现了PROTOS2-2 卷接机组搓烟轮轮体的自动清洁,减少了搓板堵塞次数,提高了设备运行效率;王晓安等[7]对搓板启动轨进行改进设计,减少了水松纸在搓接时出现的皱纹、搓牙等外观质量问题;徐亚军等[8]设计了水松纸的二次刮纸装置,提高了水松纸对胶水的吸附性,减少了烟支搓接的漏气剔除率;王伯楠等[9]提出了一种带滚针的搓板方案,减少了搓接过程中产生水松纸泡皱的次数.目前,国内高速卷接机组主要利用压缩空气来清洁搓板表面异物,但效果并不理想.
鉴于此,本文拟通过分析当前国产超高速卷接机组——ZJ116A型机组的搓板清洁装置的工作原理,基于无杆气缸驱动技术,研制一种新的搓板清洁装置,以期提高设备运行效率,降低工人劳动强度,为新型卷接机组的设计生产提供支持.
1 问题分析
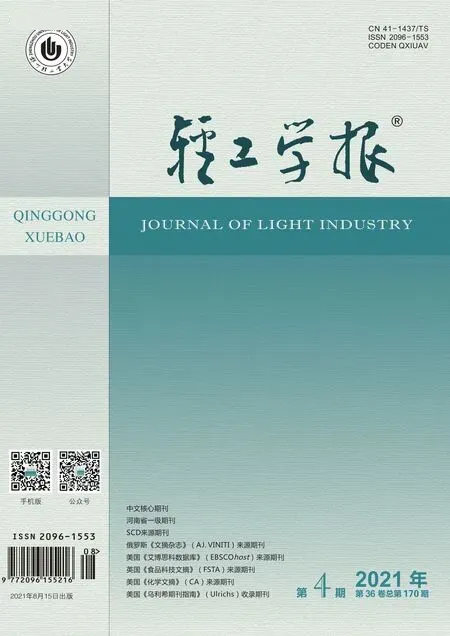
ZJ116A型卷接机组的搓烟装置如图1所示.在工作过程中,启动轨先将 “组烟” (带有水松纸片的烟条段和双倍长滤嘴)从搓烟轮的烟槽中拨出,使“组烟”在搓烟轮圆弧表面与搓板之间自转3圈,被水松纸片紧密包裹一周,进而粘接形成双倍长的滤嘴烟支,最后滤嘴卷烟在归位轮的带动下落入烟槽中.为保证烟支的正常搓接,启动轨顶端与烟槽的距离需比烟支直径小0.7 mm,搓板表面到搓烟轮表面的距离比烟支直径小0.4 mm.所以在整个搓烟过程中,烟支都受到了挤压,乳胶无法避免地被挤出,并粘在搓板上,这极易引起搓板堵塞,甚至造成机组停机[10].
1.搓烟轮;2.搓板;3.归位轮;4.启动轨;5.组烟.图1 ZJ116A型卷接机组搓接装置Fig.1 The equipment of cigarette rolling and assembling on ZJ116A cigarette maker
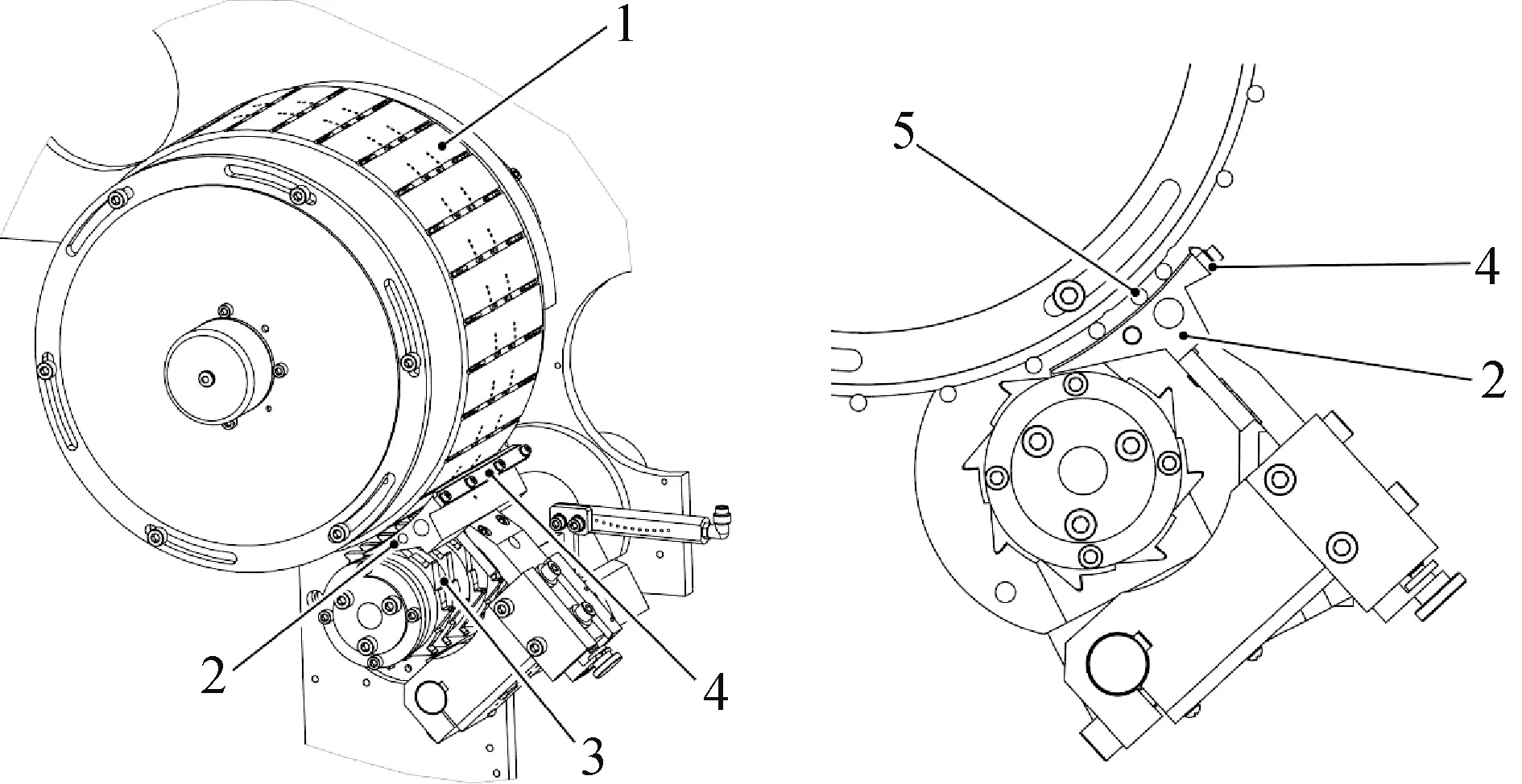
1.归位轮;2.搓板;3.吹气管;4.管接头;5.支架.图2 ZJ116A型卷接机组搓板清洁装置Fig.2 The rolling plate cleaning equipment on ZJ116A cigarette maker
ZJ116A型卷接机组的搓板清洁装置如图2所示.当机组处于非工作状态时,搓板被气缸驱动离开工作位置,此时,吹气管上弧形布局的气孔正好与搓板表面重合.搓板落下后,阀岛接收到电信号,打开阀门,压缩空气进入吹气管,通过气孔清洁搓板表面的附着物.这种通过压缩空气进行搓板清洁的方法可以清理搓板表面的粉尘、碎纸片、烟支等一些没有黏性的杂物,但是搓板表面一旦沾上胶水,与异物混在一起形成胶垢时,压缩空气就很难将其吹离搓板,只能将机组的前门打开,人工用刷子清理搓板表面.
2 系统设计
2.1 系统结构及工作原理
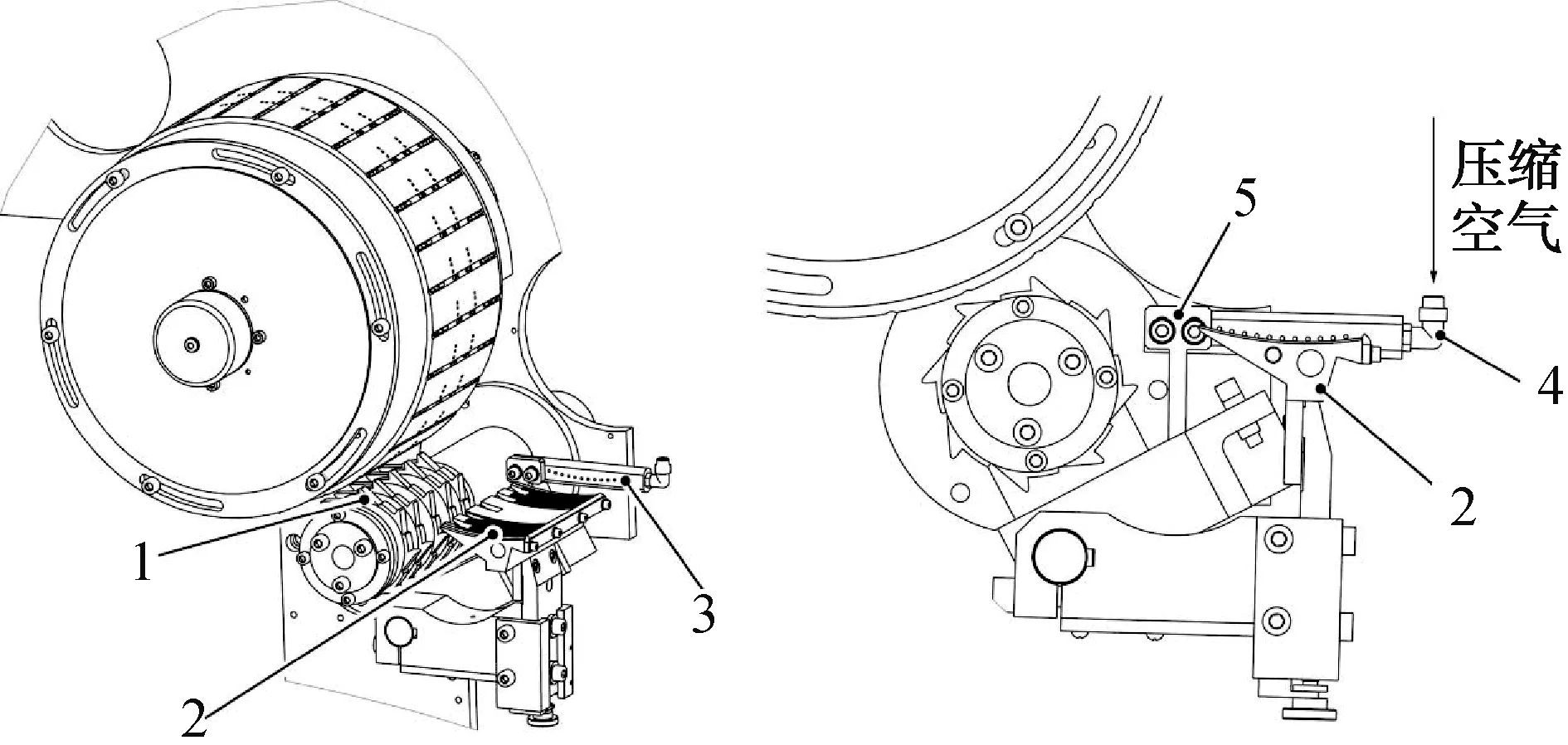
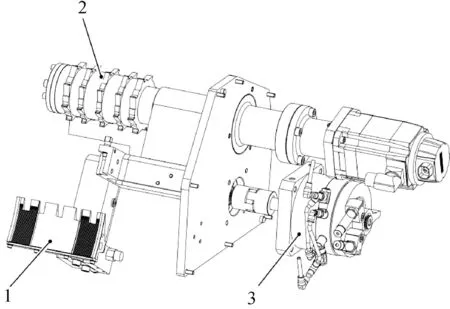
改进后的卷接机组搓板清洁装置如图3所示.当设备停机后,搓板转出工作位置,到达图3所示的搓板清洁位置,无杆气缸驱动铜刷在搓板表面来回移动,以清除搓板工作面上附着的烟沫、水松纸等杂物,正压风会通过吹气块上的清洁小孔辅助清洁搓板的工作面.工业相机则用于判断搓板表面是否清洁干净,光源为工业相机提供工作时的照明,正压风通过吹气杆上的清洁小孔周期性地清洁工业相机的镜头.
1.搓烟轮;2.归位轮;3.搓板;4.铜刷;5.光源;6.工业相机; 7.吹气杆;8.吹气块;9.无杆气缸.图3 改进卷接机组搓板自动清洁装置Fig.3 The improved rolling plate auto-cleaning equipment on cigarette maker
2.2 搓板驱动设计
为实现图3所示的搓板清洁位置,对搓板的转动行程重新进行了设计,通过CREO软件模拟,该搓板的理论转动角度达到了135°,相对于ZJ116A型卷接机组的搓板旋转角度增大了90°.因此,ZJ116A型卷接机组中通过活塞杆气缸驱动的方式已不满足设计需求,需对搓板驱动方式重新设计,利用一个旋转气缸来控制搓板的旋转角度(见图4).根据设备的空间布局和摆动角度需要,选用型号为DSM-T-40-270-CC-A-B的叶片式摆动气缸(德国FESTO公司),该气缸最大旋转角度可达270°,且可调整旋转角度.
1.搓板;2.归位轮;3.旋转气缸.图4 搓板驱动方式设计Fig.4 The design of rolling plate’s driven mode
2.3 清洁铜刷的设计
为了在搓接过程中使烟支中的胶水迅速凝固,在搓板内部装有一个加热器,可使搓板的温度迅速升高到150 ℃左右,所以需选用耐高温的铜刷来清洁搓板表面.图5为铜刷结构示意图.为保证铜刷对搓板的清洁效果,其刷子的外径尺寸极为重要,本文设计了4种不同半径尺寸的铜刷进行测试,测试结果如表1所示.由表1可知,当铜刷的外径R刷子=R搓板+0.5 mm时,既能将搓板表面清洁干净,又能保证气缸在清洁时不会出现卡顿.
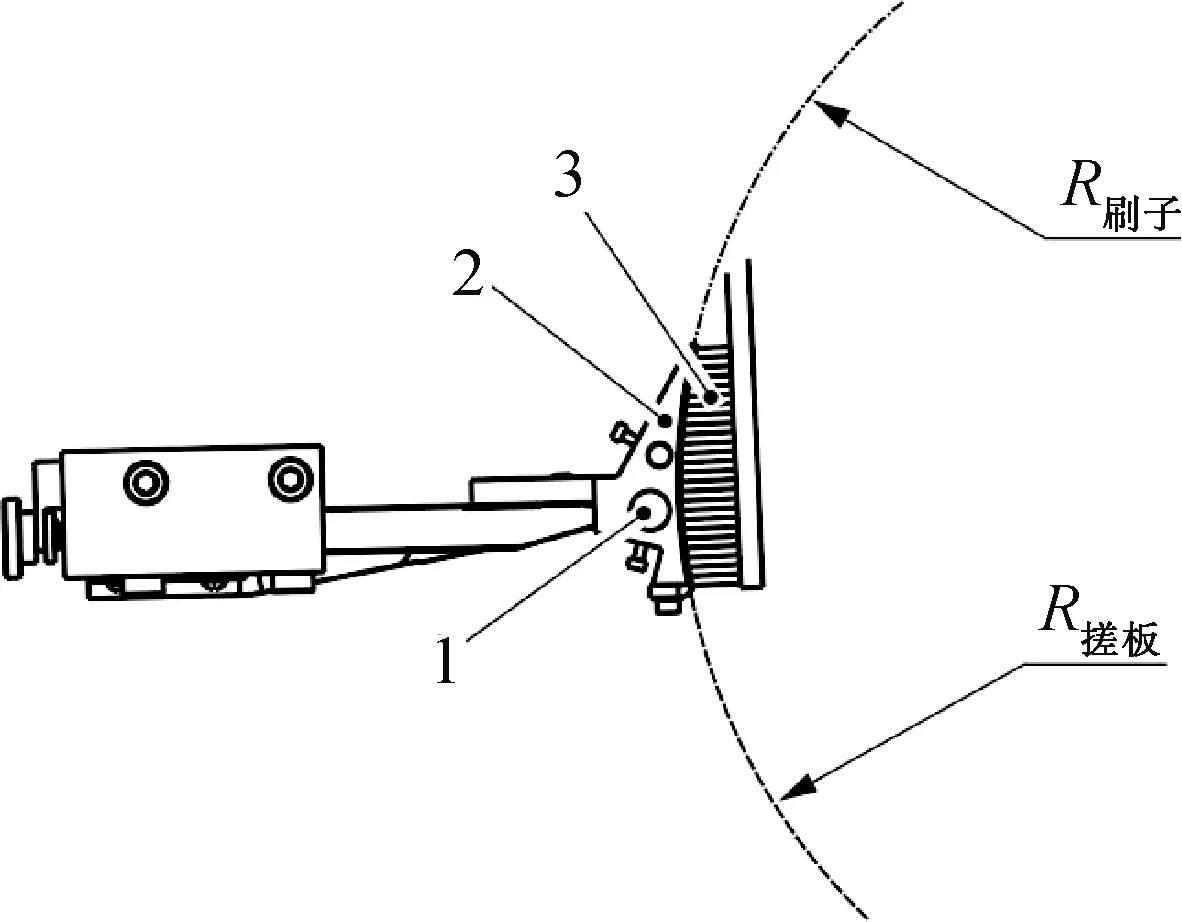
1.加热器;2.搓板;3.铜刷.图5 铜刷结构示意图Fig.5 Schematic diagram of the copper brush
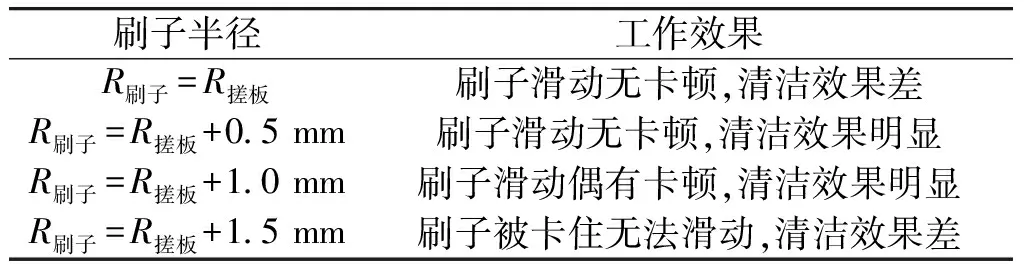
刷子半径工作效果R刷子=R搓板刷子滑动无卡顿,清洁效果差R刷子=R搓板+0.5 mm刷子滑动无卡顿,清洁效果明显R刷子=R搓板+1.0 mm刷子滑动偶有卡顿,清洁效果明显R刷子=R搓板+1.5 mm刷子被卡住无法滑动,清洁效果差
2.4 搓板清洁度检测系统
改进后的搓板清洁装置利用IPC控制系统控制搓板清洁度检测,工作流程如图6所示.当搓板出现堵塞,处于非工作状态时,铜刷自动清洁搓板,清洁完成后,工业相机对搓板工作表面拍照,并判断搓板表面是否达到清洁要求.如果系统判断达到了清洁要求,搓板可以转入工作位置继续工作;否则,搓板禁止转入工作位置,铜刷再一次清洁搓板表面,工业相机继续对搓板工作表面拍照,再次判断搓板表面是否达到清洁要求,如果判断结果仍未达到清洁要求,将会发出报警信号,此时,需要操作者人工干预清洁搓板,直到达到清洁要求,搓板才会转入工作位置,机组才能继续工作.
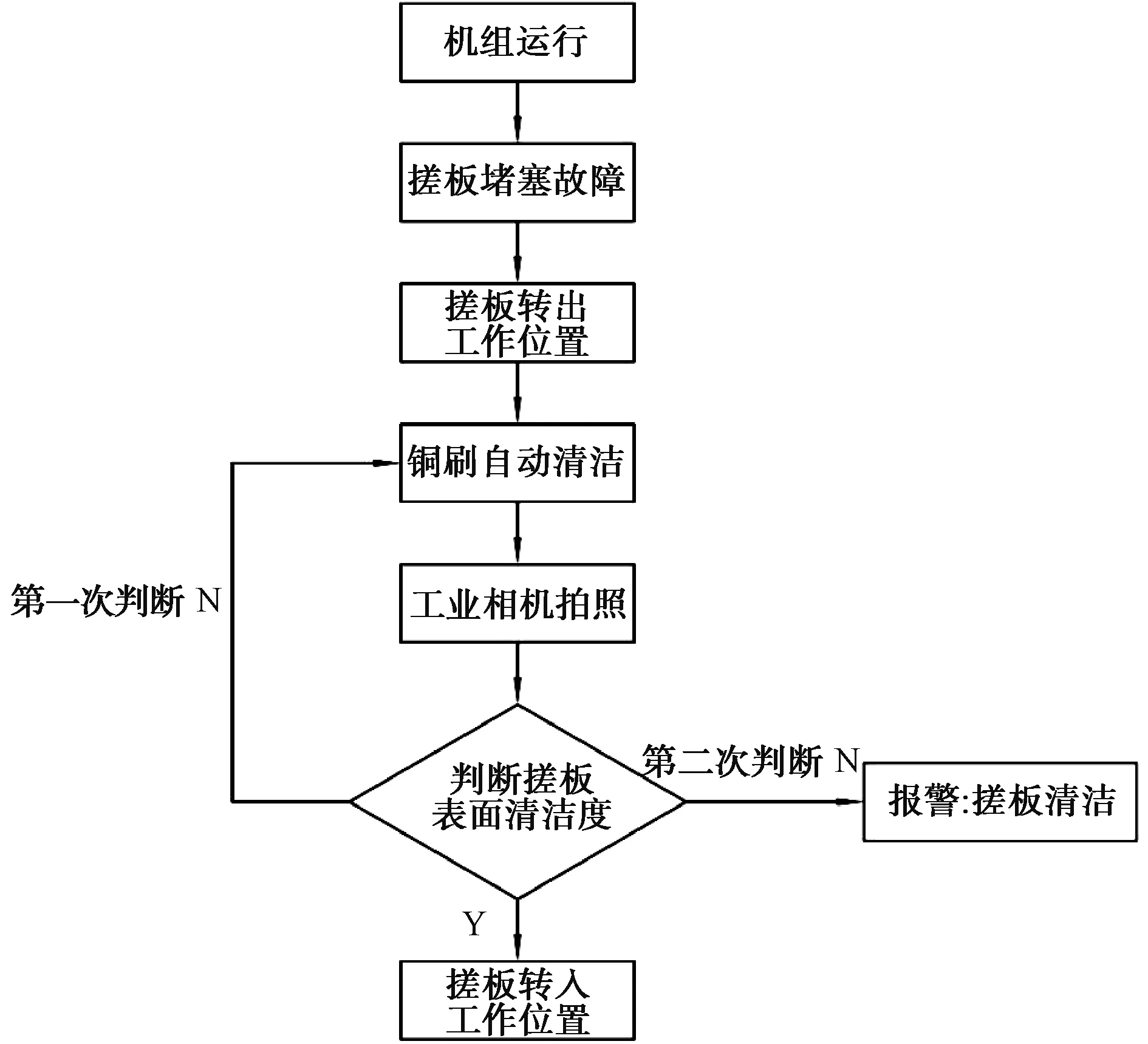
图6 搓板清洁度检测流程图Fig.6 The flow chart of rolling plate cleanliness test
3 实际应用效果
为验证清洁装置效果,将ZJ116A型卷接机组中的搓板清洁装置替换为本文提出的改进搓板清洁装置,形成新型的ZJ119型卷接机组,对ZJ116A型卷接机组和ZJ119型卷接机组进行对比测试.两组卷接机组均使用“白沙(硬)”牌卷烟烟丝及原辅材料进行实验,运行速度均设定为12 000支/min,测试周期为30个工作日.统计两组机组出现的搓板堵塞的次数和人工清洁搓板次数,结果见表2.
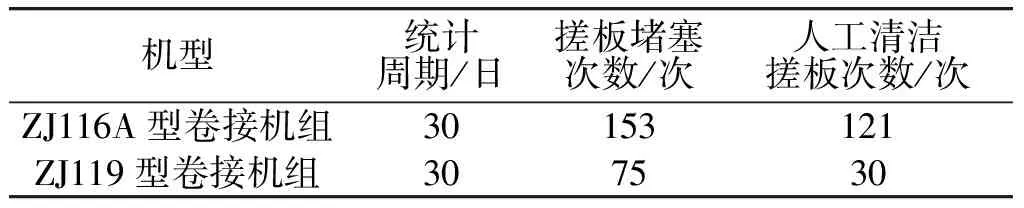
表2 搓板堵塞次数及人工清洁搓板次数统计结果Table 2 The statistics of number of rolling plate jam and manual cleaning
由表2可见,ZJ116A型卷接机组搓板堵塞次数为5.1次/日,ZJ119型卷接机组搓板堵塞次数为2.5次/日,设备停机次数明显减少,设备运行的稳定性显著提高;而ZJ116A型卷接机组的人工清洁搓板次数为4.03次/日,ZJ119型卷接机组的人工清洁搓板次数为1.00次/日,操作人员的工作强度明显降低.
4 结论
本文基于无杆气缸驱动技术设计了一种新的卷接机组搓板自动清洁装置,由铜刷、无杆气缸、工业相机、光源、吹气块、吹气杆等组成,利用无杆气缸驱动铜刷清洁搓板上的纸片、胶垢等异物,并通过工业相机实现搓板清洁度的智能检测.以ZJ116A型卷接机组和配置改进搓板自动清洁装置的ZJ119型卷接机组进行对比测试,结果表明:ZJ119型卷接机组的搓板清洁装置采用铜刷来清洁搓板表面,搓板堵塞次数由5.1次/日降至2.5次/日,人工清洁搓板次数由4.03次/日降至1.00次/日.本文设计的搓板自动清洁装置能有效地清洁搓板表面,去除搓板表面形成的胶垢,提高机组的有效作业率,降低工人的劳动强度,提高设备的智能化水平,该技术可在ZJ116系列、PROTOS M5、PROTOS M8等机型上推广应用.